基于Flexsim的汽车副仪表板生产线仿真与优化研究
2021-12-01 14:52:24王珊珊
绥化学院学报 2021年11期
王珊珊 邵 康
(安徽理工大学经济与管理学院 安徽淮南 232001)
中国汽车制造业迈向全球价值链中高端是《中国制造2025》的核心任务之一,现阶段我国汽车制造业正处于深度变革和转型期[1],这对汽车整车以及零部件制造企业提出了更高的要求。现场管理和改善是制造企业价值创造的源头,而生产物流系统的改善作为现场改善的工作重点之一,对于制造企业提高生产效率,降低生产成本,改善产品质量尤为重要。
对于生产物流系统改善的现有研究,一方面学者们利用传统的数学建模和工业工程基础技术等,对生产车间的设施布局、产线排序、车间调度和路径优化等问题进行改善[2-6];一方面考虑到生产物流系统动态性、复杂性和随机性等特点,有学者通过将工业工程理论方法和仿真技术相结合,利用各种计算机仿真软件对生产系统进行动态的仿真建模,分析生产系统的性能,找出其瓶颈,并进行逐步地改善[7-10]。
本文以汽车副仪表板的生产线为研究对象,利用Flexsim仿真软件对其进行仿真建模。对于实际中复杂的离散生产系统的仿真建模,在操作过程中存在大量的顺序、并行、同步、冲突及因果依赖等关系的处理,容易因此在仿真时出现整体或局部调度的问题,因此本文引入IDEF3过程建模来支持复杂离散事件的仿真建模[11-14],再通过Flexsim的动态仿真来识别生产过程的瓶颈,并运用工业工程中的ESCRI改善原则对生产物流系统进行逐步优化,以此来提高产线设备的利用率和平衡率以及整个生产系统的产能。
一、HT公司副仪表板生产车间概况
根据产品生产流程的特点将生产车间分为:注塑区、焊接区、装配区、成品暂存区,其中注塑区、焊接区、装配区的设备名称、数量及使用情况如表格1所示,其余生产流程由操作人员完成。考虑到生产成本问题,HT公司对600T以下的注塑机所生产的零部件采用外包生产。
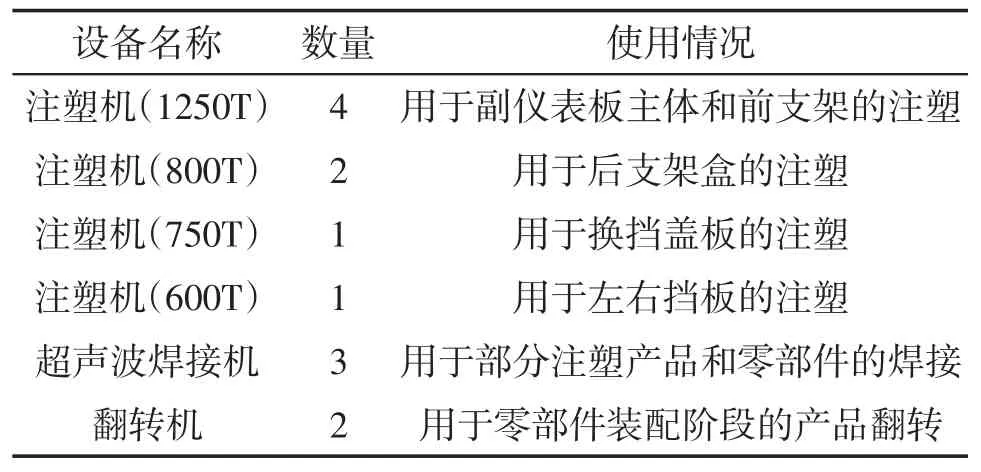
表格 1 车间设备及使用情况
目前公司实行两班制的工作方式,单班有效工作时长为10h,每天工作时间共20h,日产能约为1400件,需求缺口较大,产能有待提升;另外由于加工流程较长,注塑、焊接及装配各工序间生产节拍差别较大,导致产线设备利用率不均衡、部分工序发生堵塞及整个生产线日产能较低。
二、HT公司副仪表板生产物流系统IDEF3过程模型
(一)IDEF3过程流图的主要语法元素。IDEF3是IDEF系列方法中专门用于过程描述的建模方法,通过一些基本元素的组合,以过程和对象为中心进行建模,来描述活动间的时序和逻辑关系,实现分析过程、辅助过程进行优化的目的。IDEF3过程流图的主要语法元素有:
