
离线编程技术在车身焊接机器人应用
2021-11-26 07:20韩青
汽车实用技术 2021年21期
韩青
离线编程技术在车身焊接机器人应用
韩青
(安徽江淮汽车集团股份有限公司技术中心,安徽 合肥 230601)
离线编程技术可以有效降低机器人调试时间,缩短车身项目开发周期。文章利用西门子Tecnomatix软件完成机器人坐标系建立、焊接路线规划、程序编程、干涉区设置,将现场机器人现场调试工作转移至软件中,取得了较好应用效果。
离线编程;工业机器人;数字化制造
前言
工业机器人在汽车白车身焊接生产线中应用广泛,焊装生产线机器人数量众多、布局紧凑、工作环境复杂。机器人的运行轨迹示教编程占据了整个焊装项目设备调试周期较大比重,缩短机器人的轨迹示教时间对缩短整个焊装线设备调试周期有着重要意义。
西门子Tecnomatix系列软件为用户提供了一套焊装线数字化制造完整解决方案[1],工程师可以在三维软件环境中完成工艺设计、建模仿真、离线编程及虚拟调试工作,实现生产线制造过程数字化。文本重点讲述基于西门子Tecnomatix软件的离线编程技术应用情况,将机器人调试中的工具坐标系建立、焊接路线规划、离线编程、节拍验证、干涉区设置等工作转移至三维软件中,在设备安装完成之前完成轨迹程序编程工作,从而缩短项目调试周期。
1 建立机器人工作坐标系
机器人编程前需建立工作坐标系,以实现运动参考。工作系包括工具坐标Tool(TCP/RTCP)、基坐标Base。
机器人默认Base0原点位于机器人底座中心处,焊接机器人工作坐标系一般使用车身坐标系Base1。Base1的位置数据X、Y、Z、RX、RY、RZ为Base1原点在Base0坐标系中的坐标值。机器人默认Tool0原点位于机器人第六轴端法兰中心处,在安装工具作用点(TCP)处建立工具坐标系Tool1。Tool1的位置数据X、Y、Z、RX、RY、RZ为Tool1点在Tool0坐标系中的坐标值。
离线程序编程中根据机器人工作内容选取使用Base和Tool坐标系,编程完成后下载机器人程序后得到机器人轨迹程序和参考坐标系Base、Tool数据,调试中采用直接输入数据方法在机器人中建立坐标系,相比传统三点法、四点法现场建立坐标系更便捷,更准确。

