100kV焊接用电子枪的设计和优化*
2021-12-06 06:05:48司青润董全林桑兴华
航空制造技术 2021年21期
司青润,董全林,桑兴华
(1.北京航空航天大学,北京 100191;2.中国航空制造技术研究院,北京 100024)
近年来,我国航空航天技术正飞速发展,越来越多的新材料开始应用于航空航天制造领域。在复合材料、C 纳米管、绝缘体等材料的焊接制造中,传统的焊接工艺已逐渐不能满足应用需求,这就需要用到新型焊接技术[1]。在这些航空航天新材料的焊接中,电子束焊接技术有着绝对的优势。电子束焊接技术具有能量密度大、热效率高、焊接精度高、对被焊零件的影响范围小等特点,而且其焊缝深宽比大,适合用于厚度较大的特种设备加工[2]。在电子束焊接机中,电子枪是其关键组成部分,电子枪发射出的电子束的束流质量直接影响着电子束焊接机的性能。三极式电子枪结构是目前应用最为广泛的电子枪结构,但目前尚未有一套完整的三极式电子枪的设计方法,大部分设计通过不断调整各种参数进行仿真,以得到最优结果[3],而且在调整参数优化的过程中,各参数对电子束质量的影响也没有很明确的结论。在设计电子枪时,束腰直径和束流大小是很关键的两个参数[4],束腰直径越小经过磁聚焦之后打到像面上的束斑就越小,束斑处的能量密度也就越高。因此,本研究给出了加速电压100kV、束流360mA、束腰直径300μm(根据束斑直径150mm 的设计要求、磁透镜系统的长度和可实现性等要求确定)的大功率三极式电子枪的设计和仿真优化过程,并通过大量试验数据分析了栅极位置、栅极孔径、栅极电压、阳极位置、阳极孔径与电子束束流大小和束腰直径的关系,这对三极式电子枪的调整优化具有一定的指导意义。
1 三极式电子枪的理论设计
1.1 轴对称收敛型三极电子枪模型
三极式电子枪由阴极、栅极和阳极组成,其基本结构如图1所示。通过对阴极加热或施加电场可以使其发射出电子[5],栅极在一定的偏压下可以对电子束的形状进行控制,阴极加负高压,阳极接地,这样在阴极和阳极之间就形成了加速电压,从而对电子进行加速。整个电子枪的工作原理是:阴极发射出的电子在栅极和阳极产生的静电场的作用下实现聚焦和加速,从而形成了电子束。
图1 三极式电子枪结构图Fig.1 Structure diagram of three-pole electron gun
1.2 阴极发射方式和材料的选择
通常,电子枪的阴极发射方式可分为热发射、场发射两种。热发射稳定,结构简单,成本低,但其能耗高,发射体寿命较短。从理论层面上看,场发射电子枪的性能比其他类型的电子枪好很多,但是目前相关研究较少,其技术相对不成熟,场发射还不能被广泛应用[6]。热发射又分为直热式和间热式两种,其中直热式的阴极一般为丝状,对阴极直接通电进行加热,这种方式的发射功率一般较小,不适合做大功率的电子枪,其束斑处能量密度较小,且束斑较大,采用这种阴极发射形式的大功率电子枪一般焊缝较宽[7]。间热式的阴极一般为块状,这就使得其寿命相对较长,发射功率更大。因此,考虑到此电子枪的发射功率为36kW,故采用间热式阴极发射模型。
在阴极材料方面,W 和LaB6是应用比较多的两种材料,LaB6的逸出功约为W 的1/2,而且其工作温度也比W 要低很多。因此,LaB6更适合用作间热式阴极的材料[8-9]。
1.3 电子枪初始参数的确定
电子枪的初始参数确定方法一般有综合迭代法[10]和非综合迭代法,本研究采用综合迭代法对电子枪的初始参数进行计算,下面介绍计算过程。
首先由加速电压U通过式(1)算出相对论修正电压Ur:

再通过式(2)计算出导流系数P:

其中,I为发射束流。
然后由发射电流和电流密度Jk根据式(3)计算出阴极截面半径rc:

