
热模锻压力机封高调节和解闷车复合机构
2021-12-10 12:09:10金朝晖徐高来吴雅俊安徽安簧机械股份有限公司
锻造与冲压 2021年23期
文/金朝晖,徐高来,吴雅俊·安徽安簧机械股份有限公司
在分析热模锻压力机封高调节和解闷车复合机构的同时阐述本复合机构的优点。封高调节和解闷车复合机构的关键技术为:采用一体式设计,以PLC控制的液压系统为核心,配合热模锻压力机的运行系统,使该复合机构能够自动完成封高调节和解闷车。通过热模锻压力机面板提示进行操作,简单实用。同时大大减少了制造成本和操作人员的劳动强度,使用效率高,可以给锻造企业减少经济损失,提高生产效率。
技术背景
热模锻压力机是一种金属毛坯热成形的专用锻压设备,目前广泛应用于汽车工业、农业机械、工程机械、轴承齿轮工业等等。目前热模锻压力机上应用的封高调节和解闷车的结构有很多。现有的热模锻压力机的封高调节和解闷车的装置基本是独立的,设计的结构复杂,制造成本高,不易人工操作,并且容易造成解闷车失败,闷车不能解除的情况下只能采用气割模具的方式解脱闷车,给各锻造企业造成了重大的经济损失。
国内很多热模锻压力机厂家采用楔形工作台进行封高调节和解闷车,工作台易锈蚀,不易操作,在出现闷车时,需要利用强有力的调节装置,移动调节楔块,使工作台板下降,解闷车。国外的话,俄罗斯TMP热模锻压力机采用专用的液压螺母锁紧机身,在压力机闷车后,通过液压螺母使机身卸载,从而消除闷车。该机构操作复杂,耗时过长,设备还需要配有专用的液压泵,封高调节是独立的蜗轮蜗杆机构;德国奥姆科热模锻压力机采用蜗轮蜗杆调整滑块高度,采用多级驱动,涡轮蜗杆易磨损,且结构复杂,不利于维修保养;在以上的方式均不能解脱闷车的情况下,只能切割模具。
封高调节和解闷车复合机构简介
封高调节和解闷车复合机构的主体结构包括(图1):压力机主轴,连杆大头与主轴转动相连,连杆小头与偏心销轴偏心部分转动相连,偏心销轴非偏心部分与滑块转动连接,偏心销轴一端安装有偏心销轴驱动机构(图2),另一端安装有锁紧机构(图3)。

图1 封高调节和解闷车复合机构示意图
偏心销轴驱动机构(图2):活塞缸无/有杆腔充油,活塞杆推动驱动杆使偏心销轴转动,从而使滑块上下移动(顺时针转动滑块下降,逆时针转动滑块上升),逆时针转动使滑块上升到最高点,后接入高压油路配合热模锻压力机的运行系统释放滑块解闷车。