图1 基于西门子Tecnomatix的数字化制造过程
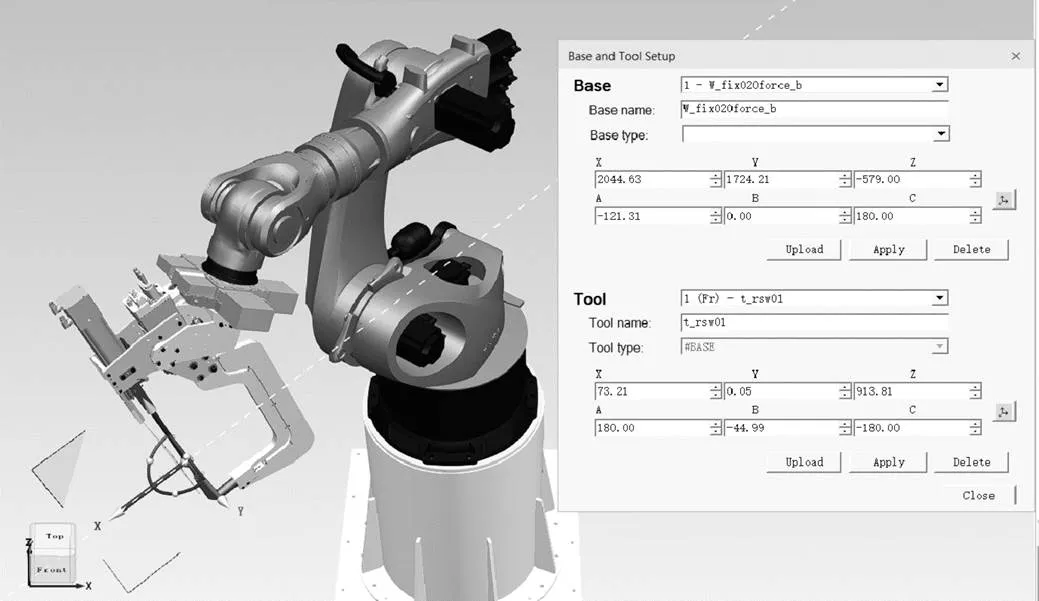
图2 机器人TOOL&BASE设置
2 轨迹程序编程
2.1 焊接路线规划
焊接工位一般包含多台机器人,轨迹程序编程前,需要对工艺焊接路线进行规划,根据焊点位置、机器人及焊枪位姿,合理调整焊点顺序,减少不必要的机器人运行轨迹。
在三维软件中,可以观察到工位焊点分布,分配焊点至机器人,生成焊点路线,根据路线进行优化,调整焊点顺序及焊点分配,达到最优路径。
2.2 碰撞检查设置
在开始各台机器人的轨迹程序编程之前,需要对机器人间可能存在的干涉区域设置碰撞检查。设置碰撞干涉检查是要在正常运行情况下,及时发现机器人与机器人、机器人与工装夹具之间的碰撞干涉,及时调整机器人及工具姿态,或增加过渡限制点调整机器人运动路线。
对于焊枪,由于在焊点打点时电极帽会与工件接触造成干涉,Process Simulate软件能够设置特定物件不检查干涉,将电极帽设置为不检查对象。当轨迹示教完成后再开启电极帽干涉检查,确认过渡轨迹中电极帽与工件是否存在干涉。
2.3 轨迹程序离线编程
在离线编程软件中,编程变得简单许多。通过切换视角可以直观观察到焊枪位姿及隐蔽区域干涉情况,不断调整机器人及焊枪姿态,以最优姿态到达焊点位置。同时借助软件碰撞检测功能,可以实时检测干涉情况,不断调整优化机器人姿态。

图3 焊接轨迹程序编程
2.3.1机器人轨迹点示教
机器人到达某个空间轨迹点时,由于6轴机器人的基本特性,同样的轨迹点,机器人的姿态可能有多种配合,而我们只需要其中的一个姿态,这时候需要config来锁定机器人机器人当前六轴角度,确定机器人的姿态。
机器人轨迹程序包括Home点、焊接点、过渡点。将Home点、过渡点、焊接点连接起来,避开与工件、夹具等设备设施干涉,形成完整的焊接任务轨迹程序。
轨迹示教流程:
(1)设置Home点及Home点Config;
(2)移动机器人到达焊点,调整机器人姿态后进行焊点Config;
(3)添加过渡点,制作过渡轨迹。

图4 轨迹点config
2.3.2机器人轨迹点属性设置
以库卡机器人为例,机器人的轨迹点属性包括:运动方式(Motion Type),工具坐标(Tool),基坐标(Base),加速度(ACC),速度(Speed),逼近值(Zone),焊枪伺服值(Servo Value),行走轴伺服值(Rail Value)。
表1 机器人运动参数
机器人品牌Motion TypeSpeed逼近值 KUKA焊点:PTP过渡点:PTP CD焊点:100%过渡点:100%焊点:FINE ABB焊点:SPOTL过渡点:MOVEL焊点:Vmax过渡点:Vmax焊点:FINE FANUC焊点:linear过渡点:Joint焊点:2 000 mm/s过渡点:100%焊点:FINE
接点工艺参数包括:板厚(Thickness),焊接程序号(Gun ProgNr),焊接压力(Gun Force)等,根据工艺文件要求参数录入。

