
基于DSP伺服驱动的工业缝纫机控制器设计*
2021-11-23 08:12俞建军
机电工程技术 2021年10期
俞建军
(浙江机电职业技术学院,杭州 310053)
0 引言
随着电子技术的发展,国内外工业缝纫机厂家开发了各式的电脑控制器。国内著名的缝纫机公司,如上海上工、中国标准、广州华南、浙江中捷、中国飞跃等,都开发了拥有自主品牌的缝纫机电脑控制器;在国外,有韩国日星、日本三菱电机等缝纫机公司开发的电脑控制器。国内外的众多期刊和专利文献,介绍了各种缝纫机控制器的开发经验,有用微处理器开发的缝纫机控制器[1-3],有基于DSP技术开发的控制器[4-5],但还存在着诸多的不完善和不完美,如不能用在线参数修改的方法来改变缝纫机控制器的应用,或无法通过网络对缝纫机进行监控和管理。为此本文设计了一种基于DSP伺服驱动的工业缝纫机控制器,可通过修改上位机软件参数快速应用于平缝机、包缝机、绣花机等多种类型缝纫机的控制。
1 工业缝纫机机电控制系统架构
工业缝纫机机电控制整体架构如图1所示,包括两个部分:电机及控制箱体部分和缝纫机机头部分。缝纫机机头部分包括针脚部分、机头内部的电磁铁、皮带和皮带轮部分、机针上下位置检测部分、操作面板等。电机及控制箱体部分包括电机、电机端皮带轮、踏板速度调节器、电机内部的霍尔传感器及控制箱。控制箱内部包括电机驱动器和控制单元。电机驱动器和控制单元是缝纫机电脑控制器设计的重点。电机的三相电源由驱动器提供,无刷直流电机上安装有一般常用的三相输出霍尔元件(Hall Sensors),电机的霍尔接口与驱动器进行连接[6];控制单元的I/O端口与驱动器的I/O端口进行连接;光电编码器信号同时输入控制单元和驱动器;踏板速度调节器与控制单元进行连接。缝纫机机头通过皮带轮由电机带动;机针上下位置检测信号输给控制单元,缝纫机机头的剪线、跳线、抬压脚等动作由控制单元发出;机头上的操作面板通过通讯线与控制单元相连。

图1 工业缝纫机机电控制整体架构Fig.1 Framework for industrialsewingmachine
2 缝纫机电机驱动器的设计及应用
2.1 DSP伺服驱动器的构成及针位控制配线
