
离子交换树脂型催化剂合成三丁酸甘油酯的研究
2021-12-01 01:51曾婧
化学工程师 2021年10期
曾 婧
(中国石油 乌鲁木齐石化公司 研究院,新疆 乌鲁木齐 830019)
三丁酸甘油酯(TB)是由三分子丁酸一分子甘油组成的短链脂肪酸脂,是一种绿色、安全的新型饲料添加剂[1]。动物在摄入TB 后,TB 在胃里能保持结构不变,在肠道里TB 受到胰脂肪酶的分解作用,释放出丁酸和甘油[2]。其中,丁酸在给结肠供能的过程中扮演着重要角色,是控制细胞增殖的至关重要的因素[3]。但丁酸具有易挥发性,气味难闻,半衰期较短等特点,限制了他直接作为饲料添加剂的使用[4]。此外,由于TB 特殊的分子结构可以穿过一些细菌的细胞膜,可以抑制细菌的生长和细胞分裂,是一种极具潜力替代抗生素的物质[5]。
TB 一般是通过甘油和过量丁酸的酯化反应而形成,使用强酸,如H2SO4、H3PO4作为催化剂。这类催化剂在较低温度下就有相当高的催化活性,但在使用过程中会造成设备的腐蚀,产生大量的废渣废液,以及不易与原料和产物分离等问题。使用固体酸催化剂可以在很大程度上避免这些问题,简化后续分离工作,可以对催化剂进行回收、再生,重复利用使工艺流程更高效且符合环保要求。
本文以离子交换型树脂为固体酸催化剂催化丁酸和甘油进行反应。优化了反应条件,并对其甘油转化率、TB 选择性和催化剂的再生性进行了研究。
1 实验部分
1.1 试剂与仪器
甘油、丁酸、三丁酸甘油酯、二乙二醇二甲醚、1-丁酸甘油酯、甲醇,均为分析纯,Sigma-Aldrich 公司。
7980 Agilent Tecnologies 型气相色谱仪(色谱柱30m×25mm×0,25μm);JPSELECTA Vacuo-Temp 热真空干燥器;BUCHI V800 型真空泵。
1.2 催化剂
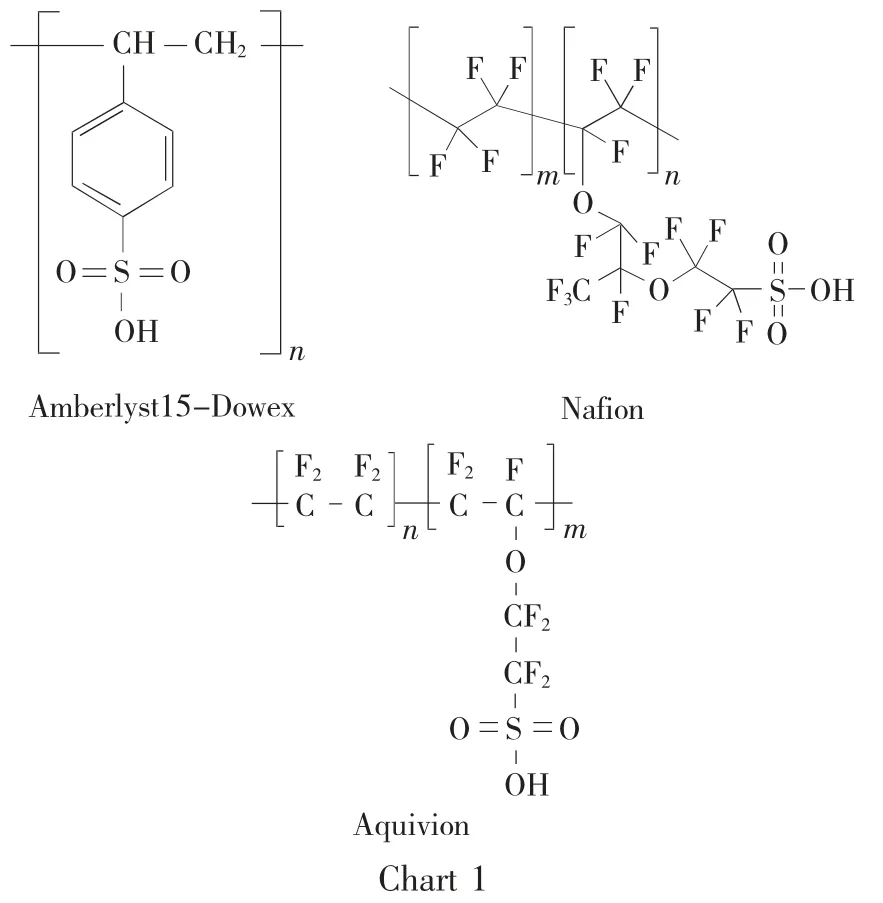
采用了4 种商业离子交换树脂型催化剂(Amberlyst15, Dowex50Wx2, Nafion NR 50, Aquivion PW 79S)。与其他固体酸催化剂相比离子交换树脂有较高的酸性和机械强度,并在一系列酯化反应中都得到了较好的催化效果,被广泛的用于各类催化反应中。
