塑料粒子生产中的废气处理技术研究
2021-12-14 01:27:22方学敏浙江舟环环境工程设计有限公司
节能与环保 2021年11期
文_方学敏 浙江舟环环境工程设计有限公司
沈家门塑顺塑料粒子加工厂位于浙江省舟山市普陀区,现有生产车间263.7m2,年生产 PE 塑料粒子50t。在塑料粒子的生产过程中,会生成大量的有害气体,如不对其进行科学处理,直接排入大气中,不仅会对人体健康带来损害,还可能在光照条件下产生光学烟雾,造成严重的环境污染问题。
本文通过对塑顺塑料厂生产废气成分的测定,结合地方环保部门颁发的废气治理指南要求,拟采取喷淋净化+活性炭吸附+燃烧组合工艺对废气进行优化处理,以达到资源化利用之目的标,从而提升本企业的环保效益。
1 厂区废气成分分析
在厂区内对外溢气体进行收集,并送往检测机构进行成分、浓度检测,检测结果见表1。

表1 废气成分分析表 单位:mg/m3
通过检测结果分析发现,塑料厂生产废气中主要成分有粉尘、二氧化硫、非甲烷总烃及氮氧化物;浓度检测结果显示各类成分浓度均超过工业尾气排放指标。此外,尾气中还含有少许硫化氢、硫醇、硫醚、氮化物及其他高浓度臭气,使得厂区及周围空气质量受到严重污染。
2 废气处理工艺
为满足地方工业生产废气的治理要求,结合现场生产条件及废气成分检测结果,设计采用喷淋净化+活性炭吸附+资源化利用处理工艺,工艺流程见图1。

图1 废气处理工艺流程图
2.1 废气收集
在废气处理过程中,最大技术难点就是废气的收集。不同于固体废料污染物的是,废气具备扩散特性,一旦外泄,可弥漫于整个厂区中,为此,为实现废气的完全收集,系统装置进出口处均安装上罩式集气罩;对于少许散遗气体的收集,则采用在喷淋冷却部位加装整体密闭罩方式完成;对于可能存在气体外溢部位采用侧吸集气罩进行收集。收集后的气体由集气管道吸入废气处理系统。
2.2 喷淋工艺
2.2.1 清水喷淋工艺
清水喷淋工艺是废气收集后的第一道处理工艺,即利用清水喷淋废气,是喷淋塔内废气中的粉尘及水溶性气体得到有效去除,并在相关工艺沉淀后,使粉尘后续处理效果达到最佳状态,处理结果如表2所示。

