
柏泉铁矿常温浮选磷的问题与应用探讨
2021-12-15 09:50黄志营邹正勤肖晶晶冀瑞峰范志国
中国矿业 2021年12期
黄志营,邹正勤,肖晶晶,冀瑞峰,范志国
(河钢集团矿业公司承德柏泉铁矿,河北 承德 067500)
我国磷矿分为岩浆型磷灰石、沉积岩型磷块岩、沉积变质岩型磷灰石三大类,其中沉积磷块岩矿床是我国的主要磷矿资源,占总储量的80%以上[1]。这类磷矿资源绝大部分为硅镁杂质含量较高的中低品位矿石,有用矿物一般与脉石矿物紧密结合在一起,嵌布粒度细,呈均质胶体或隐晶质,不易解离,通常磨矿细度(-0.074 mm含量)需达90%才能单体解离。中低品位磷块岩(俗称胶磷矿)的浮选通常需要加温,目的是提高脂肪酸类捕收剂的分散性和水溶性,改善其捕收性能[2]。近年来,我国选矿技术领域常温或低温浮选不加碱的理论研究陆续增加,研发高效低毒、水溶性好、选择性强的抑制剂和捕收剂是实现我国难选性磷矿中与脉石矿物分离的有效途径[3]。柏泉铁矿位于河北省承德市平泉市,年平均气温较低,冬季最低气温达-30 ℃。矿石属性为胶质性低品位含磷钒钛磁铁矿,采出矿石中的P2O5品位(即原磷品位)为1.8%~2.3%,年处理铁矿石800万t。破碎系统采用粗-中碎-高压辊磨细碎的三段两闭路流程。磨选系统采用阶段磨矿阶段选别选铁、“一粗一扫三精”浮选磷的流程。该矿作为承德地区含磷超贫磁铁矿山的先进企业,创新实践采用常温浮选的方式对选铁尾矿中的磷元素进行回收。受矿石性质、气候条件、工艺、设备等因素的影响,常温浮选方法在该地区推广案例极少,故生产中存在一系列瓶颈问题。
1 矿石性质
承德柏泉铁矿矿石为超贫钒钛磁铁矿,TFe平均为9%~12%,mFe平均为4%~6%,原矿中P2O5品位为2.0%。 矿石化学成分分析结果见表1。

表1 矿石多元素分析Table 1 Multielement analysis of ore
通过矿石的XRD分析,矿石中含有少量磁铁矿和磷灰石,主要脉石矿物有钾长石、钠长石、云母等硅酸盐矿物,结果见图1。

图1 原矿XRD分析图Fig.1 XRD analysis diagram of raw ore