1.3 合成
称取适量的甘油和二乙二醇二甲醚,置于配有冷凝管的二口烧瓶中,依次加入干燥后的催化剂和丁酸,磁力搅拌并加热到一定温度,分别在反应1、2、3、8、24、36、48h 用注射器在烧瓶侧口取样,经微型过滤器过滤到气相色谱仪取样瓶,用甲醇稀释到瓶口处,进行气相分析。
1.4 表征和数据处理
采用内标法,二乙二醇二甲醚作为内标物,得到甘油和三丁酸甘油酯的相对校正因子分别为1.4381和0.6121,计算反应后各产物的质量。检测器温度250℃,进样器温度 250℃,载气为 He,流速 1.7mL·min-1。柱温 150℃,保持 5min,以 5℃·min-1升温到 170℃,再以20℃·min-1升温到 250℃,保持 2min。
2 结果和讨论
2.1 实验条件优化
根据三丁酸甘油酯合成机理,反应产物是一丁酸甘油酯(Monobutyrin)、二丁酸甘油酯(Dibutyrin)、三丁酸甘油酯(Tributyrin)的混合物,改变温度,原料摩尔比,催化剂种类,反应时间等,都将改变各产物选择性。为了研究离子交换型树脂催化剂催化甘油与丁酸反应的最佳反应条件,在压力-970mbar,反应时间4h 的条件下,对温度(80、100、120、140℃),原料中丁酸/甘油摩尔比(3∶1、5∶1、7∶1) 和催化剂(Amberlyst 15)用量(2.5%、5%、7.5%)等参数进行了合成实验。结果见图1。
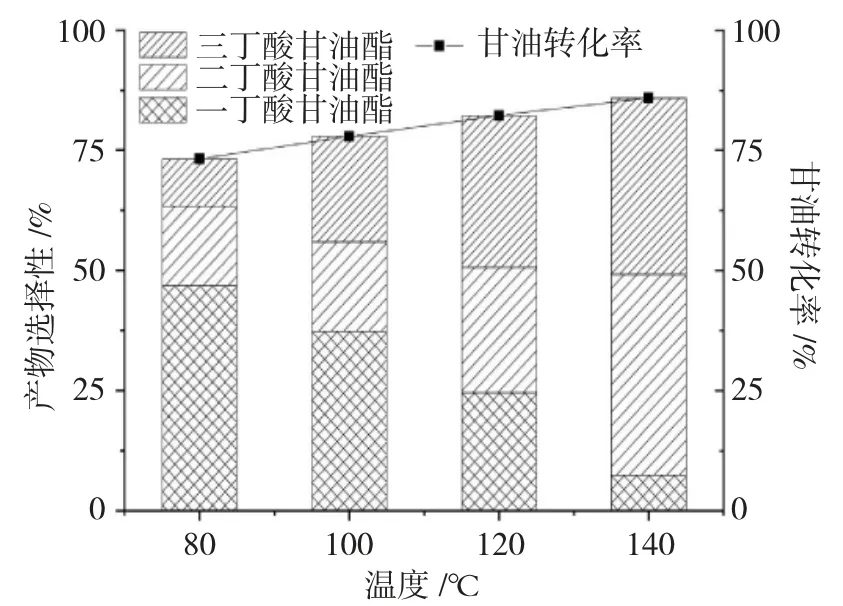
图1 温度对三丁酸甘油酯合成的影响Fig.1 Effect of temperature on reaction system
由图1 可知,在丁酸/甘油摩尔比3∶1、催化剂用量为2.5%的条件下,随着温度升高,甘油转化率不断增大,这主要是由于温度升高,反应物分子间碰撞加强,从而提高了甘油的转化率。当温度从80℃上升至140℃时,甘油转化率从73.2%增加至85.9%。TB 选择性从9.8%上升到36.7%。由于该反应为放热反应,反应温度过高会抑制反应平衡向右移动,因此本实验选用140℃为最佳反应温度。
图2 是在催化剂用量2.5%,反应温度140℃的条件下,甘油转化率和各产物选择性随丁酸/甘油摩尔比变化的结果。
