
螺纹钢树脂锚杆批量化生产工艺设计与研究
2021-12-18 13:38梁富伟寇子明高贵军史百锁
制造技术与机床 2021年12期
梁富伟 寇子明 高贵军 史百锁
(①太原理工大学机械工程学院,山西 太原 030024;②山西省矿山流体控制工程实验室,山西 太原 030024;③矿山流体控制国家地方联合工程实验室,山西 太原 030024;④太原市环宇液压机械有限公司,山西 太原 030006 )
随着经济的快速发展,各行各业对能源的需求仍然很大,煤炭不仅是化石燃料也是重要的工业原料[1],煤矿的开采对于我国的能源产业以及国民经济发展具有十分重要的作用[2]。随着煤矿开采深度逐年加深、地质条件越来越复杂,矿用树脂锚杆成为锚杆支护中重要的组成部分[3]。国内各大煤矿对于树脂锚杆的需求量巨大,每年超过几千万吨,且呈现出逐年增长的趋势,已经具备了大批量生产的特征和要求。然而目前树脂锚杆生产工艺流程比较短,加工工序分散,工艺过程繁琐,生产车间占地面积比较大,大部分工序均需要工人来完成,属于劳动密集型产业[4],生产效率普遍较低,产品的废品率较高。为此,国内某些研究人员就锚杆制造工艺和生产方式进行了相关的研究,周思远[5]提出了一种单线锚杆生产组织形式,在一定程度上改善了工人的劳动强度,但工艺流程不完整,工序不集中且无法满足大批量的生产要求。对此,本文首先分析了目前锚杆制造工艺过程中存在的问题,结合企业的生产现状和客观需求,制定出了合理的锚杆加工工艺规程,合理布局各道工序,然后设计了锚杆转运关键设备,并利用虚拟样机技术对步进摆料装置进行了建模和仿真。通过系统调试和运行验证了方案设计的合理性,取得了良好的应用效果。
1 锚杆加工工艺流程分析与设计
1.1 螺纹钢树脂锚杆特点分析
矿用螺纹钢树脂锚杆杆体原材料是长度为12 m的支护用高强度锚杆钢,经过一系列的工序,最后加工为长度1.6~3.6 m,直径一般16~25 mm,单根锚杆的质量大约在3~12 kg,属于典型的细长杆,刚性较差。如图1所示为加工后的螺纹钢树脂锚杆结构示意图。
