
一种轻质烧蚀结构一体化材料
2021-12-04 09:42:34代晓伟吴良遵高春才
宇航材料工艺 2021年5期
梁 馨 方 洲 代晓伟 吴良遵 高春才
(航天材料及工艺研究所,北京 100076)
文 摘 针对某产品的防热需求,研究了一种轻质烧蚀结构一体化材料,对其坯料(材料A)的热处理制度及预固化程度进行了研究,确定了最佳的热处理温度和时间;对材料A成型得到的轻质烧蚀结构一体化材料(材料B)的拉伸性能和热物理性能进行测试,通过电弧风洞对烧蚀性能进行考核,并对烧蚀后材料的纵向密度分布进行了分析。结果表明,添加一定的处理剂可提高材料的拉伸强度和断裂延伸率,处理剂可有效增强材料各组分的界面结合强度;材料B的热扩散率比材料C(中密度)低,在中高热流状态下,材料B烧蚀表面碳层完整致密,与材料C相比,线后退率略大,质量损失率略小,背壁温度较低,材料B具有更好的烧蚀隔热性能。
0 引言
烧蚀防热材料是航天领域的一类重要材料,由于其具有较好的环境适应性和高可靠度,在国内外得到广泛应用[1-5]。一般烧蚀防热材料作为功能材料使用,若要得到理想的强度和刚度,还需要设计承力结构,而防热结构一体化材料在一定程度上可解决上述问题。玻璃钢烧蚀材料是应用较为广泛的一种防热材料,具有较好的力学性能和烧蚀隔热性能,能够作为烧蚀∕结构一体化材料使用。最初应用的玻璃钢烧蚀结构材料密度较高,为1.8 g∕cm3左右,如美国“水星号”飞船的防热材料[6-7];后来由于空间探测及武器装备等防热结构轻量化要求的提高,开展了中密度玻璃钢烧蚀结构研究,密度降为1.4 g∕cm3左右,如我国神舟飞船防热大底的烧蚀∕承力材料[8];随着防热结构轻量化要求的进一步提高,开展了轻质烧蚀结构材料研究,在中密度玻璃钢烧蚀材料的基础上进行降密度化处理,使其具有更好的隔热性能。但一味的进行降密度处理,会使材料力学性能大幅下降,因此如何获得较好的材料综合性能(含力学性能、热物理性能和烧蚀性能)是轻质烧蚀结构材料研制的关键之一。本文开展轻质烧蚀结构一体化材料成型工艺弧风洞试验对材料防热性能进行考核,并对防热材料的纵向深度分布进行分析,拟为后续材料的应用提供数据支撑。
1 实验
1.1 材料
轻质烧蚀结构一体化材料坯料:材料A(牌号),自制。轻质烧蚀结构一体化材料:材料B(牌号),自制。中密度玻璃钢烧蚀结构材料:材料C(牌号),自制。