行为单元(unit of behavior,UOB)、交汇点(junction)、联接(link)。
UOB表示现实生产的流程;UOB间的箭头叫做顺序联接,表示各流程在时间上的先后顺序;交汇点表示各过程分支之间的逻辑关系,通过不同类型的交汇点来描述生产过程中各过程分支间逻辑关系,交汇点按辑语义包括: 与(&)、或(O)及异或(X)。IDEF3过程流图的主要语法元素及交汇点逻辑语义如图1所示。

图1 过程流图的主要语法元素
(二)建立副仪表板生产物流系统的IDEF3模型。借助IDEF3过程模型,对加工流程进行细化描述。图2是基于IDEF3建模方法建立的生产过程模型,从发出生产请求到成品入库,其中经历了5种零部件的注塑加工、3次超声波焊接和多次装配处理,物流路线较长且复杂。
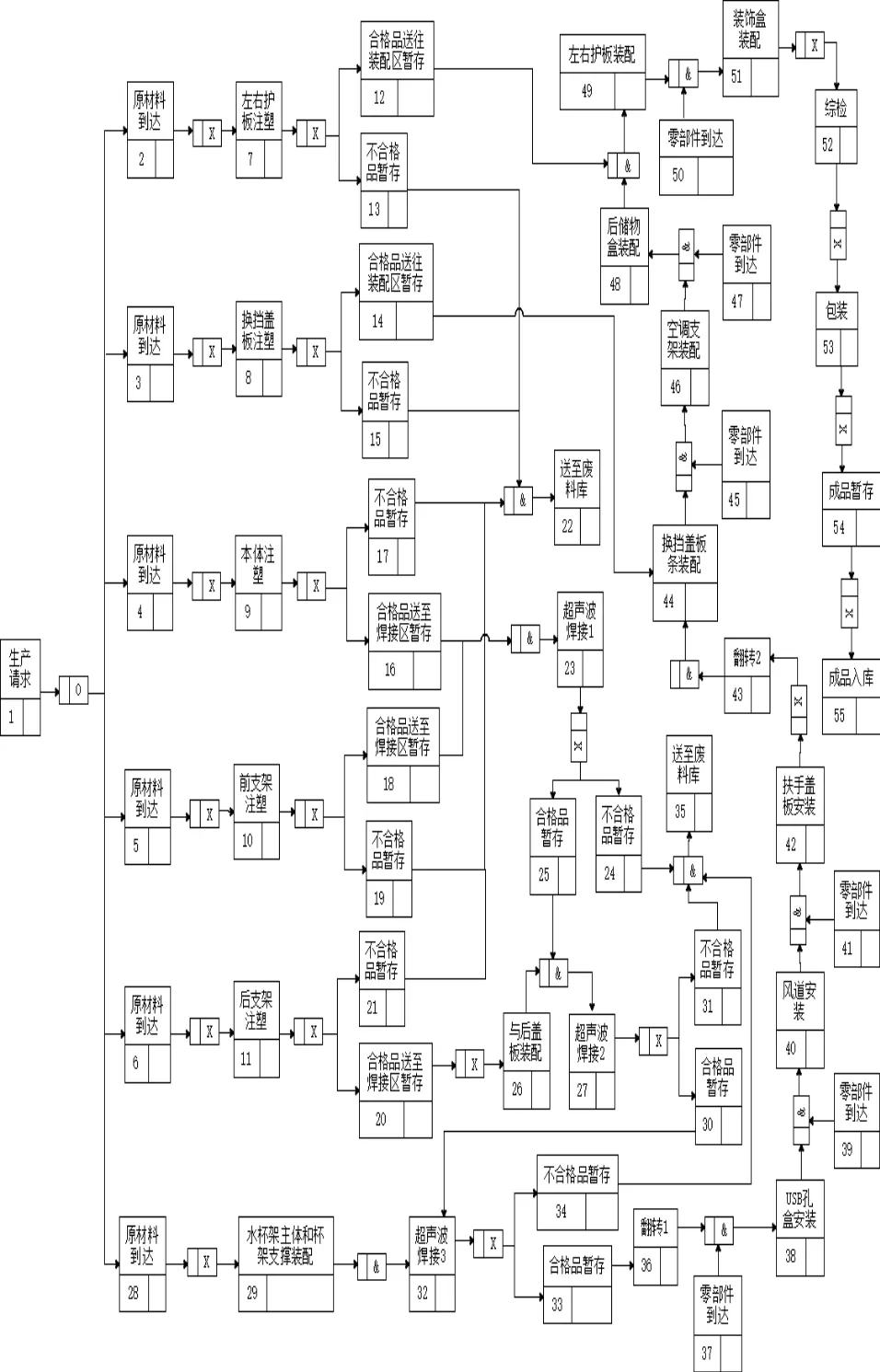
图2 基于IDEF3的副仪表板生产过程模型
IDEF3过程模型可以作为Flexsim仿真软件建立仿真模型的依据,当仿真建模中出现顺序、并行、同步、冲突及因果依赖等逻辑关系时,可以避免整体或局部的调度问题。
三、汽车副仪表板生产线的建模仿真与优化
Flexsim仿真软件是一种采用C++语言开发的一款通用的三维物流仿真软件,适用于连续流体系统和离散系统的建模,使用者能够在个人计算机中建构、监控工业及企业的分布式流程[15-16]。本文在IDEF3.0过程模型的基础上,借助Flexsim2019仿真软件将副仪表板的生产物流系统进行动态地、可视化地展示,并通过运行统计报告找出生产过程的瓶颈、分析系统性能、提出优化方案,并比较分析优化前后的运行效果。
(一)模型假设。针对于现实的汽车副仪表板生产线,在运用仿真技术的过程中,需要对生产线物流系统进行抽象和简化,将研究对象的主要因素保留,而无关要素或关联性不强的要素省略,基于此提出了相应的假设:
(1)各个工序的设备无准备时间,可即时生产。
(2)作为一个流水型的生产线,本文不考虑其流程间的空间运输,因此假设各工序间的运输时间为零。
(3)装配工序较多但操作简单,不良品率低且不良品易被下道工序检验出,因此假设整个装配阶段不产生不良品。
(4)生产过程中设备没有故障现象,并能够连续生产10小时。
(5)为了更直观的观察生产线的瓶颈和拥堵情况,模型中的暂存区容量统一设定为1000。
(二)模型构建和参数设置。