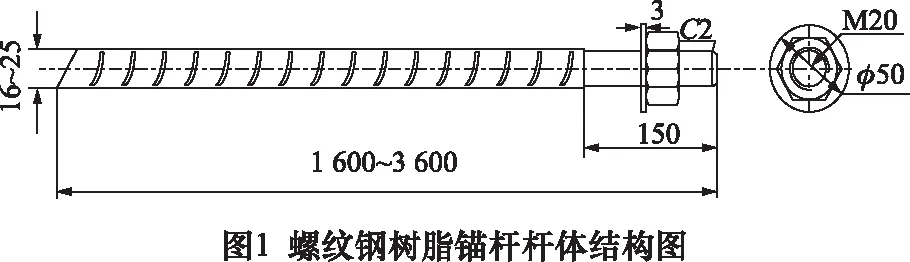
锚杆的端部需要装配螺母,一端切出45°的尖断面,螺纹钢树脂锚杆表面具有沿长度方向均匀布置的横肋,所以在实际进行加工过程中锚杆可能会发生滚动,且自身导向性比较差,需要解决锚杆平稳转运和加工及锚杆的定位问题。
1.2 树脂锚杆加工工艺流程分析
树脂锚杆杆体是锚杆支护中最重要的部分,锚杆杆体、锚固剂与螺栓装配后实现对巷道围岩的支护,锚杆杆体结构比较简单,但是加工过程却相对比较繁琐,目前国内采用的加工工艺流程如图2所示。
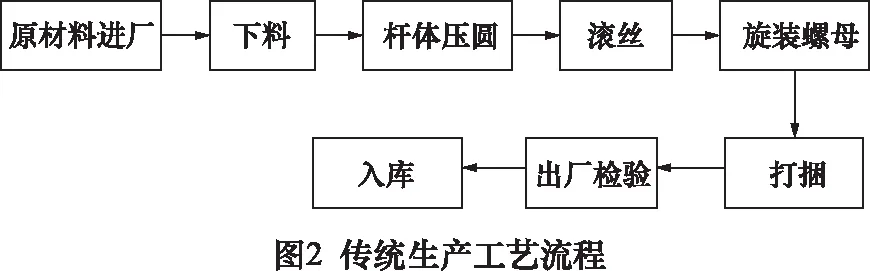
传统锚杆工艺流程主要包括上料、杆体压圆和滚丝等工序,其中将锚杆的切断工序和滚丝工序分离,上下料、滚丝和打捆等全部都是由工人来完成,各道工序布置比较分散,工人劳动强度比较大,工作环境比较恶劣,加工过程效率比较低,没有形成系统化的工艺路线。
1.3 一拖二生产工艺设计
树脂锚杆加工过程主要包括切断环节和加工环节,切断环节包括:定长切头、90°正切、45°斜切。加工环节主要包括激光打标、倒角、缩径、滚丝、上垫圈、装螺母、捆扎和码垛等工序。完整工艺与装配流程图如图3所示。
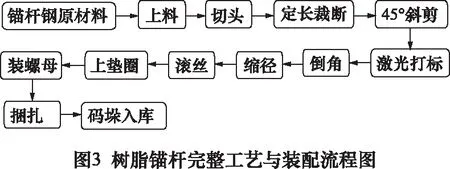
每一道工序都是一个加工单元,配有对应的加工机床及设备,包括45°液压鳄鱼剪、倒角机、缩径机、液压滚丝机和旋装螺母机等,成品还需要进行捆扎[6],随后由码垛机器人将捆扎好的锚杆进行集中归置。为了解决传统锚杆工艺路线不规范、不完整和生产效率低的问题,提出了如图4所示的一拖二生产工艺路线。
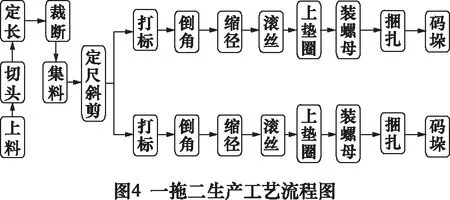