由图2 可知,由于丁酸和甘油的酯化反应是可逆的,增加丁酸的量有利于平衡向右移动,甘油转化率不断增加。当丁酸/甘油摩尔比为5∶1 时,TB 选择性为44.3%,当丁酸/甘油摩尔比为7∶1 时,TB 选择性为46.1%,增加不显著。综合考虑产品选择性和原料成本,我们选择丁酸/甘油摩尔比为5∶1。
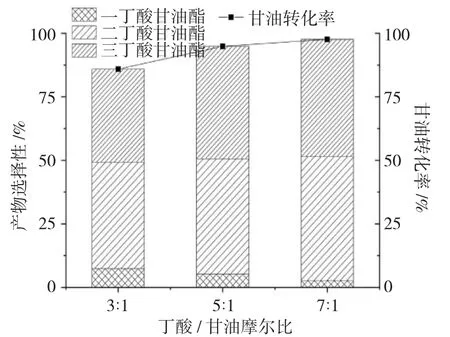
图2 丁酸/甘油摩尔比对三丁酸甘油酯合成的影响Fig.2 Effect of butyric acid/glycerol molar ratio on reaction system
催化剂用量对三丁酸甘油酯选择性的影响,见图3。
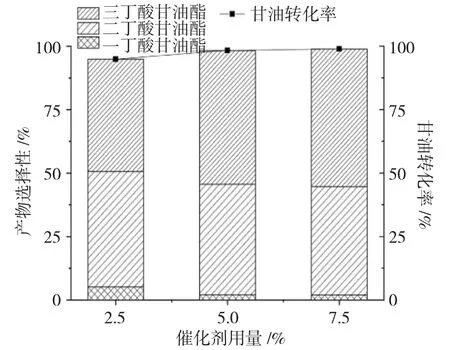
图3 催化剂用量对三丁酸甘油酯选择性的影响Fig.3 Effect of catalyst dosage on reaction system
由图3 可知,在反应温度140℃,丁酸/甘油摩尔比为5∶1 的条件下,催化剂用量变化对甘油转化率影响不大。但随着催化剂用量的增加,反应中可利用的催化活性点位也随之增加,提高了TB 的选择性,当催化剂用量从2.5%增加到5%时,TB 选择性从44.3%提高到52.7%,当催化量从5%上升至7.5%时,TB 选择性增加不明显,综合考虑选择性和成本问题,选用催化剂用量为5%。
通过实验确定了在离子交换型树脂催化剂催化作用下,合成三丁酸甘油酯最佳反应条件为反应温度140℃,丁酸/甘油摩尔比为5∶1,催化剂用量5%。
2.2 催化剂性能比较
在温度140℃,压力-970mbar,丁酸/甘油摩尔比5∶1,催化剂用量5%的条件下对4 种催化剂的甘油转化率和TB 选择性进行了研究,结果见图4。
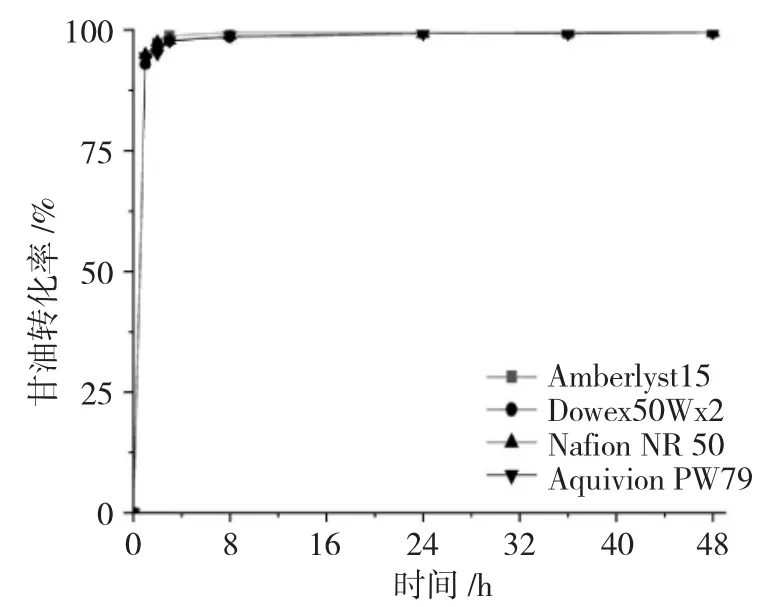
图4 4 种催化剂甘油转化率Fig.4 Percent conversion of glycerol of four different catalysts
由图4 可知,4 种催化剂的甘油转化率变化趋势差别不大,在第1h 全部达到90%以上,在第24h的转化率全部已达到99%以上,之后基本保持稳定。
