
弹射止动器壳体成形工艺优化
2021-11-25 12:56:18袁牧雨夏怀树
中国军转民 2021年14期
■ 袁牧雨 夏怀树
1 概述
30CrNi2MoVA 钢是一种利用钼钒碳化物强化的低合金结构钢,适于制造截面厚度不大在高温回火后使用的零件,也常用于制造截面厚度小于50mm 的高强度构件。因此,除兵器工业生产中已被广泛使用外,航空工业生产中亦被采用,如导弹、火箭发射装置生产。该钢在我厂生产的某型产品部件中被采用,如弹射止动器壳体[1-3]。该材料可锻性比较好,最佳锻造温度范围比较宽(850~1160℃)。
本文研究的30CrNi2MoVA 钢弹射止动器壳体其外形结构较为复杂,成形难点主要位于“牛角型”底部,在实际生产中出现的主要问题为夹伤严重,出坯复杂且不稳定,制坯及模锻火次多,坯料及锻件打磨量巨大,这些严重地影响了锻件生产进度。因此,为研究该弹射止动器壳体的成形过程以解决上述问题,本文对其进行了工艺分析与优化设计,进而指导实际生产,加快生产进度,制备出合格锻件。
2 初始工艺方案的制定
2.1 弹射止动器壳体锻件图的制定
根据零件图及其技术要求绘制锻件图(图1)。锻件结构较复杂,具有窄长的“牛角型”构造,出坯复杂且不稳定、底部牛角尺寸制坯难以控制,锻件外形底部牛角型为非加工面。
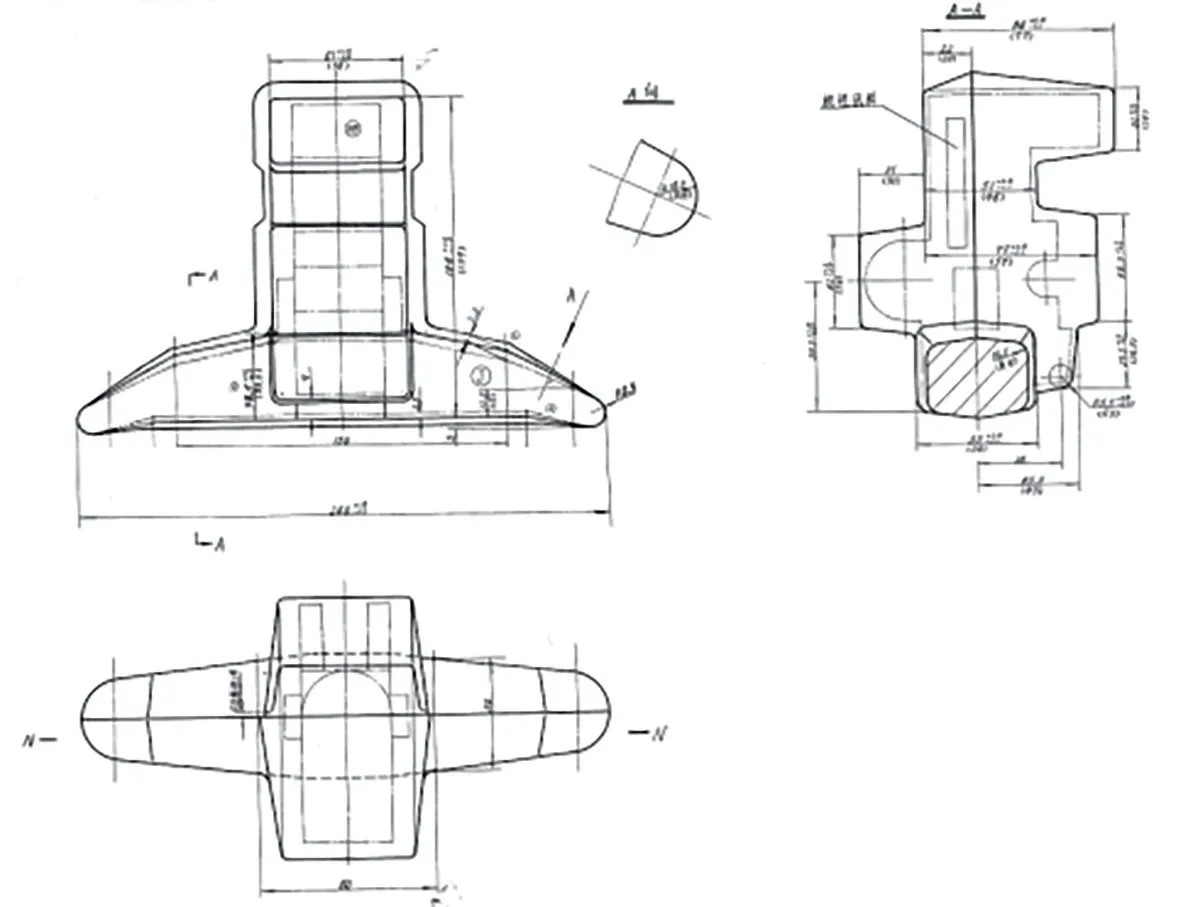
图1 弹射止动器壳体锻件图
2.2 工艺方案的制定
该锻件总长度约为144mm,最宽处度约为240mm,长宽比达到0.6,外形结构较为复杂。通过对其进行工艺分析,确定工艺为自由锻出坯加模锻成型。由于锻件的形状特殊性,出坯过程中存在两个主要难点:①锻件中牛角部位较难成形,因此在自由锻过程中必须要成形出“牛角型”底部,如果制坯不合理,尺寸不到位会造成该部位填充不完全。②锻件底部形状复杂。制坯过程极易出现夹伤,制坯火次多,坯料及锻件打磨量大,如果制坯不合理,会造成该部位终锻成形时也容易产生夹伤,影响产品质量,增加模锻火次,严重影响生产进度。
因此,综合对该锻件各部位成形难易程度的分析,并依据模具设计手册[4]及实际生产经验,初定其成形工艺方案为:(3 火次回火制坯+排伤)+(3~4火次模锻成型+排伤)。经计算确定初始下料规格为Φ90mm×230mm。自由锻设备为750Kg 自由锻锤。终锻成形设备为5T 模锻锤。
3 成形结果分析
3.1 初始方案结果分析
对初定工艺方案进行实际锻造分析。锻件坯料成形效果很不理想,底部尺寸难以控制,且在过渡区根部夹伤严重,而且也会导致模锻出现夹伤及打不满现象,需要多次排伤、多火次制坯及模锻,增加报废风险和工作量与机加费用,延缓生产进度。
在该锻件成形过程中,导致模锻成形困难的因素总结如下:①坯料制坯困难,尺寸难以控制,制坯坯料稳定性较差。“牛角型”坯料与模具不契合,成形过程易产生夹伤及充型不满现象。②机加去除制坯夹伤后,模锻尺寸不足并未从根本上解决夹伤问题,导致终锻时再次出现夹伤。