输送加工工艺以工序集中,设备集中为原则,定尺斜剪之后完成打标工序,随后依次进行的工序有倒角、缩径、滚丝、上垫圈、旋装螺母、捆扎和码垛。对锚杆进行倒角工艺的目的是为了更好地旋装螺母,将锚杆的切料放在第一位,切削加工放在第二位,装配零件放在第三位,捆扎和码垛放在第四位,实现锚杆上料、加工、装配和码垛工序的集中和连续。采用双线并行加工的方式,实现了对空间资源的合理高效利用,节省材料切头量,车间占地面积减小,工序组合更加灵活,生产效率更高。
2 车间布置方案设计
在传统锚杆工艺路线上以工序集中、设备集中为原则,采用双线输送结构,减少人工搬运,提高生产效率。也就是将锚杆完成定尺斜剪之后分为两条线,分别完成锚杆端部的打标、倒角、缩径、滚丝、上垫圈、旋装螺母和捆扎,最后将捆扎好的锚杆进行码垛。在一定程度上节省了原材料,减少耗材成本,根据确定的锚杆双线并行加工工艺流程对车间进行合理布置和设计,双排输送工艺车间布置图如图5所示。
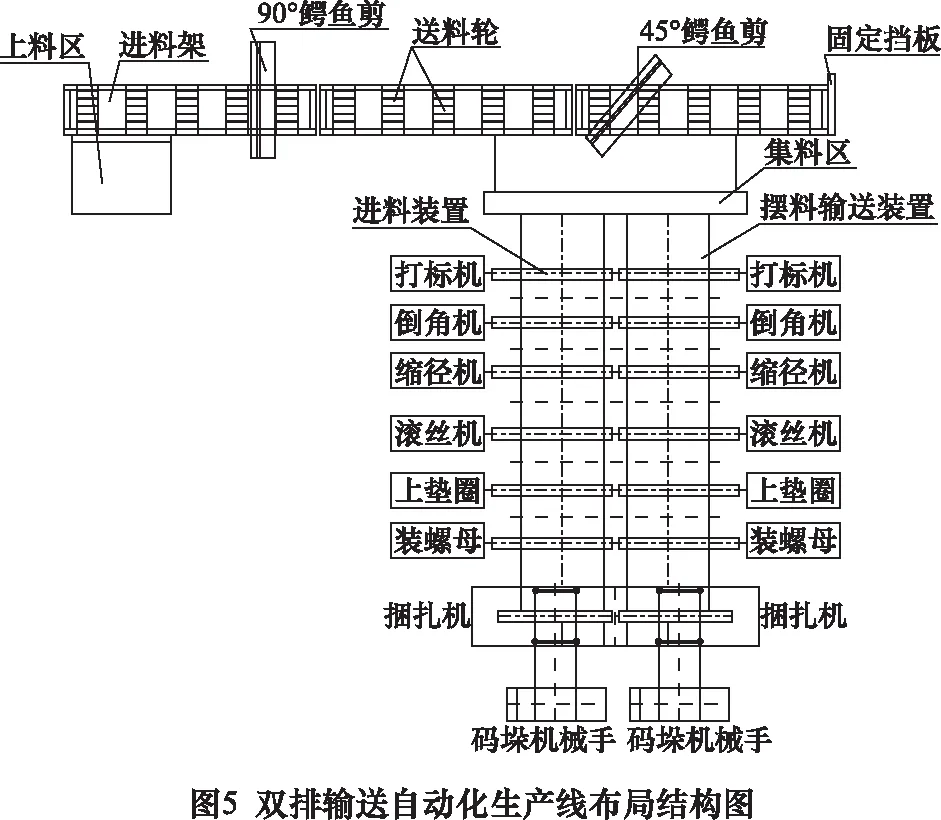
整个生产工艺过程为:通过组合送料装置将上料区的9根锚杆进行输送,由布置于送料架上的传感器检测锚杆的位置,通过90°鳄鱼剪进行正切,45°鳄鱼剪进行斜切,之后进入到加工线,由于自动拨料装置实现锚杆的横向转运,通过采用直线电机驱动自动进料装置,将位于左右线的锚杆伸入对应加工机床及设备中完成加工,最后由码垛机械手对锚杆进行码垛。整个生产工艺方案实现了设备的集中布置,节省车间占地面积,节省企业生产成本,通过采用锚杆转运关键设备实现锚杆的平稳转运,需要解决锚杆转运及加工过程关键技术,具体包括摆料输送装置,自动进料装置和码垛机械手装置组成。
3 锚杆加工工艺关键环节与转运设备
3.1 摆料输送装置
在锚杆横向转运过程中,要求锚杆不会发生偏斜和滚动,需解决锚杆精确定位关键技术。为此,设计了自动拨料装置,如图6所示为拨料装置结构组成图。
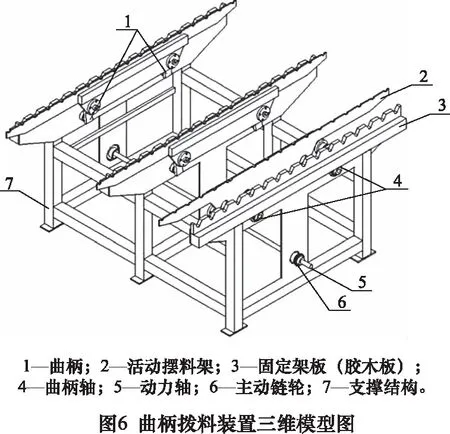
摆料输送装置主要由驱动电机、活动摆料架板、固定摆料架板和链条等组成。活动摆料架和固定摆料架板上均开有等距布置的梯形定位槽,锚杆每移动一个位置将会落入到导向槽中,避免锚杆发生滚动和滑落,实现锚杆的精确定位。