由图5 可知,4 种催化剂的TB 选择性,随着时间的增加而上升,在24h 后上升变缓。聚苯乙烯型催化剂Amberlyst15 在 48h 的TB 选择性为 85.1%,远高出Dowex50Wx2 的48%,这是由于两种固体酸交联度的不同所造成的,Dowex 催化剂的交联度只有2%,需要在反应介质中充分膨胀,以获得更多的可以进入的活性中心。针对聚全氟乙烯类催化剂,在第3h Aquivion PW79S 三丁酸甘油酯的选择性已经达到92.3%,48h 的选择性达到98.7%,这是由于催化剂结构中含有-CF3官能团,氟元素具有强电负性,导致C-F 键比C-C 键更稳定,具有疏水性[6],加快了酯化反应平衡向右移动,三丁酸甘油酯的选择性大幅度增加。而Nafion NR 50 虽然也是聚全氟类催化剂,但由于它较低的比表面积,存在大量的活性中心不可进入,在48h 三丁酸甘油酯的选择性低于Aquivion。

图5 4 种催化剂三丁酸甘油酯选择性Fig.5 Selectivity of tributyrin of four catalysts

表1 阳离子交换树脂催化剂性质Tab.1 Properties of cation-exchange resin catalysts
2.3 催化剂再生
为了研究Aquivion PW79S 的再生性,在第一次反应后,我们采用了恒压过滤分离其产物和固体催化剂,并用无水甲醇反复冲洗后放置在120℃的真空干燥器中烘干24h,得到再生的催化剂,经过3 次再生,催化剂再生对甘油转化率的影响,见图6,再生催化剂对TB 选择性的影响,见图7。
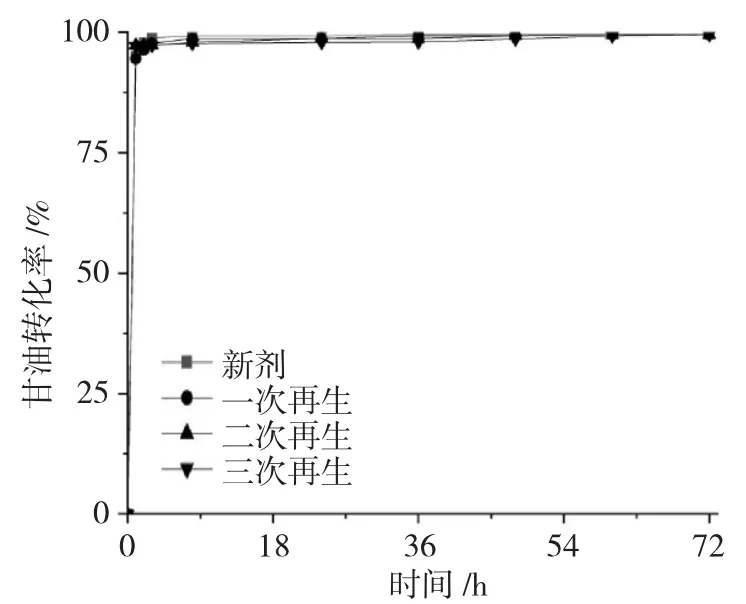
图6 催化剂再生对甘油转化率的影响Fig.6 Effect of regeneration of catalyst on percent conversion of glycerol
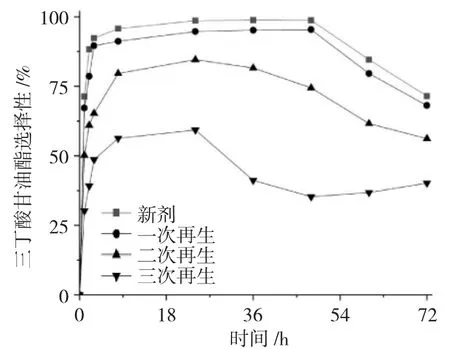
图7 再生催化剂对TB 选择性的影响Fig.7 Effect of regeneration of catalyst on selectivity