磷灰石在脉石中多数以粒状产出,粒度以细粒嵌布为主,与多种碳酸盐矿物如长石、角闪石、云母等及金属矿物均有密切的嵌布关系,且部分磷灰石包裹在长石、云母及金属矿物颗粒中,部分磷灰石裂隙中充填碳酸盐矿物,如图2和图3所示。
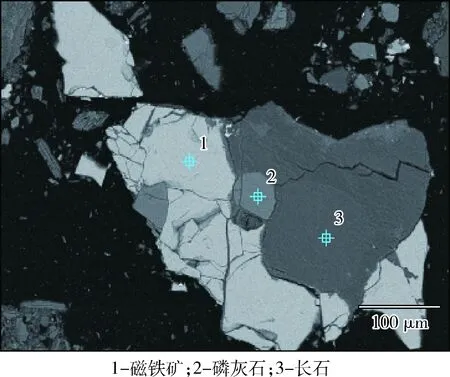
图2 磷灰石与长石、磁铁矿的嵌布关系Fig.2 Embedding relationship between apatite andfeldspar and magnetite

图3 磷灰石与磁铁矿、辉石的嵌布关系Fig.3 Embedding relationship between apatite andmagnetite and pyroxene
2 选磷工艺流程
浮选原矿是选铁后的磁选总尾矿,采用“一粗一扫三精”的浮选工艺流程(图4)。粗选和扫选均使用XCF/KYF-50浮选机,共8台;精选使用XCF/KYF-20浮选机,共6台。经过浮选作业分选出P2O5品位33%以上的磷精矿。
3 常温浮选存在的问题与分析
3.1 入浮原矿粒级分布不合理
柏泉铁矿选磷工艺流程自投产以来,入浮原矿粒级组成存在两极分化现象。结合浮选磷工艺流程特点和泡沫吸附特性研究,-0.150~+0.038 mm粒级之间的物料具有最佳可浮性[4]。通过和周边选磷矿山企业、同行业较好水平企业的入浮原磷进行粒度筛分对比,结果见表2。在入浮物料的粒级筛析中,该粒级的含量只有26%左右,其他粒级无法有效分选,粒级分布形成“沙漏型”特性。相比西部地区同行业选磷矿山,该粒级所占比例明显减少了约一倍。在粗选泡沫矿化效果不好时,需要适当降低矿浆液位,减少充气量,以避免粗选“冒槽”。经过三次精选作业以后,磷精矿中-0.150~+0.038 mm粒级之间的矿粒含量更少,严重影响了P2O5回收率。
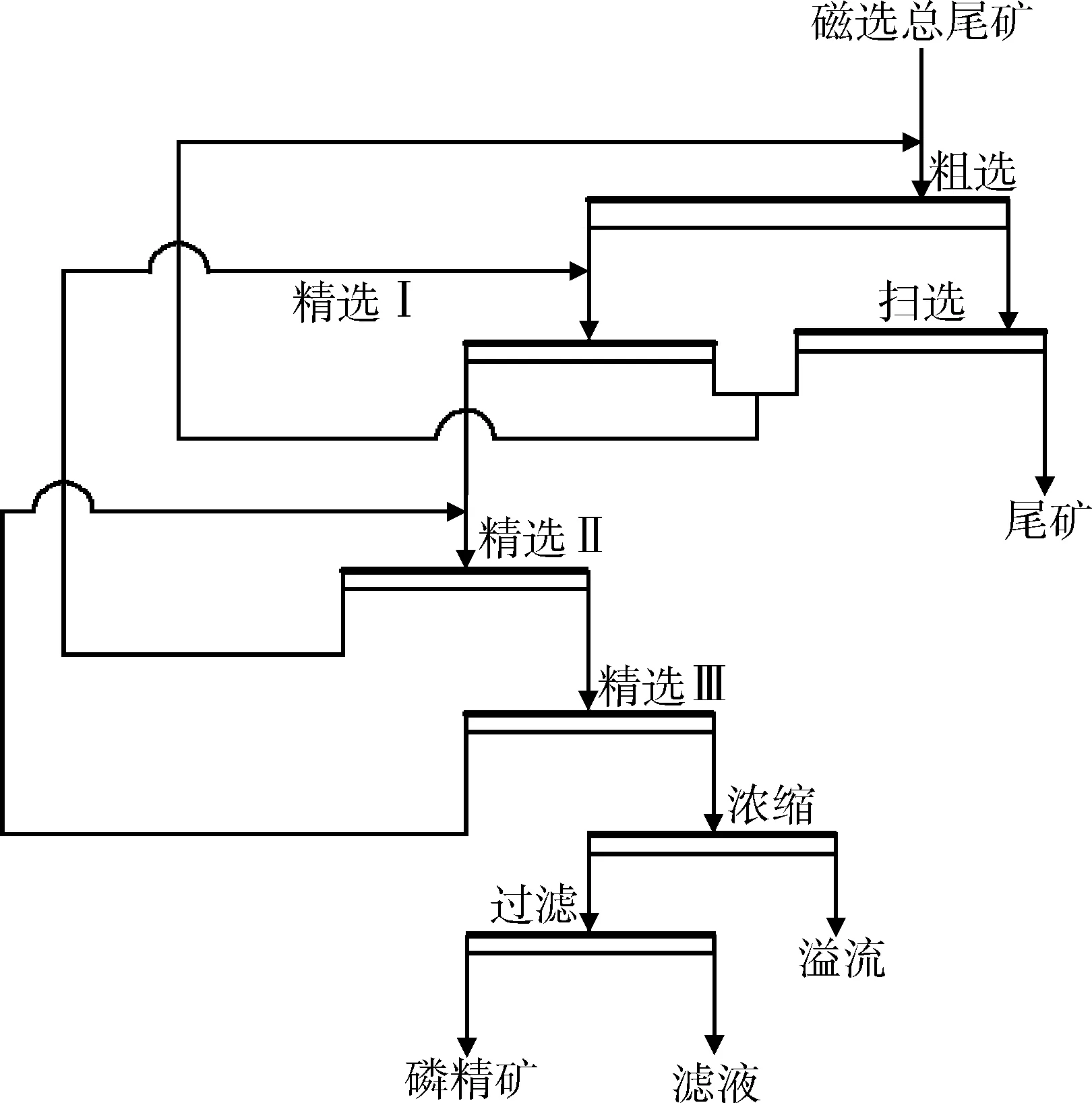
图4 浮选“一粗三精一扫”工艺流程图Fig.4 Flow chart of flotation process

表2 原磷粒级分布特性的对比Table 2 Comparison of particle size distributioncharacteristics of raw phosphorus
3.2 浮选时间过长