具体动作机理为在固定架板内侧布置有传感器检测装置,可以感应曲柄的运动情况,实时捕捉曲柄的运动信号,通过PLC控制系统控制变频电机实现对活动摆料架的精确控制。曲柄每转动一周,活动摆料架上的一排锚杆向前精确移动一个位置,通过多个摆料输送装置紧密布置,活动摆料架相互交叠,从而完成锚杆在不同加工设备之间的输送。
3.2 自动进料装置
通过摆料输送装置将剪切完成的锚杆从集料区拨至加工设备前,由自动进料装置将锚杆夹持并送入加工设备完成加工,随后将锚杆退出并由拨料装置继续运输至下一台加工设备。
为了提高加工效率和控制加工精度,采用直线电机进行驱动。直线电机采用无机械传动的无摩擦驱动方式,有结构简单、响应速度快、振动和噪声小、控制和定位精度高等优点[7],广泛应用于现代机床、交通运输和自动化加工等领域。如图7所示为本文设计的双轨直线电机驱动自动进料装置结构组成图。
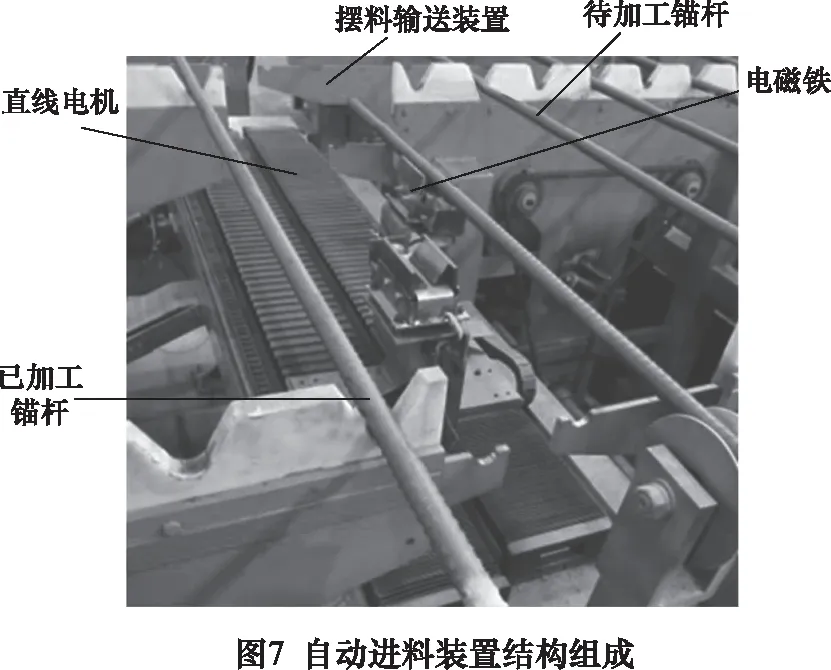
自动进料装置主要由直线电机、支撑结构和电磁铁等组成,由电磁铁将锚杆固定,经直线电机带动锚杆进入机床完成加工,随后退出加工设备。文献[8]提出了在不改变直线电机原有结构和特性的基础上对位移进行检测的技术,结果表明:当锚杆缩径或滚丝长度在150 mm范围内时,直线电机的定位误差在-47.2~19.6 μm,分辨率为0.15 μm,定位精度高,误差小。故采用直驱系统进行进料能够满足锚杆加工和定位精度的要求。
3.3 码垛机械手装置
锚杆生产工艺的最后一个环节是将捆扎好的锚杆进行码垛,便于集中搬运,设计了如图8所示的码垛机械手结构。
码垛机械手主要由支撑结构、气缸和机械手部件组成,其中的夹紧气缸3控制夹料手爪的开闭,上下气缸2控制机械手的上下移动,导轨9作为码垛机械手的导向装置,控制实现水平方向的运动。由接近开关8感应机械手部件的移动位置,通过采用控制程序,检测到5根锚杆到位后,机械手下降进行抓取物料,随后进行水平移动,到达位置后释放。通过控制电磁阀的开启与关闭,实现对锚杆的抓取和转运。如图9所示为码垛机械手现场应用图。

