高速大功率柴油机活塞销材料及加工工艺优化
2021-12-14 01:44盖希峰
内燃机与配件 2021年1期
盖希峰
摘要:高速大功率柴油机的活塞销主要是对活塞和连杆进行连接,对动力进行传递。其活塞销大多数的结构是以空心圆柱体全浮式结构为主,本文在活塞销材料对其疲劳性能等产生的影响,在此基础上研究提高活塞销质量的方法。
关键词:高速大功率;柴油机;活塞销;加工工艺
中图分类号:TK423 文献标识码:A 文章编号:1674-957X(2021)01-0077-02
0 引言
在柴油机工作狀态下,活塞销需要承受较高的温度,同时还需要承受较大的交变载荷和相应地冲击载荷,除此之外,活塞销还需要承受不同力,如弯曲、剪切力等。尤其是针对高速大功率的柴油机,其面临上述问题则更为严重。若是活塞销长期处于高温环境和应力作用下,会改变其体积状态,并在一定程度上促使其与连杆衬套相互配合的间隙发生一定改变,而导致活塞销的摩擦面出现严重磨损甚至要死的情况则是润滑条件变差引起的,这也是活塞销在使用过程中出现的主要形式之一。另外活塞销的主要失效形式则是疲劳断裂,发生这一情况则是由于较大的冲击震动以及活塞销在交变载荷下的材料和组织等出现问题等引发的。因此要想提升活塞销的使用效果,保证其质量需要在设计阶段对其原材料的质量严格进行控制,在不断优化加工容易的基础上提升活塞销的硬度和强度。
1 高速大功率活塞销材料和加工工艺分析
1.1 原材料对活塞销性能的影响分析
1.1.1 材料的成分与淬透性
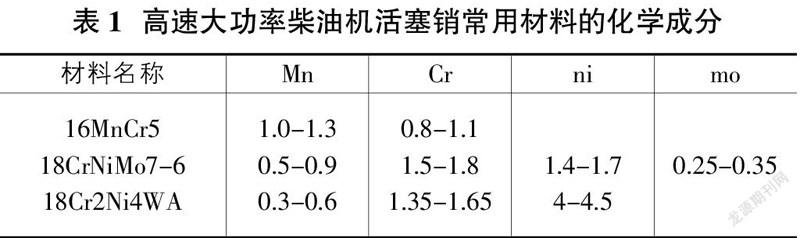
一般情况下,具有相同的淬火条件,材料表现的淬硬深度能够对材料整体的淬透性进行反映。以低碳合金钢为例,若是合金元素如铬、锰、镍和钼等的含量在提高之后,则会对材料的淬透性产生影响,并促使其淬透性提高,因此浪着之间成正比关系[1]。而若是材料的淬透性能够达到规定范围且材料的心部能够被完全淬硬时,通过淬火能够得到马氏体组织,并且是全部的低碳板条马氏体组织,在一定程度上能够提升材料整体的强度。表1主要表示的是高速大功率柴油机活塞销常用材料的化学成分。
对合理的淬透性低碳合金钢进行选择时,需要一活塞销的设计强度和规格为基础。就柴油机为单缸功率较高,通常需要选择具有较好淬透性的合金钢,并且其中应含有镍,如18CrNiMo7-6,若是大功率的高速柴油机相对较为轻型,不仅要求其活塞销具有更小的质量,相较于其他类型的大功率高速柴油机的活塞销的心部强度更高,达到减少往复惯性力的作用。因此为了满足这一情况则需要重视选择淬透性更好的材料,如半马式体钢[2]。除此之外,对活塞销材料中的合金元素以及淬透性进行分析,两者处于不断提高的同时,经过淬火后,会影响渗碳渗层组织中残留的奥氏体含量,并且使之得到提升,而在这一情况会降低活塞销体积在运行过程中的稳定性。因此为了提升深层组织的稳定性还要对不同材料进行分析,并结合不同材料的特点选择合理的工艺方法,以此减少在工作中活塞销体积发生增大的情况。
1.1.2 材料纯净度
所谓材料纯净度实际上是指钢中非金属夹杂的类型以及数量等。其中非金属夹杂主要是指钢中产生的二次氧化产物,并且这一产物多是从脱氧产物和浇注过程中产出的。非金属夹杂的类型较为多样,主要是按照形态和分布对其进行分类的,如具有高延展性特点的硫化物、氧化物(如硅酸盐)或者是以链状颗粒进行分布的氧化物(如氧化铝),同时具有无变形的特点,另外还包括球状氧化物,这一氧化物需要是不变形且分布没有规则性。一般来说,具有较小变形性的塑性以及不变形的氧化物和球状夹杂物与金属基体之间的间隔更容易产生,加上交变应力的影响以及发挥的作用,相对来说,在间隔位置产生的应力更为集中,甚至在一定程度上会导致夹杂物处发生微裂纹,若是没有及时处理,同时继续受到交变应力的作用,微裂纹仍会发生扩展,导致零件发生断裂,出现失效等不良情况。因此可以看出,材料的接触疲劳的强度与高延展性的硫化物之间的关系和影响并不强烈,但氧化物夹杂则会产生较大的影响。而提升活塞销的疲劳寿命其关键一点则是保证其具有较高的可靠性。实现这一要求则需要对非金属夹杂物进行控制,更为重要的问题则是氧化物的含量。