1.2 性能测试
轻质烧蚀结构一体化材料坯料的树脂基体分子量分布(GPC)进行分析测试。
对轻质烧蚀结构一体化材料的拉伸性能和热物理性能进行测试,其中拉伸性能按GB1447—2005进行,平均线胀系数按GJB332A—2004进行;密度、热导率、比热容分别按GB∕T1463—88、GB∕T10295—1988 和GJB330A—2000进行,热扩散率由以上参数计算而得。
采用电弧风洞烧蚀试验对材料的防热性能进行考核,考察材料的表面烧蚀状态、线后退以及质量损失情况。电弧风洞烧蚀试验的热流密度为6 MW∕m2。试验中记录材料的背壁温度,并测量材料的线后退率及质量损失率。采用电子扫描显微镜(SEM)和能谱(EDS)对烧蚀材料的碳层的微观形貌和成分进行表征。
2 分析与讨论
2.1 坯料预处理分析
材料A是成型轻质烧蚀结构一体化材料的预成型体,其工艺性及树脂体系的分子量分布对中密度玻璃钢烧蚀结构材料的质量有着重要影响。为使轻质烧蚀结构一体化材料坯料具有较好的工艺性,在制备过程中,需降低坯料中的挥发分,一般采用加热的方式,在加热过程中,树脂体系会发生部分交联反应,坯料中树脂的预固化度在不断提高,但预固化度太高将导致固化过程中树脂流动性变差,形成富树脂和贫胶区,造成制品质量下降,因此需摸索合适的去除挥发分的工艺参数,以保证坯料A的挥发分和预固化度在工艺要求范围内。图1为不同温度和不同时间处理条件下树脂的数均、重均分子量变化曲线,随着处理时间的延长,树脂的数均分子量和重均分子量均增加;当处理时间相同时,处理温度越高,树脂分子量越大;在高温条件下处理,树脂的分子量增长较快,高温短时处理可达到低温长时处理的效果。
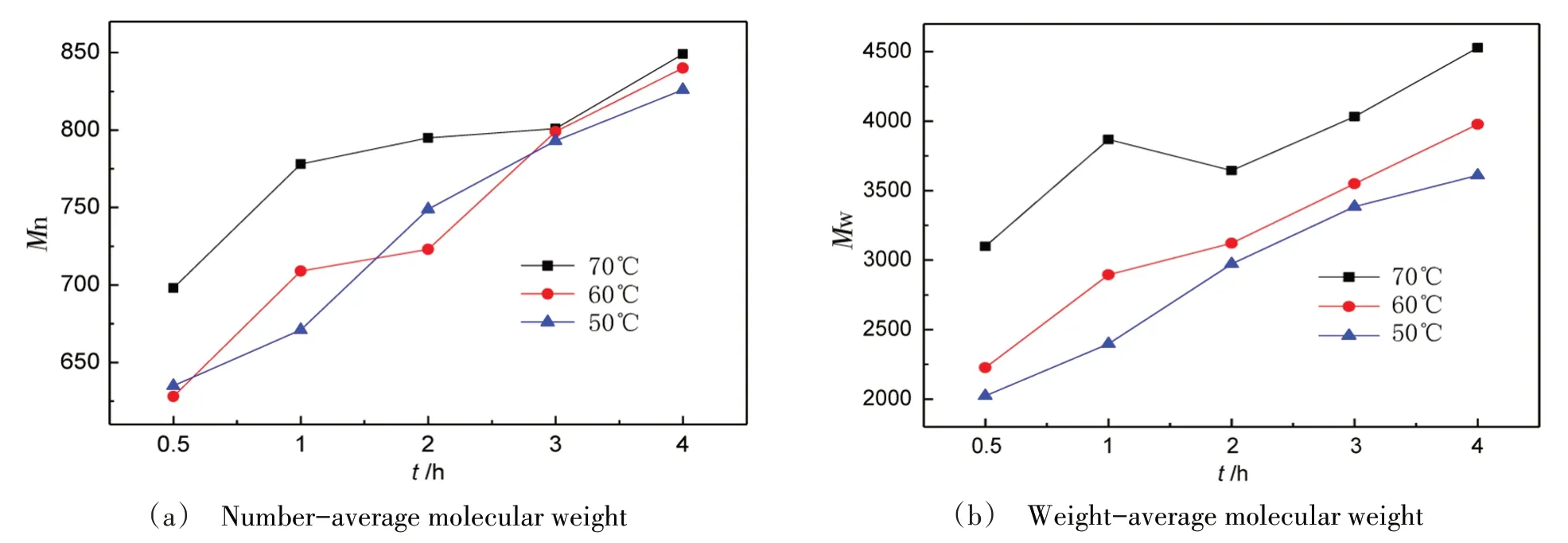
图1 在不同处理条件下树脂的分子量变化Fig.1 Molecular weight of resin for different conditions
图2为采用同样的分峰条件,对不同处理条件下树脂的GPC 谱图进行处理而得到树脂中高分子量组分和游离酚含量的变化规律。随处理时间的延长或者处理温度的升高,树脂中高分子量组分含量逐渐增加,游离酚含量逐渐减少,这也说明在处理过程中,树脂不断的发生交联反应,预固化度不断提高;70 ℃处理1 h 后,材料A 中高分子量组分含量就与50℃处理3 h效果相当;处理温度为50和60 ℃时,各组分含量差异不大。为保证材料A 中树脂能在固化过程中发生充分的化学反应,以保证材料具有较好的性能,选择在60 ℃下烘制0.5 h对材料A 进行预处理,由该工艺制得的复合材料内部无疏松及气孔,说明挥发分去除较为合理。