4 基于虚拟样机技术的仿真与验证
随着计算机技术的不断发展,虚拟样机技术广泛应用于机械制造业,通过仿真分析,可视化机械装置的运行状况和特性[9]。
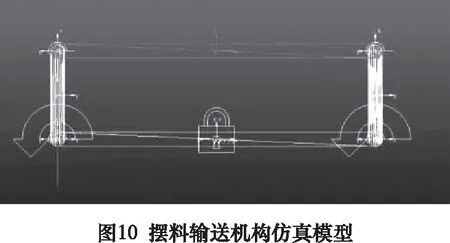
为了分析摆料输送结构各个杆件设计的合理性,减少机械振动和冲击,避免发生机构的运动干涉。采用虚拟样机技术,在Adams中构建出自动拨料装置的1∶1数学分析计算模型,两组平行边杆长分别按设计尺寸900 mm和200 mm建立分析模型,在端部添加相应的约束、运动副和驱动力矩,虚拟实验平台建立的仿真分析模型如图10所示。
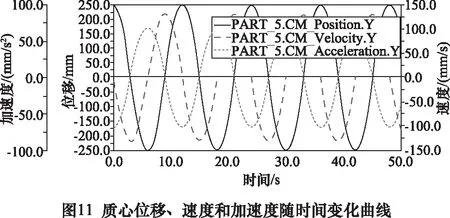
为保证仿真精度和求解速度,设置仿真参数步长为0.05,迭代次数为5 996次,在连杆质心位置、杆件连接点及曲柄质心位置设置标记点。通过求解仿真,得到如图11所示的连杆质心位置处位移、速度和加速度随时间变化曲线,图12所示为活动摆料架运动副扭矩变化分析曲线。
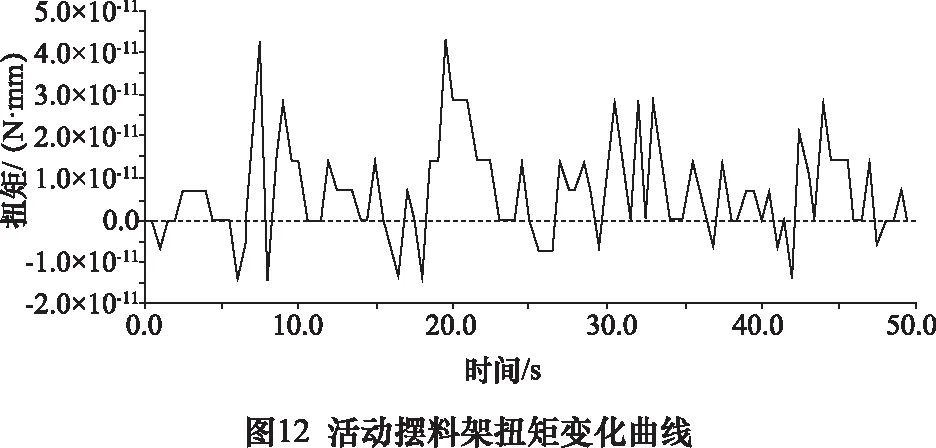
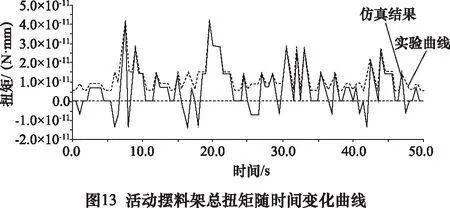
从图12 可以看出在摆料输送装置运动初期,扭矩波动比较大,随着时间的推移,幅值逐渐减小,扭矩变化趋于平稳。根据扭矩、功率与角速度三者之间的关系可以计算出总扭矩随时间变化的规律,通过将分析数据导入到仿真窗口可以得到如图13所示的活动摆料架总扭矩随时间变化曲线。可以得出:计算结果与实际仿真结果非常接近,仿真结果能够代表实际变化规律,设计的摆料输送装置在周期性运动过程中各个杆件不会发生运动干涉,速度波动小,机构设计合理。
5 现场调试与应用实例