1.模型构建。根据副仪表板的生产流程和车间布局,运用flexsim仿真程序,在调整了部分设备分区,但不影响仿真结果的基础上,建立了如图3所示的副仪表板生产物流系统仿真模型。
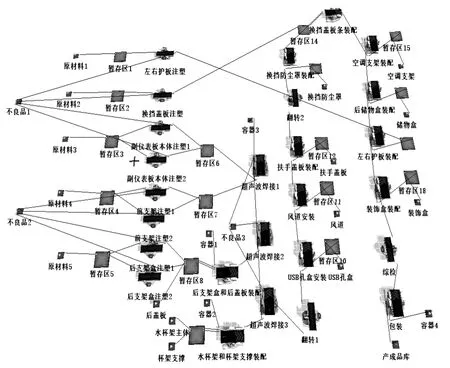
图3 基于flexsim的生产物流系统仿真模型
2.参数设置。仿真模型构建完成后,需要对模型中的固定实体的参数进行设置,尽可能使其接近于实际生产。本文利用作业测定中的秒表测定法收集现场数据,选取操作水平中等偏上的操作人员作为被观测对象,使用连续测时法对各生产工序的操作时间进行测定,利用三倍标准差法剔除异常观测值,发现操作时间会出现小幅度的变化,通过足够数量的观测值确定各工序的最小值、最可能值以及最大值,认为三角分布triangular(最小值,最大值,最可能值)可以很好地反映各工序操作时间的分布情况;另外针对注塑和焊接工序的不良品比率,则通过车间人员统计的近一月的生产情况获得。
(1)注塑区:发生器(原材料库)到达方式设置为“按时间表到达”,时间表设置为每30min到达一次,到达数量满足这一时段的生产要求;处理器(注塑工序)操作时间的设置选择统计分布下的三角分布triangular,临时实体流流向选择以百分比发送至指定端口。处理器以本体注塑工序为例,操作时间设置为triangular(77,85,80);临时实体流选项卡下“发送至端口”中选择98.5%的合格产品发送至下一端口,1.5%的不良品发送至吸收器。
(2)焊接区:合成器(超声波焊接机)合成方式选择“pack”,3台焊接机操作时间都符合三角分布triangular(20,26,22.5);临时实体流选项卡下“发送至端口”中选择99.0%的合格产品进入下一工序,1.0%的不良品发送至吸收器。
(3)装配区:发生器(零部件库)到达方式设置为“按时间表到达”,时间表设置为每30min到达一次;装配工序由操作人员完成,同样符合三角分布triangular,以USB孔盒安装为例,合成器的操作时间设置为triangular(10,13,11.5)。
(4)模型中其他固定实体:吸收器(不良品1、2、3)吸收生产时各工序产生的不良品,吸收器(产成品库)吸收生产线产出的合格产成品;发生器(容器1、2、3)产生的临时实体类型设置为容器类,作为第一个输入端口连接至合成器,此处是为了满足合成器的处理特性,以使模型正常运行,实际生产中并不存在;处理器(翻转1、2)用于装配过程中产品的翻转,实际由机械手臂完成,操作时间固定为10s。
(三)模型运行。HT公司生产线单班有效工作时间为10h,因此本文模型中设置系统仿真时间为10h*3600s=36000s,当系统运行36000s后就停止运行。运行结束后,输出统计报告,如表格2所示。