电机驱动器主要由控制板和功率板组成。控制板是基于数字信号处理(Digital Signal Processing,DSP)和可编程逻辑(Complex Programmable Logic Device,CPLD)设计,核心DSP芯片采用美国TI公司的TMS320F2812。CPLD采用ALTERA公司的EPM7064型号芯片[6]。得益于DSP强大的数字处理能力和CPLD灵活的数字电路应用,控制板产生高频脉宽调制(Pulse Width Modulation,PWM)控制信号,与功率板结合进行电源逆变,输出可变三相交流电驱动伺服电机,实现运动控制,控制板编程灵活,可以适应各种不同的电机驱动要求。在高速工业平缝机中,选用含三相霍尔元件、550 W、3 000 r/min的无刷直流电机作为伺服电机效果较好。
功率板是一个电源逆变器,其功率器件是日本三菱公司生产的智能模块IPM-060,通过逆变输出伺服电机所需的三相交流电。功率板不但产生大功率三相交流电,还具有电子刹车控制功能。功率板输出三相逆变交流电给缝纫机电机,是一种高频、高压电源,所以驱动器电源端口配线应越短越好,电机动力电源线应带屏蔽且远离其他弱电控制单元。
如图2所示,驱动器接口CN1是RS232/485串联接口,与上位机相连,上位机安装伺服调试软件Windows Based Easy Tune,可对驱动器进行参数设定和程序更新,并由此可实现远程监控。缝纫机机头的光电编码器和电机的霍尔传感器信号通过CN2接入驱动器;CN3为电机驱动器的受控指令输入接口,接受来自控制单元的伺服启动与系统重置信号,亦包括一些电机运动控制命令,如位置脉冲信号、0~5 V的速度命令、电机急停信号、旋转方向信号和机械原点信号等。电机驱动器有3种控制模式,即位置控制、速度控制和转矩控制。

图2 缝纫机电机驱动器针位定位控制配线Fig.2 Needleposition control wiringdiagram for sewingmachinemotor driver
基于DSP设计的伺服驱动器相比于一般伺服驱动器的优点是通用性强和能实现联网[7]。采用DSP芯片,减少了外围电路器件,使电路高度集成化,降低了能耗,提高了系统的可靠性,降低了成本[8]。采用了以DSP芯片为核心技术的硬件设计并配以灵活可变的应用软件,使驱动器的通用性大大增强,可适用于各种交直流伺服电机、无刷直流电机及向量感应电机等的控制,经软件调整后可方便地应用于各类缝制设备。驱动器通过电脑联网可以监测整个生产区工业缝纫机的运行情况,提高生产力与管理效率,降低成本,促进企业管理的信息化。