本节中的浮选时间是指矿浆在浮选槽内停留的时间,即矿浆在浮选槽内流过的时间。粗选和扫选使用XCF/KYF-50浮选机,精选使用XCF/KYF-20浮选机,浮选槽为单侧刮料,粗选槽体的纵深长度为4.2 m,粗选、精选、扫选浮选机总容积分别为250 m3、60 m3、150 m3,设计粗选、精选(三次)、扫选的浮选时间分别为6.0 min、16.0 min和3.5 min。在实际的浮选作业中,受槽体深度、充其量、矿浆量、矿浆浓度等因素的综合影响,粗选时间约10 min。 由图5可知,随着浮选时间的增长,磷的回收率也不断提高,但到了一定的时间以后,浮选时间再延长,磷回收率反而会下降,主要体现在精矿产率的显著降低。 经浮选气泡原理分析,是由于已经矿化的泡沫达到泡沫层后不能被及时刮出,造成气泡不断的兼并和溶解,使气泡变大且不稳定,减弱了气泡的承载力和稳定性[5],增加了矿粒掉落的几率,对矿化不利,可选矿粒最终从扫选排出,严重影响了磷的回收率。
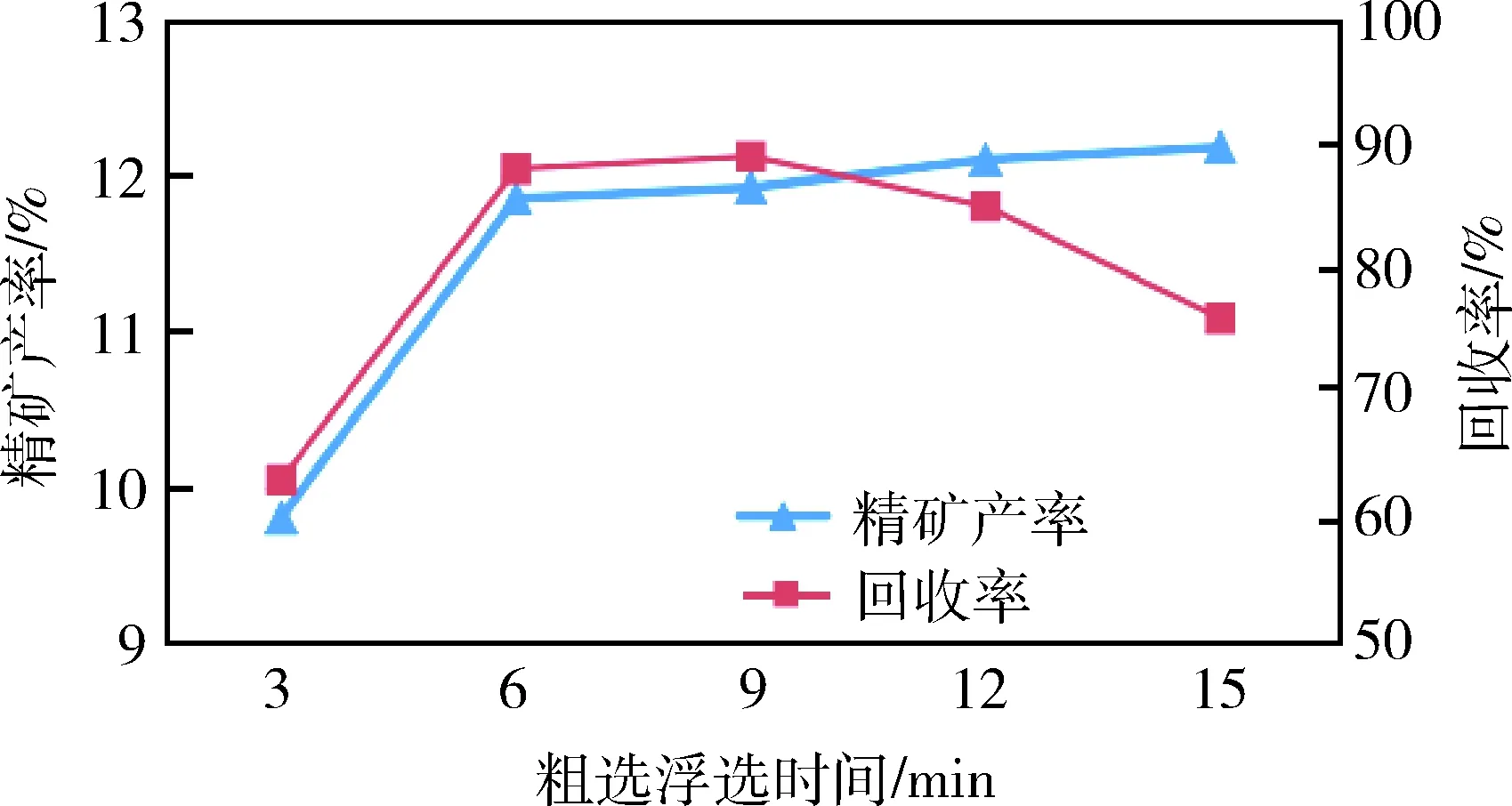
图5 粗选浮选时间对粗精矿磷产率和回收率的影响Fig.5 Effect of flotation time on phosphorus yield andrecovery of coarse concentrate
3.3 粗选容易“冒槽”
粗选消泡槽“冒槽”现象比较严重,粗精矿较难消泡,在消泡槽内淤积,只能采取减少粗选刮泡量的措施,故严重影响了磷精粉产量。分析原因主要有以下几个方面:①XCF型精选浮选机与KYF浮选机相比,吸浆能力不足,不能产生足够的负压将粗精矿顺利吸进浮选槽内;②粗精矿中细颗粒物料含量占比较大,产生了较多比重小、体积大的矿化泡沫,有研究表明[6],矿粒与气泡的接触几率及黏着几率随着矿物粒度的增大而明显降低;③虽然采用阶梯浮选,精矿管路的坡度为18%,但不足以使粗精矿顺利到达精矿槽内;④粗精矿在通往精-浮选槽的管路内,颗粒和气泡在湍流环境中的脱附力包括振荡力和离心力,故矿化泡沫产生了分层,受浮力的作用向上运动,在管路进口处与不断流入的粗精矿泡沫形成了强烈的紊流效应,影响粗精矿的流通。
3.4 水玻璃的作用效果