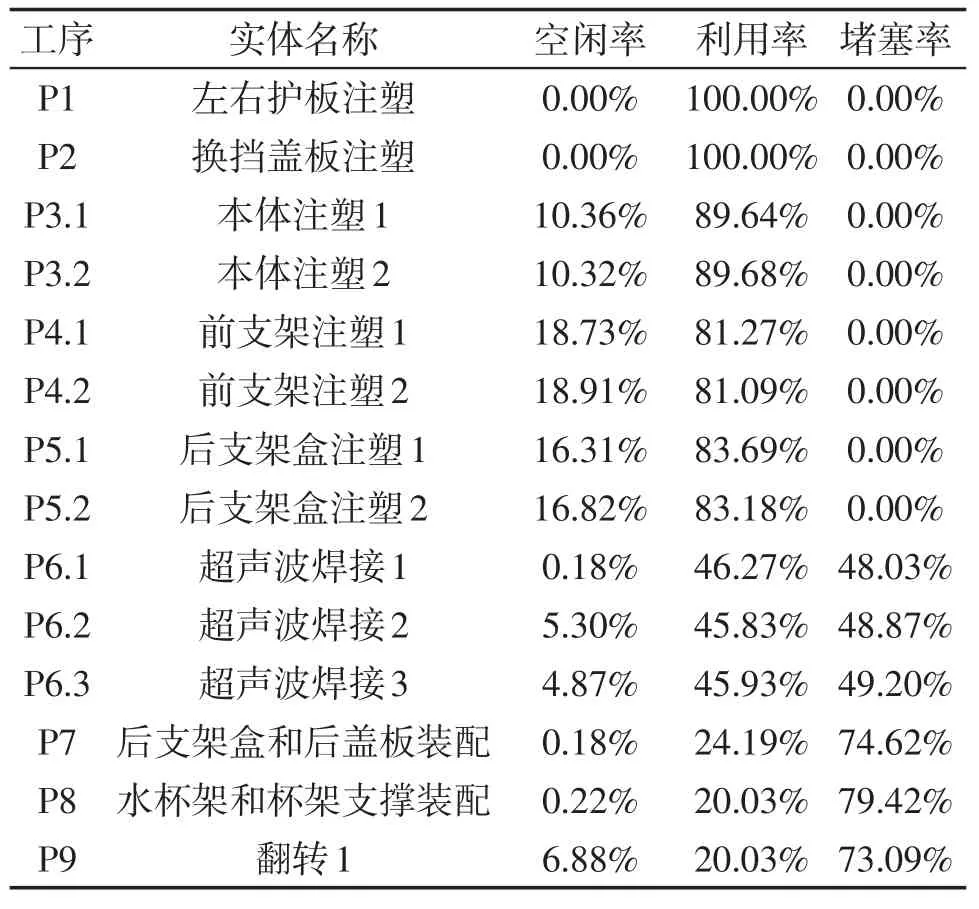
表2 初始模型仿真运行统计报告

P10 P11 P12 P13 P14 P15 P16 P17 P18 P19 P20 P21 USB孔盒安装风道安装扶手盖板安装翻转2换挡防尘罩安装换挡盖板条装配空调支架装配后储物盒装配左右护板装配装饰盒装配综检包装5.62%4.63%3.65%3.41%2.47%2.02%74.19%76.21%51.73%77.11%62.40%62.33%23.02%23.96%27.89%19.92%26.21%26.11%25.81%23.74%48.27%22.89%37.60%37.66%71.36%71.41%68.46%76.67%71.32%0.00%0.00%0.05%0.00%0.00%0.00%0.00%
由表格2可以看出副仪表板生产线的各个工序的利用、空闲及堵塞状态,反映了生产线各工序处于明显的不平衡状态,其中工序P1-P5设备利用率远高于其他工序;关于工序P6-P14的堵塞情况,通过观察模型运行可知,由于P1、P2工序产能不足,导致P15、P18的作业等待,从而引发P6-P14的高堵塞率。因此,工序P1-P5是生产线的起点,也是制约生产线整体产能提升的“瓶颈”。
(四)模型优化及仿真分析。
1.第一次模型优化及仿真分析。针对上述部分工序的低利用率、高堵塞率及产能不足的情况,采用ESCRI改善原则进行优化,即Eliminate(取消)、Simplify(简化)、Combine(合并)、Rearrange(重排)、Increase(新增)。首先采用Increase(新增)给五种注塑工序分别新增一个处理器,优化后模型输出的统计报告,与优化前运行状态的对比如图4所示。

图4 一次优化前后设备利用率、堵塞率
由图4可知,经过提高初始工序的产能后,工序P6-P14的堵塞情况基本解决,其中P7、P8的较高堵塞率是因为等待加入超声波焊接(工序P6),优化后的模型较前也得到改善。另外,注塑工序P1-P6基本处于平衡状态且利用率较高,工序P7-P21利用率整体有所提高,但相较于前工序利用率仍然较低,生产线处于不平衡状态,如果继续增加注塑工序的设备,会使得实际生产能力大于生产节拍,最终导致产能浪费或生产过剩。因此,在二次优化中,考虑采用ESCRI改善原则中的合并(Combine)和重排(Rearrange)。