本套一拖二螺纹钢树脂锚杆生产工艺方案提出后,首次应用于长治市某锚杆制造公司,按照生产工艺流程进行现场布置和系统调试,应用结果表明:整个生产车间设备布置紧凑,总占地面积减小,工作环境得到改善,每小时可生产成品树脂锚杆约700多套,生产效率得到提高,年产量超过200万套,锚杆质量满足MT146.2-2001标准要求,合格率高达98%,整个生产线仅需要2~3人,企业人力成本降低,取得良好的应用效果。该套生产系统应用技术指标与参数特征如表1所示。图14所示为车间拍摄的现场图。
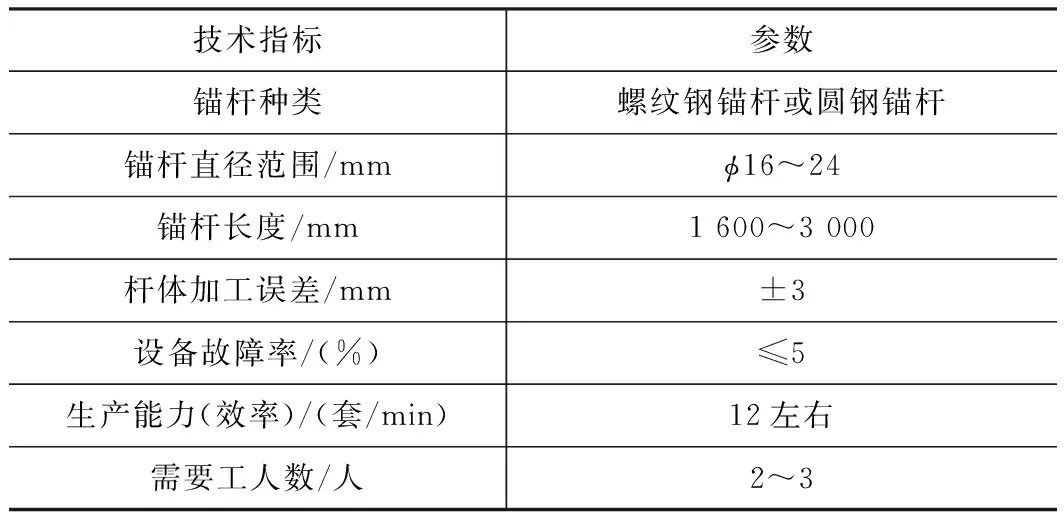
表1 技术指标与参数特征
6 结语
针对目前螺纹钢树脂锚杆生产过程中存在的生产工艺不完整、工序分散、生产效率低、工人劳动强度大,生产成本较高等问题,在研究了螺纹钢树脂锚杆完整加工工艺路线之后,提出了一种双线并行加工的一拖二螺纹钢树脂锚杆生产工艺路线,并设计研发了锚杆转运关键设备,包括锚杆转运输送装置、自动进料装置和码垛机械手装置。应用表明整个生产工艺路线完整,设备布置紧凑,实现了从原材料进厂到成品锚杆出厂的连续批量化生产,生产效率大幅度提高,所需的工人数量减少,成品锚杆基本不需要进行二次加工,质量满足要求,节省企业成本,取得了良好的经济效益,具有广阔的市场前景。同时也为后续其他零部件的批量化生产,柔性化加工和制造等的相关研究提供了一定的案例参考。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
科学家(2022年3期)2022-04-11
装备制造技术(2020年3期)2020-12-25
重型机械(2020年3期)2020-08-24
电子制作(2019年20期)2019-12-04
制造技术与机床(2018年11期)2018-11-23
森林工程(2018年3期)2018-06-26
河北农机(2017年12期)2018-01-20
制造技术与机床(2017年4期)2017-06-22
通信电源技术(2016年1期)2016-04-16