2.2 Windows Based Easy Tune软件
若是希望缝纫机电机在不同负载的情况下,都能得到最佳的动态响应,则必须进行控制参数的调整[9]。可以在速度控制下利用Windows Based EasyTune软件来进行控制参数的调整。可以调整的参数区分为系统参数(System Parameters)与控制参数(Control Parameters),图3所示为EasyTune调整控制参数的画面。
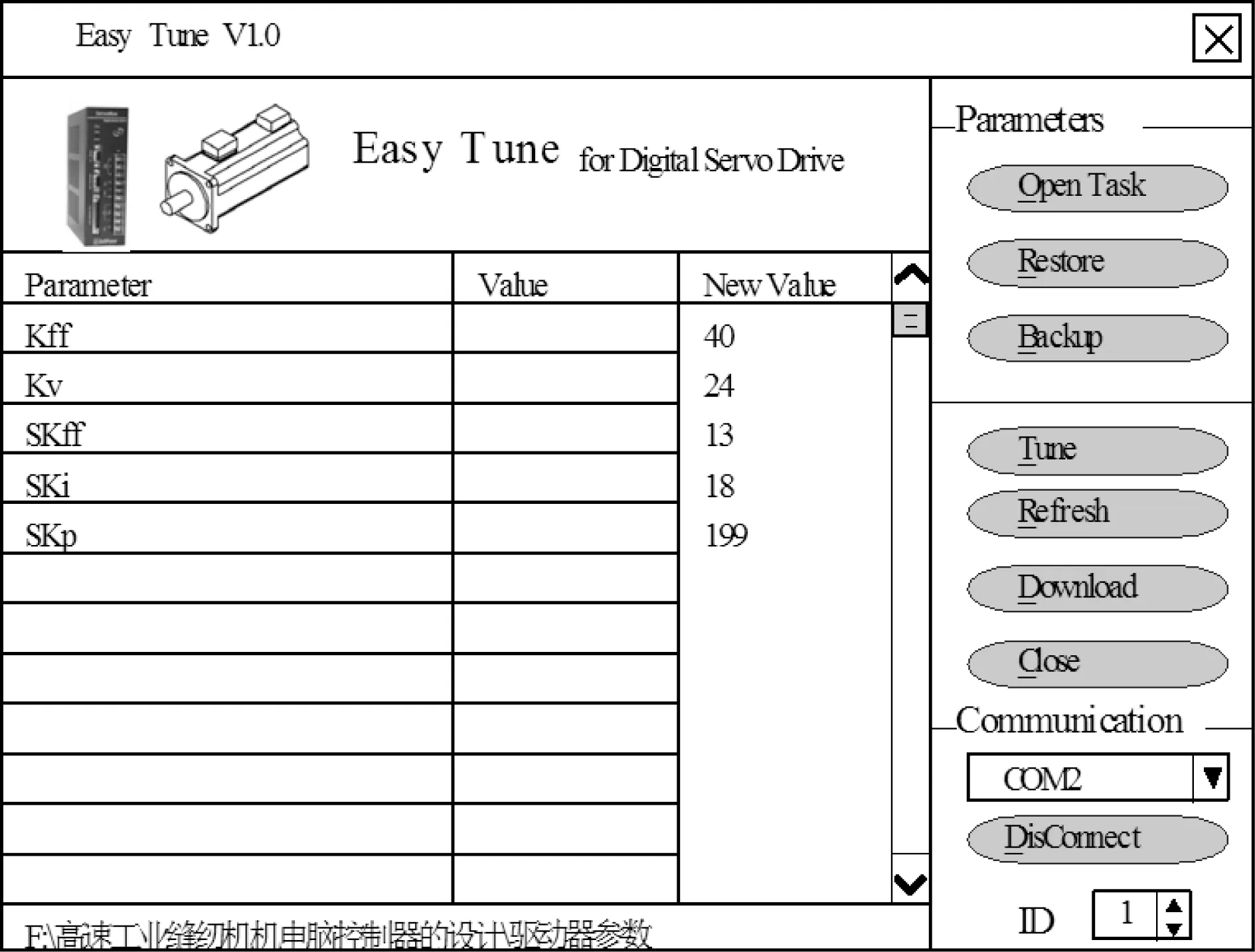
图3 EasyTune调整控制参数的画面Fig.3 Adjustingcontrol parameterson Easy Tune
图4 所示为驱动器的伺服控制方块图,图中参数与缝纫机电脑控制器的动态响应有关系,调整控制参数,可以改善针位控制的动态响应。各控制参数说明如下。
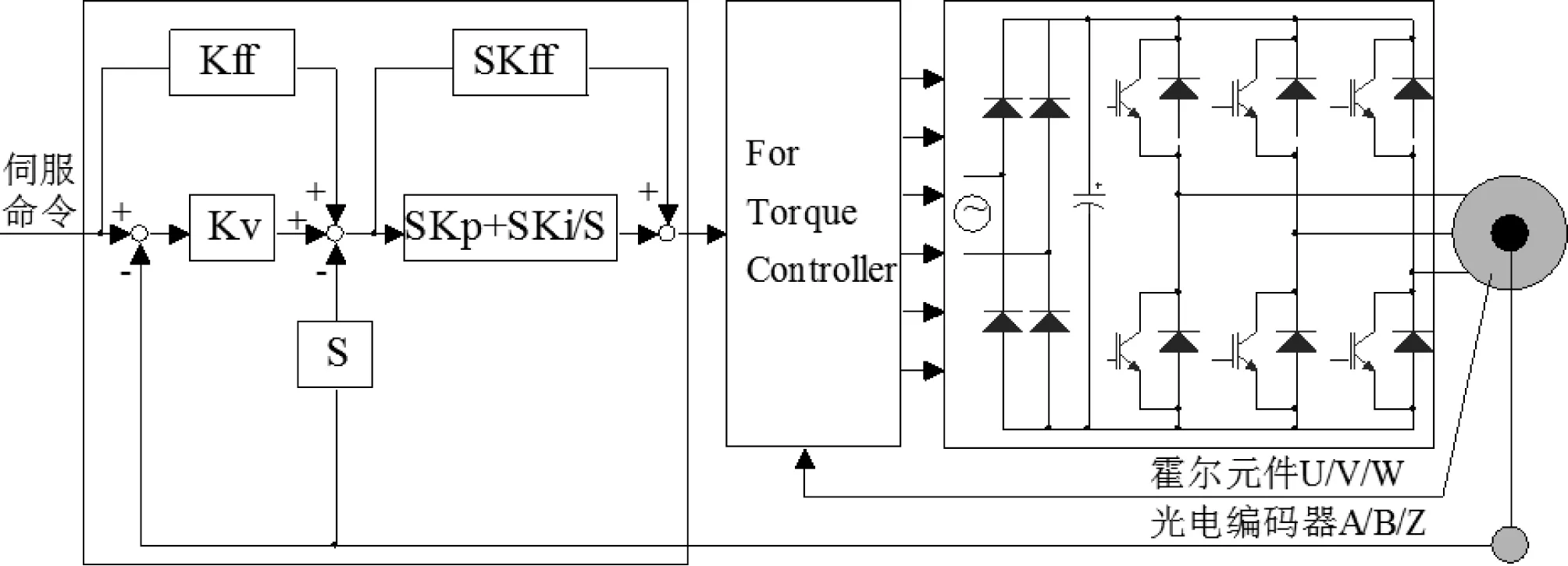
图4 电机驱动器伺服控制方块图Fig.4 Control block diagramof servodriver
(1)Kv(位置回路控制器增益)和Kff(位置回路前馈控制器增益)用来调整位置控制的动态响应。数值越大,反应越快,但也越容易发生超调现象,导致电机震动。负载越重,反应则越慢,因此应将数值调小,反之,数值可以调大些。Kv可调范围为10~35,预设值为15;Kff的可调整范围为0~100,预设值为50。
(2)SKff(速度回路前馈控制器增益)和SKp(速度回路比例控制器增益)的功能在于改善速度变化的动态响应,负载增加时,应调低数值。Kff可调整范围为0~16,预设值为14;SKp可调整范围为10~300,预设值为190。
(3)SKi(速度回路积分控制器增益)的功能在于改善稳态速度误差,SKi可调整范围为1~30,预设值为20。
以上参数可在Easy Tune软件中调整(图3)。
3 控制单元及其他模块的设计