1.1.3 原材料带状组织
带状组织的显微组织不同主要表现在相邻带这一方面,并且其性能存在不同差别。通过外力作用的影响,会促使较低性能的带暴露,在产生应力集中的同时会使得材料的力学性能进行降低。根据相关研究表明,若是带状组织存在材料中,并且产生成分微区偏聚情况,而奥氏体中合金元素的含量会受到渗碳加热工序的影响的导致不均匀的情况,从而引发其晶粒长大,且出现不统一的倾向,尤其是贫化区的晶粒更容易长大,而富化区相对来说晶粒会受到未溶碳化物等的影响促使其长大被抑制,但在这一情况下容易导致晶粒发生较大的大小差距并形成混晶组织[3]。相对来说,材料在带状组织的影响下进行渗碳淬火之后的强度和韧性会发生明显的降低情况,因此对提升原材料的质量重要一点则是对带状组织严格控制。
1.2 渗碳淬火组织对活塞销性能的影响分析
就实际情况而言,低碳合金钢在进行渗碳淬火工序后,其渗层组织存在较多类型的物质元素,如细针状的马氏体以及颗粒状的碳化物和少量的奥氏体残留。通常材料中的合金元素含量与材料的淬透性和活塞销强度之间存在正比关系,即淬透性和活塞销的强度会根据合金元素含量的增加而提高,并且溶入与奥氏体中的镍、钼等元素含量随之也会明显增加,进而会提升奥氏体的稳定性,但实际上渗层组织在经过加热淬火后的奥氏体残留会增加。由于气氛碳势以及渗碳温度较高时会增加奥氏体的炭量,同样会引奥氏体量的增加。相对来说,若是表面粒状碳化物增多时有利于提升活塞销的表面耐磨效果以及提升其接触疲劳的强度,但若是过多时则可能导致应力较为集中,并在一定程度上会降低冲击韧性和疲劳强度。因此要想提升活塞销的承载能力以及接触疲劳的强度等,需要充分注重渗层组织的物质元素。
1.3 加工精度以及表面的粗糙程度对活塞销性能的影响分析
活塞销与连杆衬套之间的配合间隙容易受到活塞销的圆度、圆柱度等多方面因素的影响,若是间隙过大,会导致油膜发生破坏,引发活塞销出现较大的磨损或者是使磨损加剧等。而若是间隙较小,则会使得活塞销的摩擦面发生咬死的情况。另外表面粗糙度虽然不会影响材料的轻度,但对活塞销的疲劳轻度会产生较为明显的影响,尤其是材料的强度在提升后,粗糙度对疲劳强度的影响则更大。
2 原材料技术要求与加工工艺优化研究
2.1 在设计阶段注重提升原材料质量
2.1.1 以电渣重融冶炼不断提升材料纯净度和紧密性
通常低碳合金钢在电炉熔炼过程中具有较大的脱氧难度,主要是因为其含碳量相对较低,针对这一问题有必要在应用电炉的基础上加用电渣重融的冶炼方法达到提升材料纯净度的目标,同时以减轻偏析对材料的紧密度和均匀性进行合理优化。在进行电渣重融这一工序,非金属夹杂的能力会得到明显的提高,而渣层则是能够对存在于钢中的杂质以分配定律重新分配,产生渣洗作用,并促使钢中的杂质浓度降低。为了有效改善非金属夹杂的分布特性,还需要积极做好脱氧脱硫工作,与此同时进行定向凝固[4]。另外在结晶器和水冷板发挥强冷的作用下,能够促使材料晶粒在电渣重融之后更加细小均匀,对减轻宏观和微观偏析等极为有利,并在一定程度上能够提升低碳合金钢的纯净度要求。
2.1.2 使锻造比提高,对带状组织进行减轻并细化晶粒
