
啤酒行业水锤的检测与消除
2021-12-14 08:09庞卫珍,吴卫群,吴铁键等
酒·饮料技术装备 2021年6期

随着啤酒工业自动化程度越来越高,泵和自动阀门应用越来越多,相应地水锤现象也增多。严重的水锤有很大的破坏性,可导致管道破裂、阀板变形、换热器泄露、泵叶轮损坏、仪表变形、设备撕裂等等,交钥匙项目调试的重要任务之一就是消除其发生。乐惠国际与百威集团多次进行糖化系统和发酵系统的项目合作,双方群策群力,找到了不少应对水锤的方法。
一、排查方法
水锤发生的时间很短且极难捕捉,常用的检查方式有两种。
根据工艺步骤全面排查。将生产步骤和CIP 步骤制成检查清单,每次生产和CIP 时安排人员到正在运行的设备和管路附近监听,并人工记录水锤发生的时间,然后再将水锤发生的时间反馈给自动化工程师,由自动化工程师对照工艺执行记录查找分析该时间点设备运行具体工况,再判断可能导致水锤的原因。
根据设备状态查找。根据现场设备的情况判断,通过排查管卡松动脱落的情况,分析阀门密封圈和阀板损坏泄露的数据等方法判断水锤发生的地点,再由自动化工程师查看相应程序和工艺步骤。
使用噪声和振动传感器来捕捉。以上两种方法工作量大,时效性差,而利用噪声传感器和振动传感结合的方式来检测,高效且节约时间,24 小时不间断监测避免了人为因素影响。这种方法应用大致分为三步。
定位水锤发生时间。安装噪声传感器,并接入PLC,数据接入上位机操作系统中。创建噪声模拟量曲线,在操作系统中增加模拟量曲线。噪声曲线的分析,曲线制作后每周定期查看,对于噪声值高的点进行分析,噪声设置上限报警,输出报警信号。根据噪声的报警时间以及传感器的安装位置,可以判断出水锤发生的时间,工程师进入程序后台可以查看在这个时间点上噪声传感器附近的哪些管路和阀门发生过状态的改变,也可以判断出水锤可能发生在哪些管道阀门上,再在这些可能的管道阀门上安装振动传感器。