从理论上讲,水玻璃能够增加磷灰石表面疏水性,对磷矿浮选有“活化”的作用,同时在正浮选流程中能够抑制部分萤石、石英等杂质,因此浮选磷时常用水玻璃作为活化剂、抑制剂。但通过试验及长期应用表明[7],针对柏泉铁矿矿区的伴生磷灰石而言,水玻璃的效果并不明显,尤其是在冬季期间,矿浆平均温度为5 ℃,浮选磷接近于低温浮选条件,水玻璃在矿浆中的活化、分散、抑制等作用难以有效发挥,如图6所示,水玻璃不能降低杂质的泡沫夹带,且过量的水玻璃自身极易与较细颗粒形成“微絮”状态。通过成本测算,磷精矿质量提高带来的经济效益不足以弥补水玻璃的实际消耗成本。因此可以考虑适当降低水玻璃用量或取消水玻璃的使用。
4 改进应用
1) 根据浮选原理,可通过降低浮选机槽深和搅拌强度、增大浮选充气量、适当提高浮选浓度、改进药剂制度、改善磨矿条件等措施,提高粗粒矿物的回收效果。
柏泉铁矿在现有浮选工艺和设备前提下,采取了提高浮选浓度的措施,其小型浮选试验结果见表3。由表3可知,将粗选浮选矿浆浓度由35%逐步提高至45%,粗精矿产率、品位明显增加,但浓度超过45%后,粗精矿指标显著变差,是由于矿浆浓度过高时,含磷颗粒的矿化过程受限,与脉石、细泥矿物难以较好分散解离,已形成的矿化泡沫在上浮过程中受阻严重,故粗精矿品位和产量明显降低。在工业试验现场,浓度达45%时,浮选槽液面呈“稠粥”状,消耗大量药剂,但难以得到较好分选。故生产现场控制浮选浓度为38%~45%。

图6 水玻璃用量对粗精矿磷指标的影响Fig.6 Effect of sodium silicate dosage on phosphorusindex of coarse concentrate

表3 不同矿浆浓度对粗精矿磷指标的影响Table 3 Influence of different pulp concentration onphosphorus index of coarse concentrate
2) 从改善磨矿条件方面,考虑优化一段磨矿介质尺寸及补加球方法,利用经典的破碎力学原理和戴维斯等的理论推导出球半径理论公式[8],由单一球径(Φ120 mm)改为复合球径合理搭配方式(即Φ120 mm∶Φ100 mm=60%∶40%);改造后,入浮原矿中的平均粒度(-0.074 mm含量)提高了4.2%,且入浮原矿中,0.150~0.038 mm粒级占比提高了约8%,效果较显著。