根据θ=30P1/2假设一个迭代阴极半锥角θ的初始值。由假定的θ初始值根据皮尔斯理论由式(4)可以得到朗缪尔参数(-∂):
其中,γ为中间量。
电子注从阴极发射进入阳孔时的倾角φ1的正切值可由式(6)得出。

其中,Γ为修正因子,取值为1.25。
电子注通过阳极孔后的电子注水平倾角记为φ2,其正切值可由式(7)算出。

其中,rb为阳极顶点处电子束的半径,其可由式(8)算出;rw为束腰的半径。

式(6)和(7)中tanφ1与tanφ2均表示阳极顶点处电子轨迹的斜率,理论上应当相等,tanφ1是考虑空间电荷效应后由阳极孔效应得出的结果,tanφ2则是在等电位区域利用“通用电子注发散”曲线得出的结果。当两个φ值不相等时,利用公式

来修正θ值,用得到的新θ值返回重新计算,直到满足条件| tanφ2/ tanφ1- 1 | <0.005 时迭代结束,最后得到的θ值就作为最后设计的半锥角值。得到θ值后,电子枪的其他初始参数阳极曲率半径Ra、阳极孔半径ra、阳极轴上焦点Zac、阳极顶点Z轴坐标Za可以由式(10)~(14)依次计算得出。

经过迭代计算,最后得到的电子枪的初始设计参数如表1所示。

表1 迭代得到的电子枪初始设计参数Table 1 Initial design parameters of electron gun obtained by iteration
2 栅极和阳极对电子束的影响规律
在加速电压100kV 的条件下利用Munro 软件中的Source 模块,根据初始参数搭建三极式电子枪模型,并采用单一变量法分别对栅极位置、栅极孔径、栅极电压、阳极位置、阳极孔径与电子束束流大小和束腰直径的关系进行探索研究。下面分别介绍这些因素对电子束的影响规律。
2.1 栅极位置对电子束的影响
以阴极所在平面为基准,将栅极与阴极的距离(栅极左下顶点与阴极平面的距离)记为de,在栅极孔径为3.6mm,栅极电压为-40V,阳极与阴极的距离(阳极左顶点与阴极平面的水平距离)为24mm,阳极孔径为1.1mm 时,将de的值从-1.5mm 开始,每次增加0.1mm进行一次仿真测试,并记录下束流大小和束腰直径,直至de的值达到1.5mm 结束。共得到31 组试验数据,试验结果如图2所示。
从图2 中可以看出,de的值越大,电子束的束流越小,束腰直径也越小,但是当de的值达到一定大小后,再继续增加栅极与阴极的距离,所减小的束腰直径已经很微小,而束流还在明显减小。因此,在设计电子枪时可以适当增加栅极与阴极的距离,以获得较小的束腰直径,且这一距离不能过大。