图. 1
定位水锤发生位置。安装振动传感器,并将噪声传感器接入现场PLC,数据接入上位机操作系统中。创建振动模拟量曲线,在操作系统中增加模拟量曲线。振动曲线的分析,对振动值高的点进行分析,振动值设置上限报警。
输出水锤报警信息。在系统中制作与工艺生产步骤关联的报警信息,振动监测超上限时输出报警信息。此水锤检测的新方法就是利用噪声和振动传感器基于原有控制系统,捕捉出导致水锤产生的工艺步骤。噪声传感器捕捉到水锤发生时间,振动传感器测量该时间点有动作切换的管道振动,识别水锤具体发生的管道、阀门和工艺步骤,这样自动化工程师就能准确判断导致水锤的原因,及时调整工艺或硬件控制来消除水锤的影响。
二、检测传感器的选择和安装
传感器的选择。建议至少配置一套噪声传感器和四套振动传感器。噪声传感器的规格选择输出4-20 毫安,便于接入PLC 中,检测范围20-130 分贝。振动传感选用了IFM 的VTV121,量程0-50,或者VTV122,量程0-25。带有磁力底座的振动传感器,便于安装和移动。如图1。
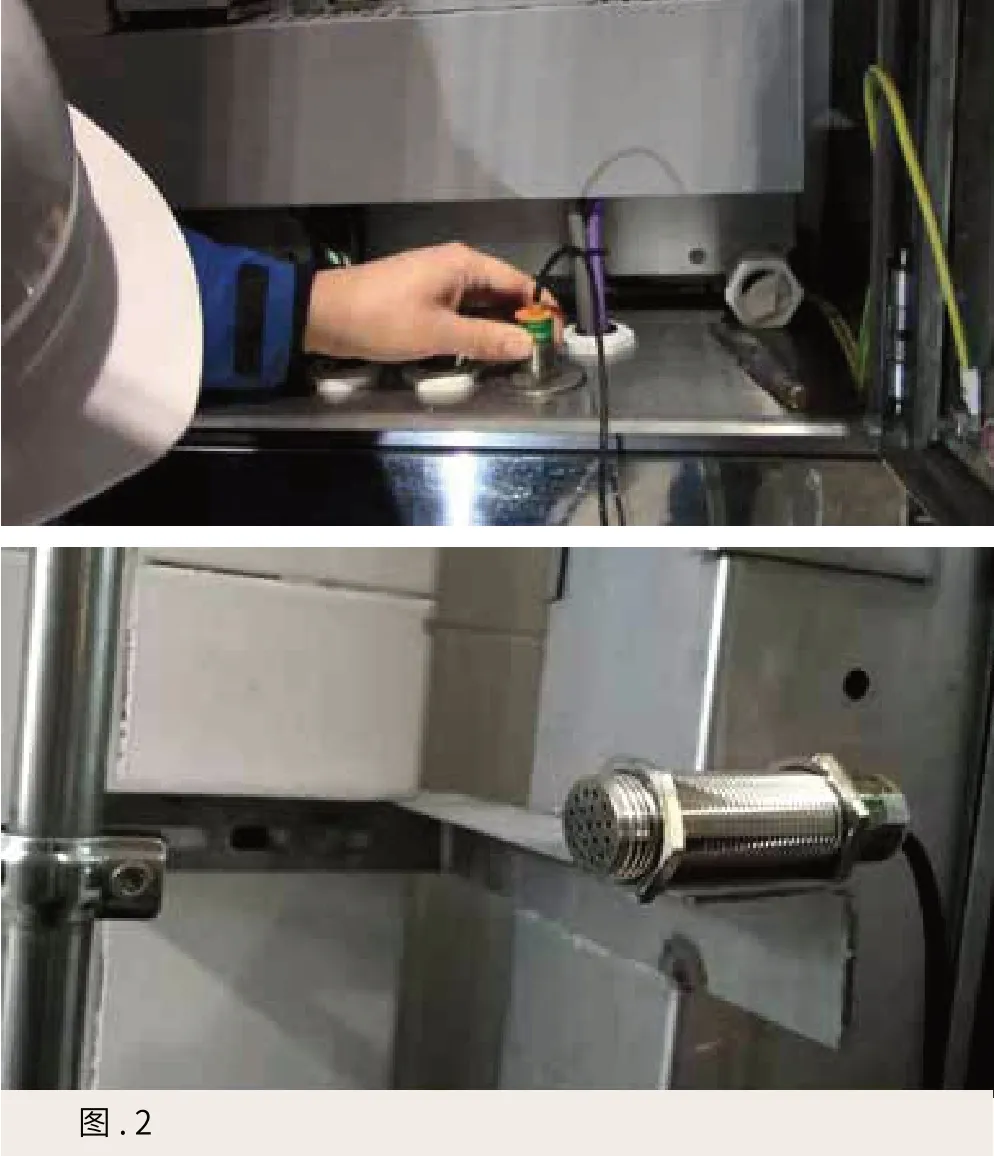
图. 2
噪声传感器安装。安装到需要检测区域的中间位置,建议安装到配电柜下方备用穿线孔,传感器前端避免覆盖和遮挡影响噪声采集效果,如图2。
振动传感器安装。根据噪声传感器检测到的噪声值高点时间,程序中自动关联在该时间点运行的设备管路有哪些,根据程序提示的管路清单将振动传感器安装到相应位置并进行命名或编号,根据管路流向将振动传感器安装的需要检测的阀门前端,可同时安装多个振动传感器进行多路检测。如图3。

图. 3
三、消除方法
1.恒压供水导致的水锤
生产中存在如酿造水、热水、脱氧水、冷冻站供冷媒等等大量的恒压管路,恒压供水时,因为管网用水点多且输送距离长短不一,在泵出口虽然有变频恒压供水,但在各用水点阀门开启时往往极易产生水锤,如何解决恒压供水的水锤?经理论结合实际有如下有效的解决方法。
气动阀门使用双向气管节流阀,使气动阀门的开启和关闭时间可控,避免快速开启或关闭阀门时产生水锤。控制阀门的开启和关闭速度(DN100 阀控制8-10S),防止阀门开启或者关闭太快导致的水锤或者大的管道振动;或者背靠背安装串联两个单向节流阀实现双向可调节流功能,注意不单独使用单向节流阀。见图4.