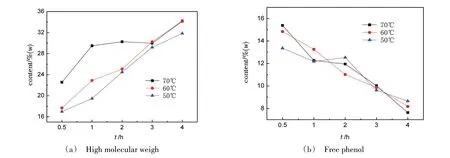
图2 在不同处理条件下树脂中组分含量变化Fig.2 Component content of resin for different conditions
2.2 不同纤维长度及处理剂对材料性能的影响
材料A 在热处理后,按照一定的固化制度进行成型,得到材料B,不同纤维长度对应的拉伸强度不同,如图3所示,其中纤维起到材料B 力学增强作用。可见,随着纤维长度的增加,材料的拉伸强度先升高后降低,且纤维长度越长,拉伸强度下降越多。在纤维长度为9~12 mm,拉伸强度是随着纤维长度增加而增加,但纤维长度增加到12 mm 后,短切纤维在坯料成型及固化中的状态则可能出现更多弯曲和成团,物料之间的界面更加明显,纤维长度优势发挥不出来,反而容易出现界面缺陷,从而出现拉伸强度下降的情况。为提高物料之间的界面力以及纤维与树脂的界面结合情况,在拉伸强度较高的12 mm 的坯料的制备中添加处理剂。制得的材料拉伸强度和平均线胀系数如表1所示,可见,添加处理剂后,材料的拉伸强度和断裂延伸率均明显提高,说明处理剂有效增强了树脂和纤维的界面强度。材料的平均线胀系数在添加处理后明显降低,酚醛树脂的线胀系数比玻璃纤维高一个数量级左右,当树脂和纤维的界面被增强后,其结合力增加,纤维对树脂膨胀的限制增强,导致材料的线胀系数降低。

表1 有无处理剂材料B的力学性能和平均线胀系数Tab.1 Mechanical properties and coefficient of linear expansion of material B with and without treatment agent
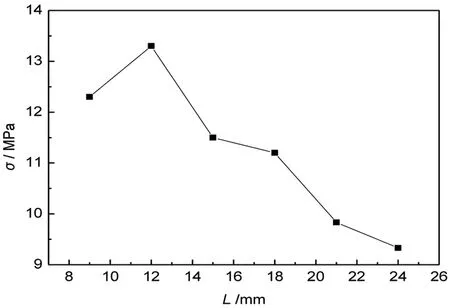
图3 不同纤维长度的材料B拉伸强度Fig.3 Tensile strength of material B for different fiber length