图2 栅极位置与束流大小和束腰直径的关系Fig.2 Relationship of grid position,beam current and beam waist diameter
2.2 栅极孔径对电子束的影响
将栅极孔径记为re,在栅极与阴极的距离为0,栅极电压为-40V,阳极与阴极的距离为24mm,阳极孔径为1.1mm 时,将re的值从2.2mm 开始,每次增加0.1mm进行一次仿真测试,并记录下束流大小和束腰直径,直至re的值达到5.1mm 结束。共得到30 组试验数据,试验结果如图3所示。
从图3 中可以看出,re的值越大,电子束的束流越大,但束腰直径在一定范围内基本不发生变化,直到re的值增大到某一临界值时束腰直径才会突然增大。因此,在设计电子枪时应尽量找到这一临界值,将栅极孔径设置在这一值附近,这样可以在保证束腰直径尽量小的前提下得到最大的束流,从而使束斑处达到最大的能量密度。
图3 栅极孔径与束流大小和束腰直径的关系Fig.3 Relationship of grid aperture,beam current and beam waist diameter
2.3 栅极电压对电子束的影响
将栅极电压记为Ub,在栅极与阴极的距离为0,栅极孔径为4.7mm,阳极与阴极的距离为24mm,阳极孔径为1.1mm 时,将Ub的值从-10V 开始,每次增加-10V进行一次仿真测试,并记录下束流大小和束腰直径,直至Ub的值达到-290V 结束。共得到29 组试验数据,试验结果如图4所示。
从图4 中可以看出,栅极电压对束流大小的影响基本是线性的,随着栅极电压的增加,束流逐渐减小,同时束腰直径也呈减小的趋势,但其减小的速度越来越慢,这就要求设计电子枪时栅极电压不宜过大。
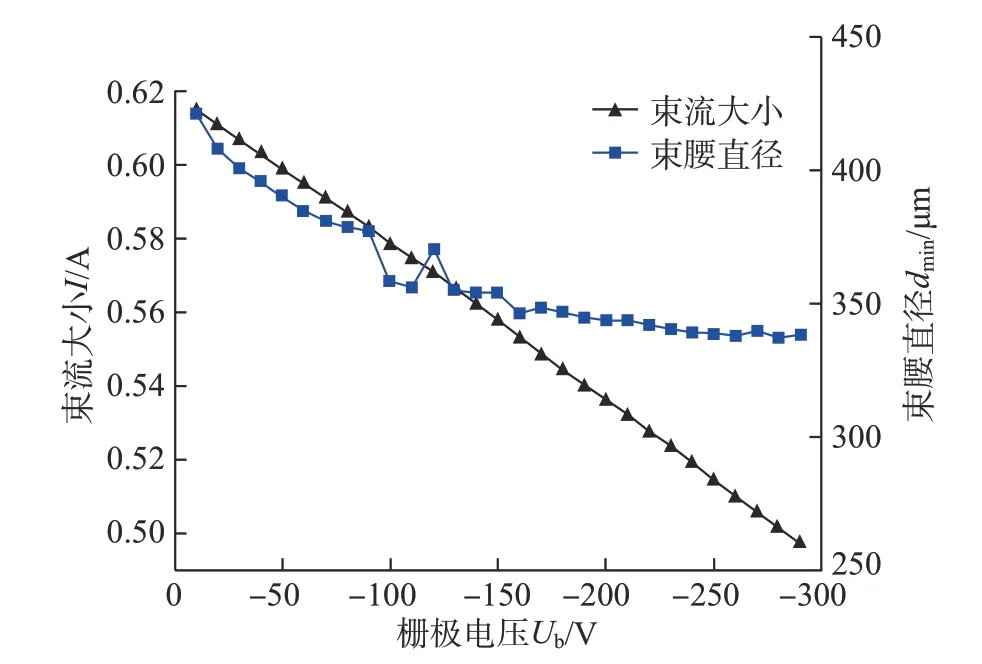
图4 栅极电压与束流大小和束腰直径的关系Fig.4 Relationship of grid voltage,beam current and beam waist diameter
2.4 阳极位置对电子束的影响
将阳极与阴极的距离记为da,在栅极与阴极的距离为0,栅极孔径为4mm,栅极电压为-40V,阳极孔径为1.1mm 时,将da的值从14mm 开始,每次增加0.5mm 进行一次仿真测试,并记录下束流大小和束腰直径,直至da的值达到24mm 结束。共得到21 组试验数据,试验结果如图5所示。