图. 4
优化恒压供水泵的控制逻辑。
固定开度和PID 调节相结合的智能控制方法:当某个大流量使用点要关闭时,如果此时突然关闭此控制点,由于惯性和泵出口压力反馈有滞后性,很易在总管路内憋压并产生水锤,此时最好的方法是根据此使用点对应的固定泵开度(如20%),泵开度先行减少此开度,再 关此闭此控制点阀门,最后泵PID 微调节出口压力在设定的压力上进行恒压供水,这种方法可以最大化减少水锤的发生。
当无用水时(出水流量小于50hl/h),恒压供水管路压力下降到1bar;有用水时(出水流量大于100hl/h),恢复原设定供水压力;恒压供水设定压力需要根据管道工况计算,参考控制在4.5bar 以下,不宜过高;有条件的情况下管道内介质流速建议不超过1.5m/s,流速超过1.5m/s 时水锤发生的频率会增加。
如果阀门后的用水点20 米,需要调整延长节流时间,根据现场情况调节,逐渐增加节流时间直至水锤现象消除。若阀门后用水管路超过50 米,使用双向节流阀无法解决水锤现象,需要将气动执行器更换为带比例调节功能的气动执行器。如图5。
如上图蝶阀使用阀门控制器,阶段控制阀门开度,缓慢开启和关闭阀门,建议阀门开过程:阀门20%开度保持50S(根据管路长度调整),阀门30%开度保持5S,阀门50%保持5S,100%;阀门关过程:阀门50%保持5s,阀门35%保持5s,阀门20%保持5s,阀门10%保持5s,阀门关闭。
适用的案例位置:CIP站使用热水/酿造水进行水洗时。
2.CIP 站供应和步骤切换时产生的水锤

图. 5
CIP 站路径需要切换,严禁直接程序切换,需要等待上个程序结束后再重新检查新的CIP 路径的再次启动;若CIP 介质需要切换,也要执行先停泵后再切换介质阀门程序。
CIP 站压力和流量需要连锁检查,避免阀门或管路堵塞,导致水锤产生并且清洗不干净或者超压,如常规罐体清洗是控制出口压力,但如果洗球脱落,这时压力往往无法达到设定值,泵会开至最大运行,但如果此时连锁流量控制,就能发现此时有异常,流量超限会报警,压力与流量不匹配,提供操作工去检查处理。
对于旧生产线,由于无接近开关无法对每个阀门路径确认,建议在CIP 站供出管路安装安全阀,即使产生水锤也可以及时泄压,以至不会对设备产生损坏。
3.大流量泵尽量采用变频控制,并且泵开启/关闭全部采用爬坡形式控制,避免流量、压力大幅度跳动,造成水锤或流量波动。
4.管路安装的正确方法
管廊上管路采用滑动式的管托,并设置滑动点和固定点,避免水锤造成管路偏移、变形;
长距离输送管路每50-100m 间设置U 型膨胀弯,满足温度、应力距离补偿。
大阀阵间设置卫生型膨胀节,满足拉力应力补偿,并具备防漏检测功能。
双座阀安装时尽可能满足以下条件:阀门开启方向与酒体流向保持一致,有利于阀门开启;阀门关闭方向与酒体流向保持相反,利于阀门缓慢关闭,避免水锤产生。
蒸汽总管一定距离安装管路疏水点,蒸汽端进设备前安装集水井,从总管取蒸汽需从总管顶部取,忌从底部取等等。
5.阀门开关慢导致的水锤
对于较大阀门气缸,气缸有时无法及时排气,导致阀门无法及时开关到位而导致水锤,如:糖化麦汁/醪液管道阀门气缸开关缓慢,导致水锤产生,产生阀板变形、阀体裂痕。
解决方法:阀门气缸的控制气管靠近气缸处增加快速排气阀,让阀门气缸能够快速排气,阀门开关顺畅。

6.手动阀门开关时导致的水锤
部分系统水锤来自操作工开关手动阀门太快,需要培训员工操作手动阀门时缓慢开关(控制在6S-8S 左右)。
以上只列举了部分水锤的消除方法,实践中还发现了大量设计、安装、调试、维护的细节经验,不再赘述。
水锤的发生随着压力、温度、流速、介质、设备等各种因素的影响不断的变化,酿造工艺的改变往往带来新的水锤发生,所以消除水锤的工作是一项长期的活动,需要酿造团队、维护团队、设备供应商不断的检查发现,并分析消除,避免潜在的设备故障,提升整体酿造设备的可靠性和效率,最终提升产品质量,保证啤酒质量的一致性。
猜你喜欢
湖南水利水电(2021年6期)2022-01-18
节能技术(2021年5期)2021-11-22
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
电站辅机(2021年4期)2021-03-29
发电技术(2020年3期)2020-06-29
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
西安工程大学学报(2016年6期)2017-01-15
通信电源技术(2016年5期)2016-03-22