结合实际情况来看,溶质元素在经过高温大变形量的热轧时会发展偏聚带被拉长,并形成带状,从而使得聚集区以及贫化区的溶质间距不断减小,进而有利于实现奥氏体区域成分更加均匀化,尤其是在这一作用下能够减小两者之间的浓度差,从而降低带状组织出现的频率。另一方面通过轧制工序能够对组织的致密度不断提升,并对晶粒进行细化。但若是在轧制过程中应用较高的锻造比,一般以不小于6为准,同时对轧制过程中的温度以及完成后的冷却速度结合实际情况进行控制。在一定程度上能够提升材料的力学性能,对带状组织不仅能够最大程度进行消除,同时能够满足对晶粒的细化要求。
2.2 对渗碳淬火工艺进行优化
2.2.1 对渗碳后的工序重新展开和增加
对渗碳后的工序重新和增加展开主要集中在两方面,分别为加热淬火和高温回火。对加热淬火工序重新展开能够对渗碳后的晶粒进行细化。若是材料中的高合金元素含量较高,在渗碳后可对高温回火工序进行增加,但需要注意的是,高温回火工序的温度应处于650℃左右。另外针对材料中含有较多高合金元素还需要结合实际情况多次高温回火工序,保证渗层中残留的奥氏体有效分解并发生相应地转变。
2.2.2 确定合理的渗碳淬火工艺参数
确定合理的渗碳淬火工艺参数一般可从三方面着手。首先对渗碳的温度和气氛碳势进行确定。主要是因为该奥氏体量在淬火后的残留会明显增加,甚至形成相应地碳化物等多与过高的渗碳温度和气氛碳势有关。但对渗碳温度和气氛碳势进行选择和控制时需要结合实际的材料以及材料的特点等展开,并在此基础上将渗层含碳量合理控制,使活塞销在完工后的含碳量能够满足实际要求和标准。其次则是对淬火液的冷却能力合理控制。对这一工序内容展开控制的主要原因是淬火液温度与残留奥氏体的含量存在对应关系,一般温度越高或者是淬火液存在较差的循环流动能力时会导致奥氏体不能有效转变为马氏体,从而增加了残留含量,因此这就要求不断提升淬火液的冷却能力。最后对淬火温度进行降低。降低淬火温度的作用是将奥氏体中含有的合金元素的融入量有效减少,同时使得渗层中的残留奥氏体含量能够在较低的淬火温度下降低。
2.3 合理提高加工精度
由于加工精度在一定程度上会影响活塞性的性能,因此在对加工工艺进行优化时还需要注重能够对加工精度的优化并合理提升。一般情况下对活塞销的精加工在保证圆度、圆柱度等形位公差的基础上还需要保证粗糙度值较低。而对于高度大功率活塞销粗糙值的确定时其外面表面应以不超过0.08μm,在此基础上确定内外圆的表面不存在缺陷或是其他问题等,从而提升活塞销的可靠性。
3 总结
总而言之,大功率高速柴油機的活塞销工作过程中发挥的性能容易受到多种因素的影响,如原材料质量、加工工艺等。因此要想保证柴油机活塞销性能的充分发挥,需要在设计阶段注重提升活塞销原材料的质量,在加工过程中结合不同材料的特点选择合理的加工工艺,并对工艺不断完善和优化,促使活塞销实现表面具有较强的硬度,而心部具有较好的强度,在提升其疲劳强度的基础上保证体积的稳定性。
参考文献:
[1]侯林冲,彭银江,周灵展,张广明,徐英,高明灯.高功率密度柴油机铝活塞材料与铸造技术[J].车用发动机,2013:95-98.
[2]杨恒远,李永刚,刘继波,于建忠,耿建华.大功率柴油机球铁机体工艺优化[J].中国铸造装备与技术,2016:42-44.
[3]张松.一种新型节能减排柴油机活塞的设计[D].湖南科技大学,2017.
[4]盖少磊.大功率柴油机活塞设计与评价[D].山东大学,2018.
猜你喜欢
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
企业导报(2016年10期)2016-06-04
中国水运(2015年11期)2015-12-08
农机使用与维修(2014年6期)2014-09-23
中国水运(2014年7期)2014-08-11
航海(2009年1期)2009-02-23