通过以上分析,确定添加处理剂作为材料B的最终配方,材料C为已成功应用的一种中密度玻璃钢烧蚀材料,材料组成与成型工艺与材料B相近。表2为材料B和C的密度和热扩散率。可见,材料B的热扩散率较材料C小,说明材料B在热传导及热容方面的综合能力较材料C有所提高,即材料B的隔热性能优于材料C。
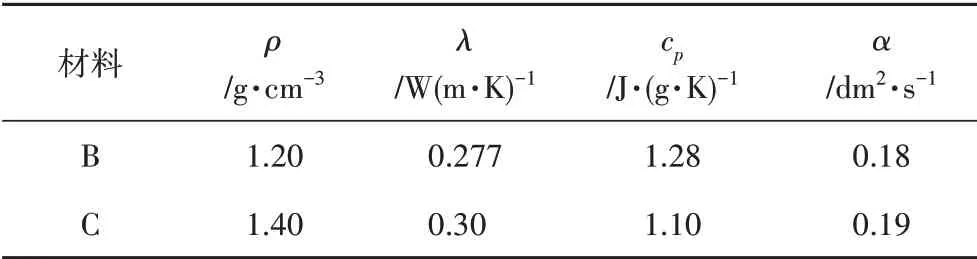
表2 材料B和C的热物理性能Tab.2 Thermal-physics properties of material B and C
2.3 烧蚀防热性能
表3为材料B和材料C在6 MW∕m2状态下进行电弧风洞的烧蚀性能考核结果。
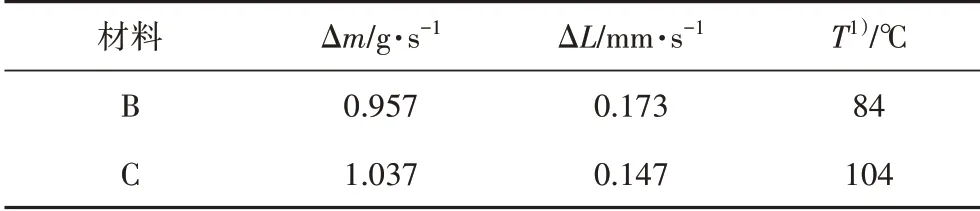
表3 材料B和材料C烧蚀试验结果Tab.3 Ablation experiment results of materials B and C
可见,在相同的气动加热条件下,材料B线后退率稍大,质量损失率较小,背壁温度较低。由于材料B的密度较小,材料中添加了更多的轻质填料,致使在烧蚀过程中,材料B发生熔融和分解的组分比例增加,因此材料B的线烧蚀后退率略大于材料C;由表1可知,材料B的热扩散率较低,所以材料B在烧蚀加热过程中,热量传递的速度较慢,且由于隔热性能好,材料内部达到树脂热解的区域较少,因此质量损失率较小;材料B的背温较材料C低20 ℃左右,这说明材料B的隔热性能较好,该现象与表1中B的热扩散率较低的测试计算结果相吻合。以上结果说明,材料B具有更好的烧蚀隔热性能。
图4为材料B和材料C烧蚀后的表面形貌,二者表面碳层都是均匀、致密、无宏观剥蚀的,无明显差别。
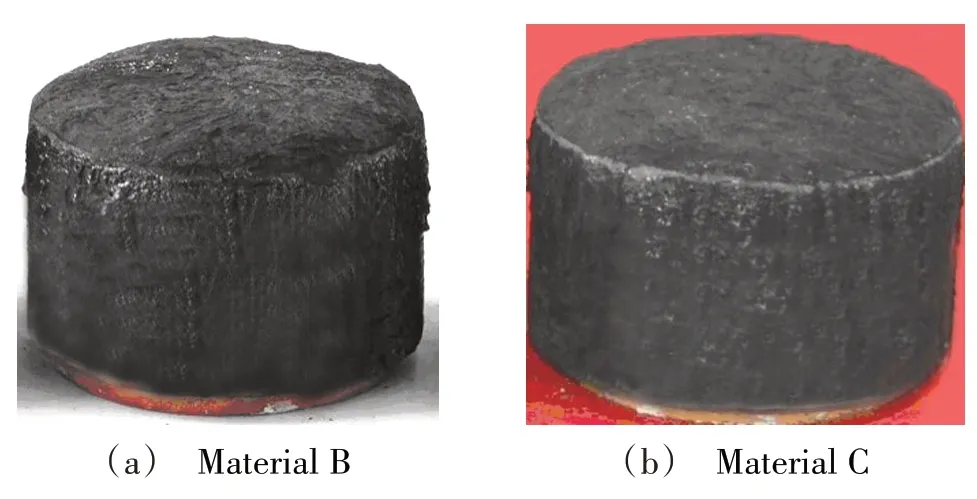
图4 材料B和材料C烧蚀后表面形貌Fig.4 Surface morphology of materials after ablation
对材料B的烧蚀碳层进行微观形貌表征,如图5所示,可见材料碳化层中有排列较为规整的增强纤维,树脂基体全部碳化,对碳化层进行成分分析(表4),以C、Si、O、Al元素为主,其中Si和O是纤维及空心填料熔融后的主要成分,Al、Ca和Mg为纤维及空心填料中的杂质物质,C元素则是酚醛树脂热解碳化后残留下来的。

图5 材料B碳化层微观形貌Fig.5 Micrograph of carbon layer of material B