3) 在工艺方面,提出了在选铁尾矿进入浮选流程前,增设预先筛分工艺和脱泥工艺,减小入浮原矿中细泥和较粗颗粒的含量,将入浮原矿粒级分布由“沙漏型”变成“梭子型”,有利于提高常温浮选效果。在上述措施实施后,柏泉铁矿入浮原矿和磷精粉粒级分布均出现明显变化,可选粒级含量明显增加,磷的回收率提高了8%(表4和表5)。

表4 实施应用前后入浮原矿粒级筛析结果Table 4 Results of particle size screening of floating raw orebefore and after application
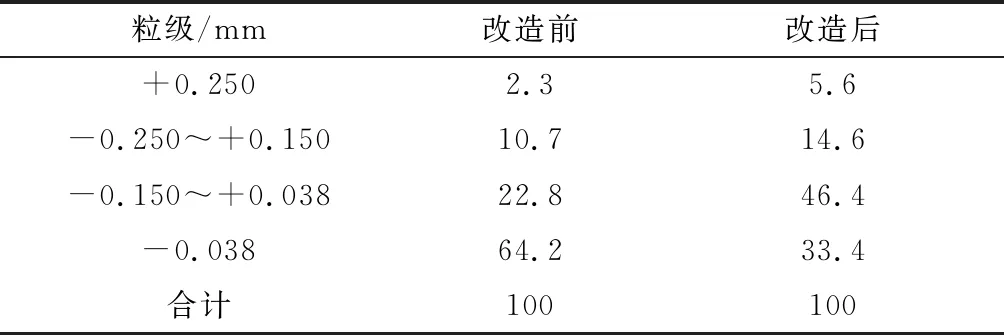
表5 实施应用前后磷精粉粒级筛析对比Table 5 Comparison of particle size analysis of phosphorusconcentrate before and after application
4) 通过调整粗选浮选槽矿浆液位,监测粗精矿产率、品位、浓度等指标的变化情况,见表6。由表6可知,随着粗选液位的增高,精矿浓度也不断增加(即产率有所升高),品位略有降低,但对最终精矿品位不会产生较大影响。
所以将粗选和精三作业保持较高液位,在液位自动控制PLC程序里,把液位参数控制在90附近,-0.150~+0.038 mm粒级的含量会分别增加5.1%和3.7%,具体数据见表7。
5) 为了改变浮选时间过长的现状,主要途径就是加快回收磷精矿的速度。在现场实践中,可以提高浮选机泡沫刮板的转速,具体试验数据见表8。由表8可知,提高刮板转速可以提高单位时间内的粗精矿浓度,但粗精矿磷品位并无明显变化。刮板转速提高能够间接的增加一定单位时间内的刮泡量,提高单位时间内的刮泡速度、增加浮选机槽体横向中心线后边泡沫层的前进速度。同时可以考虑增加刮板叶片数量,即由传统的双刮板改为“四刮板”,在前述效果的基础上,能够将矿化泡沫的刮出速度提高一倍。

表6 不同矿浆液位条件下的粗精矿磷指标Table 6 Index of roughing concentrate underdifferent slurry levels