由图6 可知,一次再生、二次再生、三次再生后的催化剂在反应中,平衡时的甘油转化率一直保持在98%左右, 说明甘油转化率受催化剂再生的影响不大。
由图7 可知,第一次反应到48h 时,TB 选择性达到最大值98.6%,之后TB 选择性开始下降,到72h 时选择性降到71.5%,进行第一次再生,第一次再生后的催化剂,TB 选择性变化趋势和新剂变化趋势相似,在48h 时达到最大值95.4%,之后开始下降,在72h 时选择性降到68.1%,进行第二次再生,第二次再生后的催化剂在24h 时,选择性达到最大值84.6%,72 h 降到56.2%。第三次再生后的催化剂TB 选择性下降明显,在24h 达到最大值59.3%。这是由于实验初期,催化剂失活的主要原因是孔洞堵塞,在经过无水甲醇冲洗和干燥处理后,催化剂活性能基本恢复。但由于Aquivion 催化剂在水中会发生明显的溶胀现象,随着反应时间不断增长,最终会和反应产物形成均相,粉状Aquivion 催化剂的比表面积只有0.1m2·g-1,这不仅大大降低了催化剂的活性,而且增加了催化剂回收的难度,影响其TB 选择性。
3 结论
(1)使用离子交换树脂型催化剂合成三丁酸甘油酯的最佳合成条件为:温度140℃,丁酸/甘油摩尔比5∶1,催化剂用量5%。
(2)比较4 种催化剂在合成反应中的性能,甘油转化率差别不大,Aquivion 催化剂的三丁酸/甘油酯选择性最高,可以达到98.7%。
(3)由于Aquivion 会在水中发生溶胀现象,多次再生后,三丁酸甘油酯选择性下降明显。
猜你喜欢
烟草科技(2022年6期)2022-06-27
当代水产(2022年1期)2022-04-26
当代水产(2022年2期)2022-04-26
中国饲料(2021年17期)2021-11-02
浙江农业学报(2021年9期)2021-10-09
当代水产(2021年2期)2021-03-29
中华养生保健(2020年9期)2021-01-18
设备管理与维修(2020年23期)2021-01-04
福建畜牧兽医(2020年1期)2020-02-17
中学科技(2017年11期)2017-12-26