从图5 中可以看出,阳极离阴极越近,电子枪发射出的束流越大,束腰直径越小,因此减小阳极与阴极之间的距离可以很好地提升电子枪的性能,但是实际设计中要考虑高压放电问题,因此阳极离阴极不能过近,避免场强过大产生高压放电。
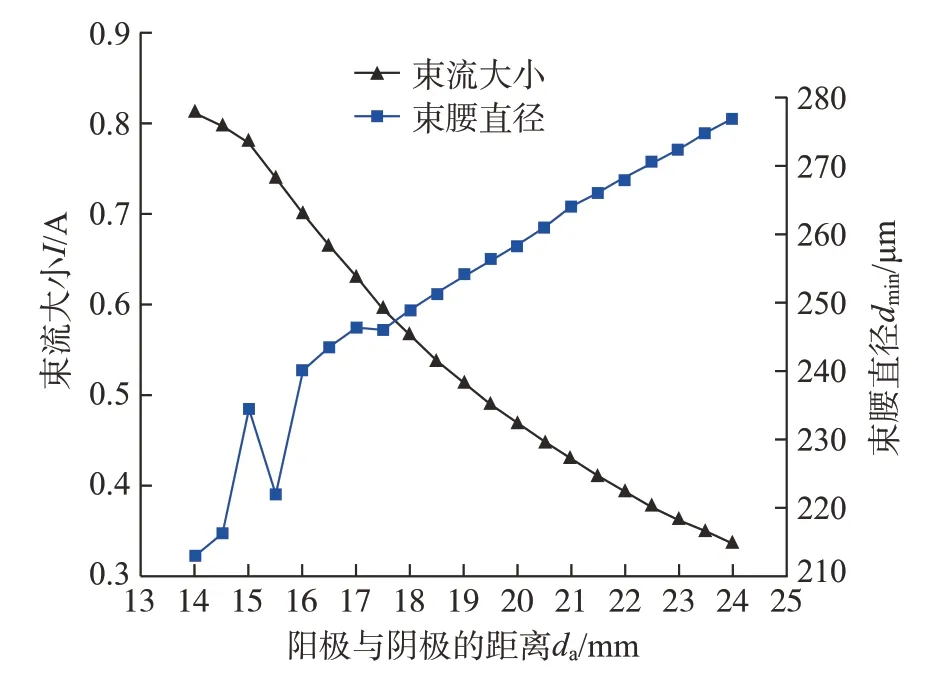
图5 阳极位置与束流大小和束腰直径的关系Fig.5 Relationship of anode position,beam current and beam waist diameter
2.5 阳极孔径对电子束的影响
将阳极孔径记为ra,在栅极与阴极的距离为0,栅极孔径为4mm,栅极电压为-40V,阳极与阴极的距离为24mm 时,将ra的值从0.7mm 开始,每次增加0.1mm 进行一次仿真测试,并记录下束流大小和束腰直径,直至ra的值达到2.5mm 结束。共得到19 组试验数据,试验结果如图6所示。
从阳极孔径为0.7mm 时开始试验是因为此时电子束恰好可以完全通过阳极,如果阳极孔径更小时会有一部分电子束打在阳极内壁上。从图6 中可以看出,阳极孔径对束流大小和束腰直径基本没有影响。因此在设计电子枪时无需对阳极孔径做过多调整,只需保证全部的电子束都能通过阳极就可以。
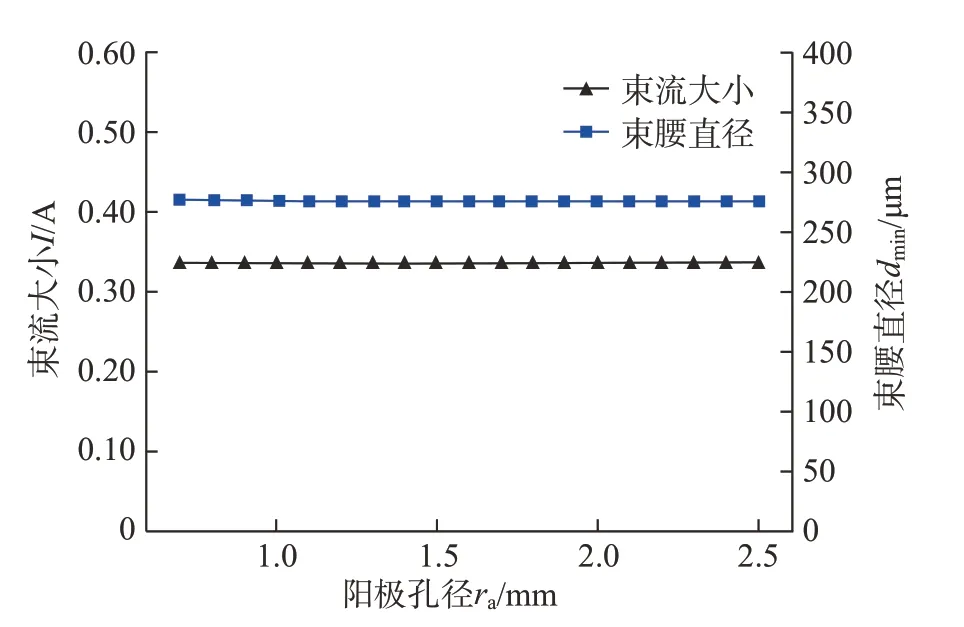
图6 阳极孔径与束流大小和束腰直径的关系Fig.6 Relationship of anode aperture,beam current and beam waist diameter
3 三极式电子枪的参数优化
根据综合迭代法得到的初始参数只是理论计算上的参数,其仿真得到的束流大小、束腰直径等指标与设计指标还有一定差距。因此,需要根据第2 节中得到的栅极位置、栅极孔径、栅极电压、阳极位置、阳极孔径与电子束束流大小和束腰直径的关系规律对电子枪的结构参数进一步优化调整,以达到设计指标。经不断优化调整后得到的电子枪结构的主要参数如表2所示。
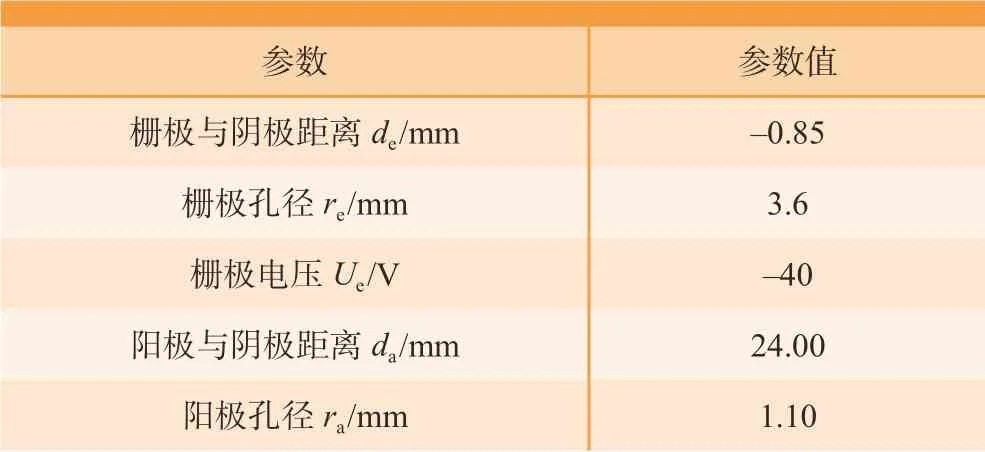
表2 优化调整后的电子枪结构主要参数Table 2 Main parameters of optimized structure of electron gun
优化调整后的电子枪束流达到了360mA,束腰直径为300.14μm,产生的电子束轨迹如图7所示。