图5 轨迹点属性设置
当完成轨迹点的制作、轨迹确认及轨迹点config后,需要对轨迹进行属性设置,完成完整编程。
2.3.3运行验证
第三方编程软件一般只机器人运动模型,通过设定模型机构运动函数实现机器人运动,与真实的机器人运动算法相差较大,为了进行节拍测试及优化,需要进行机器人RCS(Realistic Controller Simulation)连接,使机器人更加接近现场实际运行状态。
加载RCS后,机器人节拍精准度可达95%,机器人轨迹更为精准,过渡更为圆滑,接近机器人真实运动方式。
3 机器人干涉区
点焊工位往往有多台机器人同时作业,每台机器人焊点位置,焊枪类型,焊接姿态都不相同,每台机器人都有自己的焊接路线,难免出现机器人之间相互干涉。这个时候就需要加入机器人互锁干涉区,避免出现干涉撞机事故。
借助离线编程软件,可以生成机器人及工具运行轨迹包络体(图6),直观显示出空间内各机器人运行路线空间占用情况,相邻机器人运行轨迹包络体重叠部分即为机器人干涉区。

图6 轨迹包络体

图7 干涉区包络体
存在干涉区的机器人轨迹需进行焊接路线优化,消除或减小干涉区,得到最优路径程序。轨迹优化完成后,无法消除的干涉区在离线程序中添加干涉区进入、离开信号,完成干涉区设置工作。
相比现场调试靠人工目视核对机器人干涉区,离线编程生成干涉区包络体更加直观、准确、高效。
4 实施应用
在项目实施过程中,离线程序取得了较好的应用效果。离线编程完成后下载程序导入机器人中运行验证。程序读取正常,无报错信息。Home点位姿与离线状态一致。
以某工位weldA焊接程序为例,机器人焊接任务包含40个焊点,工位夹具夹爪分布密集,示教难度较大,部分区域人工难以观察焊枪静电极位置,现场示教需不断调整机器人及焊枪姿态,躲避障碍到达焊点位置,完成编程预计至少需要8小时。

图8 调试时间对比
轨迹程序共包含40个焊点,305个过渡点。离线程序仅三处轨迹点与夹具干涉,准确度率达到90%以上。干涉位置增加过渡点限制轨迹后解决。离线程序手动低速验证及干涉点调整处理总计耗时40分钟,相比人工示教8小时,节省时间80%以上,取得了较好的应用效果。
5 结论
通过离线编程技术的应用,将部分机器人现场调试工作转移至电脑软件中,最大限度缩短机器人现场调试周期,减少车间机器人停工时间,为新产品上市占领市场赢得先机。离线编程技术是响应数字工厂[2]、智能工厂要求的重要技术,是实现工业4.0不可缺少的一环,必将得到越来越多地重视和发展。
[1] 于永初.Realize LIVE西门子数字化在加速[J].汽车工艺师,2019 (06):8-10.
[2] 熊容廷,宋艳丽.数字工厂技术在汽车焊装中的应用[J].汽车零部件,2020(03):96-98.
Application of Off-line Programming Technology in Body Welding Robot
HAN Qing
( Technology Center of Anhui Jianghuai Automobile Group Co., Ltd., Anhui Hefei 230601 )
Off line programming technology can effectively reduce the robot debugging time and shorten the development cycle of body project. In this paper, Siemens Tecnomatix software is used to complete the establishment of robot coordinate system, welding route planning, program programming and interference area setting,to transfer the on-site robot debugging work in the software, and achieved gratifying successes.
Off-line programming; Industrial robot;Digital manufacturing
10.16638/j.cnki.1671-7988.2021.021.043
U466
B
1671-7988(2021)21-163-04
U466
B
1671-7988(2021)21-163-04
韩青,就职于安徽江淮汽车集团股份有限公司技术中心,从事车身及总装自动化工艺设备工作,致力工厂数字化、智能化研究。
猜你喜欢
电脑知识与技术(2022年15期)2022-07-02
汽车实用技术(2021年20期)2021-11-12
电子制作(2021年13期)2021-07-20
汽车工程(2021年3期)2021-04-14
电脑爱好者(2020年23期)2020-12-30
中国电气工程学报(2020年15期)2020-11-16
科海故事博览·中旬刊(2020年4期)2020-06-15
科技视界(2020年9期)2020-05-18
智能制造(2017年4期)2017-07-24
电脑爱好者(2015年5期)2015-09-10