图2 偏心销轴驱动机构示意图
锁紧机构(图3):内设有活塞缸和活塞杆,锁紧机构无杆腔充油,锁紧机构打开,锁紧机构有杆腔充油,锁紧机构关闭。

图3 锁紧机构示意图
液压原理(图4):通过PLC 对液压阀Ⅰ、Ⅱ、Ⅲ、Ⅳ进行控制,进而控制锁紧机构和驱动机构。
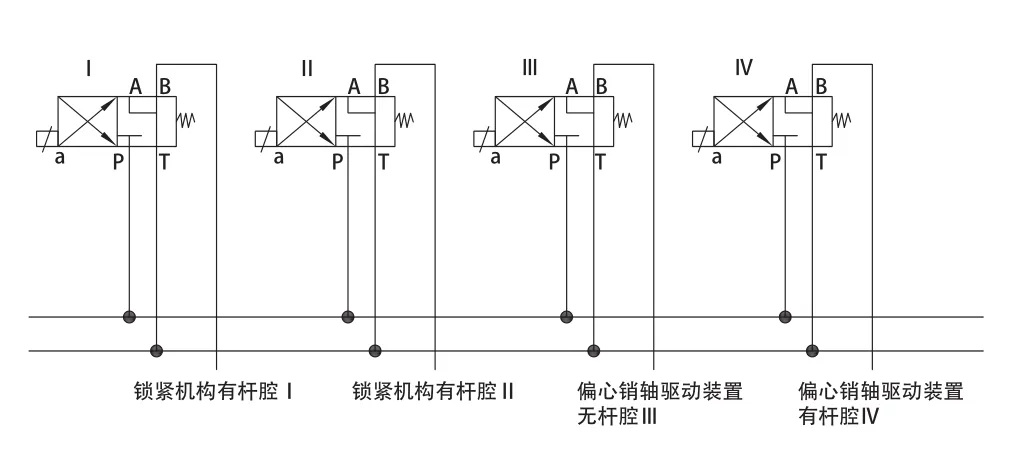
图4 液压原理示意图
该机构采用一体式设计,以PLC控制的液压系统为核心,配合热模锻压力机的运行系统,使该复合装置能够自动完成封高调节和解闷车。通过热模锻压力机面板提示进行操作,设有封高增大、封高减小、解闷车按钮。
封高调整过程介绍
封高增大
(1)热模锻压力机滑块工作方式打到调整;
(2)启动液压站电机并确认启动成功,调整就绪灯亮(制动器阀、离合器阀失电、脚踏开关等屏蔽);
(3)按下压力机面板封高增大按扭并手动保持;
(4)Ⅰ得电,锁紧机构无杆腔13充油,开始打开锁紧机构;
(5)延时T1= 8s(暂定),锁紧机构打开完成;
(6)Ⅲ得电,偏心销轴驱动装置无杆腔11开始充油,活塞杆8推动驱动杆6使偏心销轴3逆时针转动,封高开始增大;
(7)松开封高增大按扭或到了封高上限,Ⅱ得电、Ⅲ失电,封高增大结束,锁紧机构有杆腔14充油,锁紧机构4开始锁紧;
(8)延时T2=8s(暂定),锁紧机构4锁紧完成。
(9)Ⅰ、Ⅱ、Ⅲ失电,封高增大调整结束。
封高减小
(1)热模锻压力机滑块工作方式打到调整;
(2)启动液压站电机并确认启动成功,调整就绪灯亮(制动器阀、离合器阀失电、脚踏开关等屏蔽);
(3)按下压力机面板封高减小按扭并手动保持;

(4)Ⅰ得电,锁紧机构无杆腔13充油,开始打开锁紧机构;
(5)延时T1= 8s(暂定),锁紧机构打开完成;
(6)Ⅳ得电,偏心销轴驱动装置有杆腔10开始充油,活塞杆8拉动驱动杆6使偏心销轴3顺时针转动,封高开始减小;
(7)松开封高减小按扭或到了封高下限,Ⅱ得电、Ⅳ失电,封高减小结束,锁紧机构有杆腔14充油,锁紧机构4开始锁紧;
(8)延时T2= 8s(暂定),锁紧机构4锁紧完成;
(9)Ⅰ、Ⅱ、Ⅳ失电,封高减小调整结束。
解闷车过程介绍
(1)热模锻压力机主电机工作方式打到反转;
(2)滑块工作方式打到寸动;
(3)启动主电机并确认启动成功;
(4)启动液压站电机并确认启动成功,主电机反转工作方式下寸动就绪灯亮;
(5)按下寸动按扭并手动保持;
(6)Ⅰ得电,锁紧机构无杆腔13充油,开始打开锁紧机构4;
(7)延时T1= 8s(暂定),锁紧机构4打开完成;
(8)Ⅲ得电,封高增大的低压油路接入,偏心销轴驱动装置无杆腔11开始快速充油;
(9)延时T3=3s(暂定),快速充油完成;
(10)封高增大的高压油路接入,偏心销轴驱动装置的无杆腔11开始增压;
(11)延时T4=10s(暂定),增压完成;
(12)制动器阀得电,延时100ms(暂定),制动器松开完成;
(13)离合器阀得电,开始解闷车。(必要时调高系统气压,增大离合器的啮合力);
(14)延时2s(暂定)或松开寸动按扭或到了封高上限,主电机、离合器阀失电,Ⅱ得电,解闷车主动作完成、锁紧机构4开始锁紧;
(15)解闷车结束。
结束语
热模锻压力机封高调节和解闷车机构采用一体式设计,以PLC控制的液压系统为核心,配合热模锻压力机的运行系统,通过压力机操作面板对热模锻压力机的机械部分和液压部分进行有序控制,操作简单,使该复合装置能够自动完成封高调节和解闷车。同时该装置减少了设备的制造成本和操作人员的劳动强度,使用效率高,给锻造企业减少了经济损失,提高了生产效率。
猜你喜欢
机械管理开发(2023年11期)2024-01-04 11:53:28
机床与液压(2022年9期)2022-09-20 05:04:52
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
装备制造技术(2021年4期)2021-08-05 07:39:40
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
煤矿机电(2020年5期)2020-11-02 10:04:44
中国机械工程(2019年5期)2019-03-25 06:34:46
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
橡胶工业(2015年5期)2015-08-29 06:47:38
机械工程师(2015年10期)2015-02-02 01:14:34