2.第二次模型优化及仿真分析。由图4可知,工序P7-P19中除P18外,设备利用率均较低,考虑到装配工序是由操作人员完成,各工序并不需要专用设备,因此尝试将部分工序进行合并和重排。按照就近原则,将工序7、8,工序10、11,工序14、15,工序16、17合并,工序12、19重排后合并,输出二次优化后的统计报告,如图5所示。

图5 一次优化前后设备利用率、堵塞率
由图5可知,二次优化后的副仪表板生产线基本处于平衡状态,各生产工序的设备利用率基本处于80%-90%之间。翻转、综检、包装工序不适用省略、合并及重排,因此不做以上处理;本体注塑工序设备利用率相对偏高,利用仿真软件尝试增加一台处理器,输出结果发现,产能提高水平较低,综合考虑到设备成本,决定保持二次优化的结果。
(五)优化前后指标对比。对比分析两次优化前后的生产线指标,结果如表格3所示。经优化设计后:1)副仪表板生产线设备的平均利用率由48.23%提高到82.15%,较好地减轻了部分工位设备和人员的闲置和等待浪费;2)工序P6-P21的平均堵塞率由40.69%降低到6.47%,减少了生产过程中产品堆积现象,节省线边空间;3)生产平衡率由49.51%提高到72.45%,使各流程间设备和人员的作业负荷较为均衡;4)在综合考虑产能和产线利用率、平衡率的基础上,日最大产能由1424件提高到2562件,日产能提高了79%。
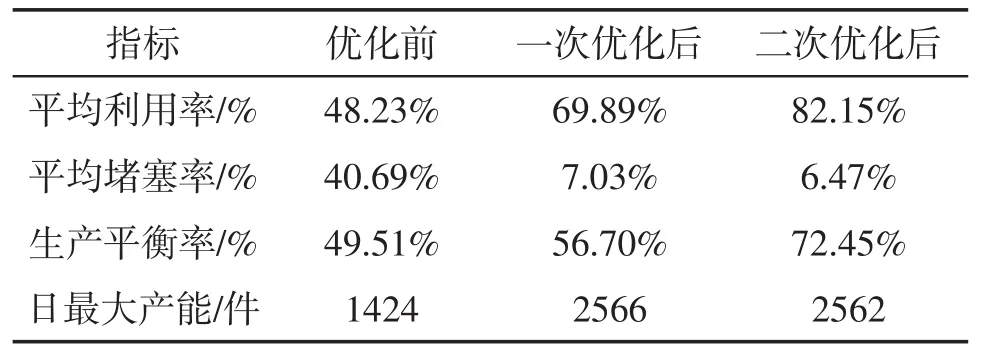
表格3 优化前后生产指标对比
四、结语
本文借助于IDEF3建模方法和Flexsim仿真软件对汽车副仪表板生产系统进行了仿真建模和优化设计,提升了整个产线的平衡率和设备利用率,同时日产能提高了79%。研究表明,在利用Flexsim仿真软件进行动态仿真建模时,引入IDEF3模型可以有效地支持复杂离散生产过程的仿真,应用于制造企业生产物流系统的改善,可使优化过程更可靠、有效。
猜你喜欢
南方农机(2022年20期)2022-10-20 15:00:06
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
中国化肥信息(2019年6期)2019-01-19 13:10:42
经济技术协作信息(2018年5期)2019-01-19 08:39:16
消费导刊(2017年24期)2018-01-31 01:29:29
汽车文摘(2017年2期)2017-12-04 16:12:57
现代企业文化(2016年1期)2016-12-23 02:09:39
印制电路信息(2015年6期)2015-12-30 12:57:48
有色金属设计(2015年2期)2015-02-28 21:08:59