3.2 优化设计
对初定工艺方案的分析可知,弹射止动器壳体制坯缺陷大,严重影响最终模锻件的成形周期。因此,针对上述明显的缺陷做出必要的优化设计。
⑴ 制作胎模,优化制坯,减少打磨(图2)。将原始棒料放在胎模中经一次锻造制坯且无夹伤,显著降低火次,节约时间成本。

图2 胎模实物图
⑵ 底部做圆,便于模锻。将胎模底部做圆,顶部椭圆这样制出的坯料与终锻模具高度契合,避免模锻时容易出现夹伤的问题。
⑶ 观察模锻毛边分布,减少火次。根据所制坯料的模锻件毛边分布情况更改仓部容料,减少火次,这样可明显提高锻造效率。
针对上述改进方案,进行制坯过程分析。与初始方案相比,可明显看到过渡区圆滑无夹伤。将改进后的坯件放入终锻模膛中进行成形分析。优化后的最终锻件成形质量良好,各部位充填饱满。制作弹射止动器壳体51 件,抽样20 件进行尺寸检测,抽样合格率100%。完全达到图纸要求。各项性能指标检测合格,符合力学性能要求。这说明工艺优化取得显著效果。
4 结论
用此工艺工装已成功生产出符合要求的锻件,因此工艺制定和模具设计达到了预期目标,可以为钢质弹射止动器壳体成形提供有益参考。此工艺方法优点为:
(1) 确定该锻件成形工艺为:一火次胎模锻+一火次模锻成形。同时,减少了回火次数,节约了时间成本和机加成本,显著提高了生产效率。
(2) 针对该坯件底部易出现夹伤和充型不满等问题,在自由锻时增加胎模,控制坯料尺寸和形状,从而避夹伤和充型不满的材料问题。
(3) 制坯后模锻成形工艺完全能够实现钢质弹射止动器壳体零件成形,并能保证尺寸和性能要求,成品率达到100%。
(4) 模锻能够保证金属流线的完整,细化晶粒,提高工件的性能。优化后进行实际生产验证,结果表明,弹射止动器壳体成形质量良好,无明显缺陷,符合产品的使用要求。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23 09:05:48
黄河之声(2022年5期)2022-06-21 07:57:40
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
锻造与冲压(2020年23期)2020-12-18 03:22:24
科学导报·学术(2020年14期)2020-10-14 14:15:02
锻造与冲压(2018年7期)2018-05-29 08:08:08
小青蛙报(2017年11期)2017-04-25 13:17:57
小天使·二年级语数英综合(2017年4期)2017-04-18 17:03:50
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