表7 不同液位下粗选和精选精矿的筛析结果Table 7 Screening results of roughing and cleaningconcentrates at different liquid levels
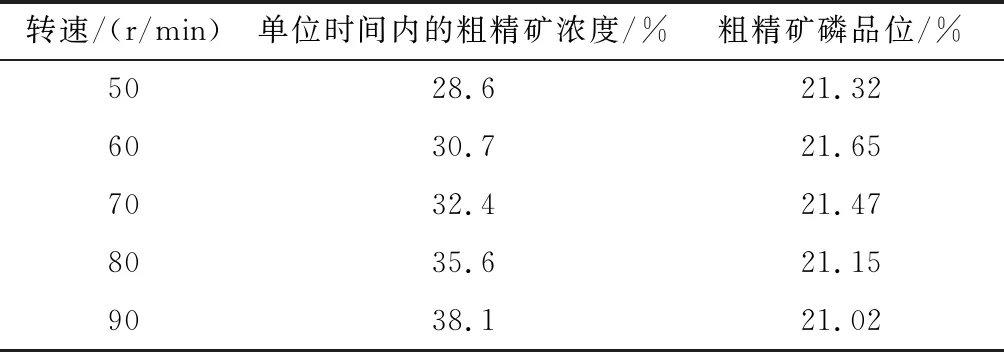
表8 不同浮选机刮板转速条件下粗精矿指标Table 8 Index of roughing concentrate under differentscraper speeds of flotation machine
5 结 论
1) 承德地区含磷铁矿石嵌布粒度细,粗颗粒的磷品位较高,具有很好的回收价值,因此,要充分考虑入浮前工序的指标控制,合理制定入浮原矿的粒级分布目标。
2) 粗颗粒比重大,在浮选过程中不易悬浮,与气泡碰撞的几率小,即便是附着于泡沫后,受自身重力的影响,极易从气泡上脱落。若浮选机槽体有效深度较大,无形中就增加了矿化泡沫上浮的距离和时间。可以适当减小槽体深度、提高矿浆液位、减小泡沫层厚度,以增加粗精矿产率和浓度,降低其平均粒径,提高粗选浮选效果。
3) 采用阶梯浮选的工艺布置,要合理计算粗选容积和精选容积的合理匹配。结合承德地区矿石分布特性,可适当增加浮选机的吸浆能力,缓解矿浆流速慢的弊端,减小泡沫的紊流效应,避免矿化泡沫堆积,增加动能。
4) 柏泉铁矿在常温浮选磷方面的技术研究,成为冀东地区含磷超贫钒钛磁铁矿山综合利用尾矿资源常温浮选磷的重要应用借鉴。
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
选煤技术(2022年1期)2022-04-19
陶瓷科学与艺术(2021年8期)2021-10-15
装备制造技术(2021年4期)2021-08-05
世界有色金属(2020年1期)2020-03-26
湿法冶金(2019年5期)2019-10-18
钻井液与完井液(2019年4期)2019-10-10
世界有色金属(2018年12期)2018-01-30
湖北科技学院学报(医学版)(2015年3期)2015-02-28