表4 材料B碳化层元素分析Tab.4 Element analysis of carbon layer of materials B%(w)
对材料B进行解剖分析,从表面碳层至原始层,固定间隔取样进行密度分析,用来表征材料内部碳化-热解层和原始层的分布,其结果如图6所示。
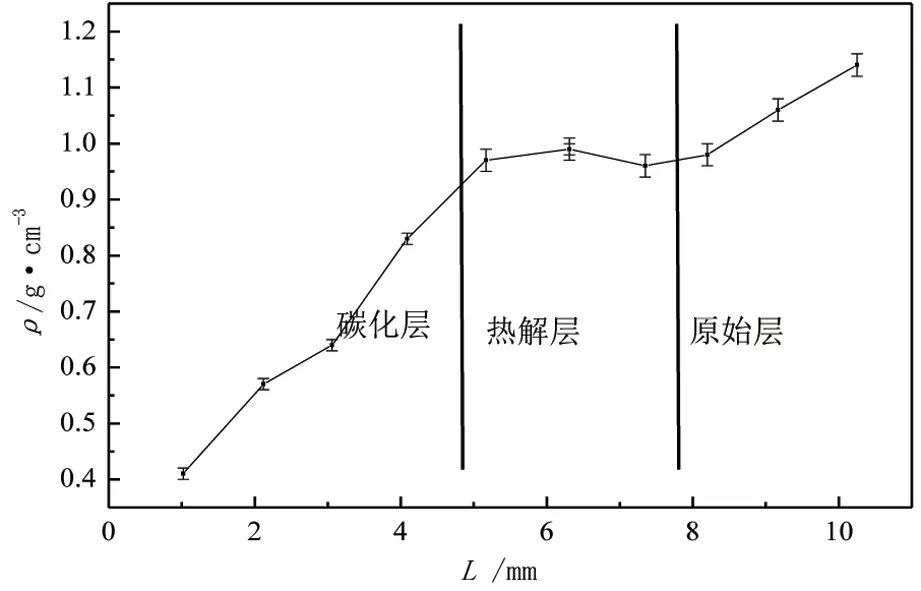
图6 材料B烧蚀后纵向密度分布Fig.6 The density for longitudinal distribution of material B after ablation
可见碳化层厚度5 mm左右,热解层厚度3 mm,其余为原始层,在高热流状态下,材料烧蚀后退带走一部分热量,材料表温仍达到1 800 ℃以上,只是材料内部达到碳化温度的区域较多,而材料热扩散率较小,因此热量向材料内部传递的区域较小,所以热解层比较薄。
3 结论
(1)材料A 的预处理可使树脂体系分子量增大,70 ℃处理1 h 的效果与50℃处理3 h 效果相当,为保证材料A 中的酚醛树脂能在固化过程中发生充分的化学反应,以保证材料具有更优的性能,确定在60 ℃下烘制0.5 h对材料A进行处理。
(2)添加处理剂后材料的拉伸强度和断裂延伸率均有提高,说明纤维和树脂的界面得到有效增强。
(3)材料B 的热扩散率为0.17 dm2∕s,比已在某产品上应用的材料C小;材料B可承受中高热流短时的气动加热环境,与材料C 相比,在相同的热流状态下,烧蚀碳层无明显差异,但背温较低,材料B 具有更好的烧蚀隔热性能。
猜你喜欢
物理学报(2023年24期)2024-01-06 10:24:38
石油沥青(2023年5期)2023-12-08 08:35:02
中国造纸(2022年3期)2022-07-21 09:12:40
供水技术(2020年6期)2020-03-17 08:18:42
中国纤检(2017年12期)2018-02-07 19:50:10
科技视界(2018年27期)2018-01-16 11:27:18
火箭推进(2017年4期)2017-09-12 02:55:04
棉花科学(2016年3期)2016-06-14 02:40:12
现代农业(2016年6期)2016-02-28 18:42:54
中国蔬菜(2015年9期)2015-12-21 13:04:40