图7 仿真得到的电子束轨迹Fig.7 Simulated electron beam trajectory
4 结论
(1)通过对比分析选取了间热式LaB6阴极发射方案,通过综合迭代法完成了三极式电子枪的理论设计。
(2)运用单一变量法分别分析了栅极位置、栅极孔径、栅极电压、阳极位置、阳极孔径与电子束束流大小和束腰直径的关系。这对于三极式电子枪的结构参数优化具有一定的指导意义。在设计电子枪时适当增加栅极与阴极的距离,适当减小阳极与阴极的距离,使栅极孔径在其对应的束腰直径突变的值附近,同时栅极电压不宜过大,这样往往可以得到较小的束腰直径和较大的发射束流。此外,阳极孔径对束流大小和束腰直径基本没有影响。
(3)根据栅极和阳极对电子束的影响规律对电子枪的结构进行了调整优化,最终达到了加速电压100kV、束流360mA、束腰直径300μm 的设计指标。
猜你喜欢
原子能科学技术(2019年9期)2019-09-14 01:26:28
原子能科学技术(2019年9期)2019-09-14 01:26:28
卫星与网络(2019年5期)2019-06-26 03:43:16
电子测试(2018年18期)2018-11-14 02:30:20
电子测试(2018年1期)2018-04-18 11:52:13
科技资讯(2018年34期)2018-03-06 08:05:08
山东工业技术(2017年6期)2017-03-28 19:23:39
西北工业大学学报(2015年3期)2015-12-14 13:08:42
金属世界(2015年6期)2015-11-05 03:37:50
原子能科学技术(2014年3期)2014-02-28 22:17:37