表2 清水喷淋后废气成分分析表 单位:mg/m3
由表2分析可知,在经清水喷淋工艺处理后的两组送检样品中粉尘处理效果均达到理想状态,粉尘有效去除率达到了95%以上,尾气中粉尘含量满足完全满足《塑胶生产污染物排放标准》(GB31570-2015)。此外,经该处理工艺处理后,原废气中二氧化硫等污染物质也得到了一定程度的去除,为进一步净化处理奠定了良好基础。
2.2.2 碱水喷淋工艺
碱水喷淋工艺是废气经清水喷淋处理后的深层净化处理工艺。处理时,尾气会进入碱液喷淋塔,此时废气会与碱液充分接触。因酸、碱会发生中和反应,所以,在经碱性液体洗涤后,废气中酸性物质便得到较好的去除。
因废气中Na2CO3与NaOH浓度不同,故呈现出的废气中酸性物质吸收效果也不同,处理结果如表3所示。
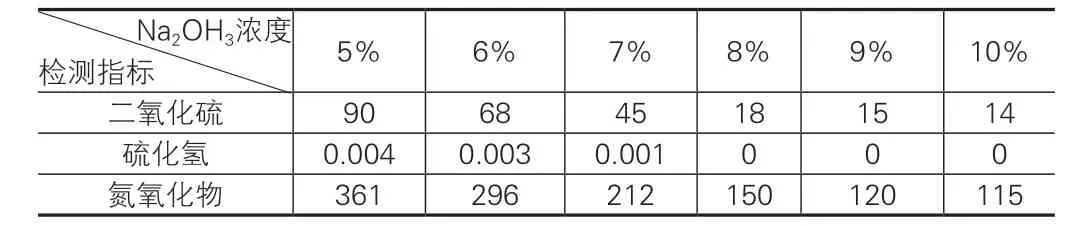
表3 Na2OH3喷淋后废气成分分析表 单位:mg/m3
由表3可知,在废气中氧化物、硫化物及氮氧化物处理方面,Na2CO3溶液处理效果最好。当Na2CO3溶液浓度达到8%以上时,处理效果最佳。处理后的尾气中氧化物、硫化物及氮氧化物浓度指标满足《工业污染物排放标准》(GB31570-2015),但随着Na2CO3浓度的不断提升,去除效果差异不存在较大差异。因此,应用实践中。一般选择8%Na2CO3溶液。
由表4可知,在酸性气体处理方面,NaOH溶液处理效果最好。实践表明,当NaOH浓度超过2.5%以上时,尾气中酸性气体含量最低,基本满足《工业污染物排放标准》(GB31570-2015),而随着NaOH浓度的,处理效果差异不明显。对比表3、表4可知,NaOH和Na2CO3均对废气中酸性气体有较好的吸附效果,但在同等浓度下,NaOH要比Na2CO3处理效果更好。因此,实践应用中,一般选择2.5%NaOH吸收酸性气体。
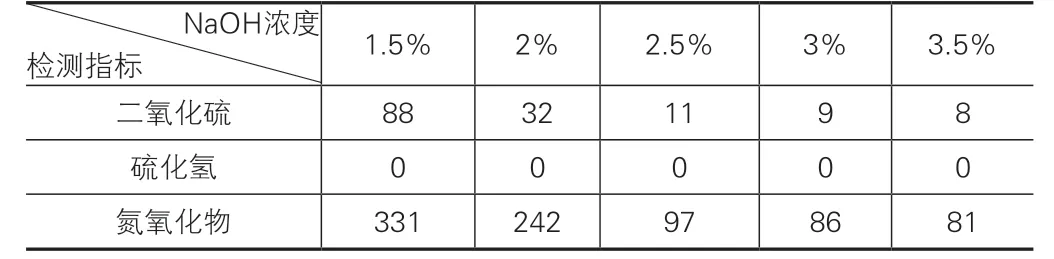
表4 NaOH喷淋后废气成分分析表 单位:mg/m3
2.3 活性炭吸附工艺
活性炭吸附工艺是整个系统最重要的处理工序。经清水喷淋和碱水喷淋处理后,废气中粉尘、二氧化硫、硫化氢及氮氧化物基本处理干净,满足工业排放标准。但此时废气中恶臭气体依然未被高效处理,浓度较高,如果直接排放,便会对周边环境产生严重污染。为使废气中恶臭气体得到较好的净化处理,研究采用活性炭进行吸附处理。经活性炭吸附处理后,废气中硫醚、氮氧化物等恶臭气体便得到了高效去除,检测结果显示臭气浓度降低至30%以下,完全满足废气净化处理要求。
2.4 废气燃烧
塑料粒子生产中所产生的废气,其中含少许非甲烷总烃,虽通过氧化工艺可去除,但成本相对较高。经研究决定,将经清水喷淋-碱水喷淋-活性炭吸附组合工艺处置后的气体进行燃烧利用,应用流程见图2。
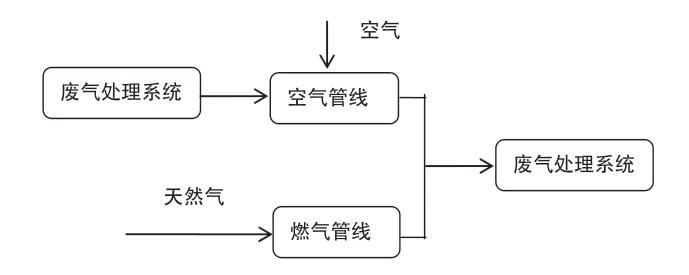
图2 处理后气体资源化利用流程图
经对燃烧后的尾气成分检测,发现其非甲烷总烃含量仅为1.44mg/m3,说明该工艺优势明显,具备较好的应用前景。此外,将燃烧处理后的废气进行进一步热馏炉燃烧,可实现对废气中未处理完全的各种恶臭气体及其他可燃气体的深度处理。经此工序后,尾气便可通过烟囱外排。
3 废气处理结果
通过喷淋净化+活性炭吸附+燃烧利用组合工艺的程序化应用,处理后的尾气中氧化物、硫化物、氮氧化物、酸性气体及恶臭气体均得到了有效净化,各类有害气体浓度指标均达到最低,完全满足《塑胶生产工业污染物排放标准》(GB31570-2015),从而验证了该组合处理工艺的适用性。检测结果显示,经系统处理后,废气中恶臭污染物厂界值由原来的200mg/m3降低至20mg/m3以下,满足《恶臭污染物排放标准》(GB14554-1993)厂界标准值二级,使厂区周边空气质量得到大幅改善。
4 结语
通过试验研究及现场应用实践,喷淋净化+活性炭吸附+燃烧利用组合处理工艺在处理塑胶生产废气中具有较高应用价值。净化处理后,不仅是废气中各类有害气体浓度指标满足《工业污染物排放标准》(GB31570-2015),恶臭气体指标也符合《恶臭污染物排放标准》,完全符合工业生态化发展要求,可推广应用于工业废气净化处理之中。
猜你喜欢
节能与环保(2022年3期)2022-04-26 14:32:40
建材发展导向(2021年14期)2021-08-23 00:57:46
纺织科学研究(2021年6期)2021-07-15 08:41:40
甘肃科技(2020年20期)2020-04-13 00:30:04
石油化工建设(2019年6期)2020-01-16 08:03:48
消费导刊(2018年10期)2018-08-20 02:56:30
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
铜业工程(2015年4期)2015-12-29 02:48:41
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:28