3.1 控制单元硬件构成
整个工业缝纫机电脑控制器采用了模块化设计和软件控制方式,核心的设计单元是DSP伺服驱动器和控制单元,其中控制单元主要负责工业缝纫机的各种缝制功能实现,从操作面板得到花样缝制信息,接受光电编码器的信号,对伺服驱动器输出各种命令,精确控制上下针停车位,输出剪线、跳线、抬压脚等各种命令。
控制单元包含一块单片机,其I/O接口与电机驱动器的I/O接口连接,其主要信号有伺服ON,输入数位重置,紧急停止,旋转方向,停针位置等,控制单元的I/O信号需经74LS373芯片锁存输出,如图5所示。

图5 控制单元主电路Fig.5 Main circuit diagramof control unit
控制单元与电机驱动器主要通过图2中的CN3端口连接,电机控制方式有位置控制、速度控制和扭矩控制,一般采用速度控制方式,信号为0~5 V模拟量,在控制单元中用DAC0832进行数模转换,信号提供给电机驱动器,采用速度控制方式可实现交流无级调速和无机械接触调速,最高针速达5 000针/min,调整范围为80~5 000针/min。
装在缝纫机机头上的增量式光电编码器的信号同时输给控制单元和电机驱动器,在控制单元中用AM26LS32芯片对光电编码器的差分信号进行处理,对电机的旋转数或缝制针数进行计数。控制单元控制高速工业缝纫机的自动倒缝、挑线、剪线、车针定位等,都采用电磁铁操作,电磁铁采用36 V电压,控制单元输出的信号必须用光耦进行隔离和功率放大,功率放大器件采用功率场效应管IRF640。操作面板包含一块89S51的单片机,具有多个开关及显示单元。多个开关将缝纫机操作指令提供给控制单元,操作面板内有存储芯片用来存储缝制程序,采用带自动存储的SPI串行非易失性静态RAM芯片X24C45,在面板上有多种的花样缝制程序选择和指示灯;控制单元和操作面板之间采用RS485通讯,通讯芯片采用DS75176B。调速器中装有霍尔元件,由踏板控制,其通过霍尔元件输出0.13~5 V电压,可经控制单元选择,作为伺服驱动器的速度命令,按踏板轻重实现自由缝制;或者作为开关信号,由控制单元来判断其是否有效,作为花样缝制开始的信号。
3.2 控制单元主程序流程
按控制单元的功能制定控制单元主程序流程,如图6所示。
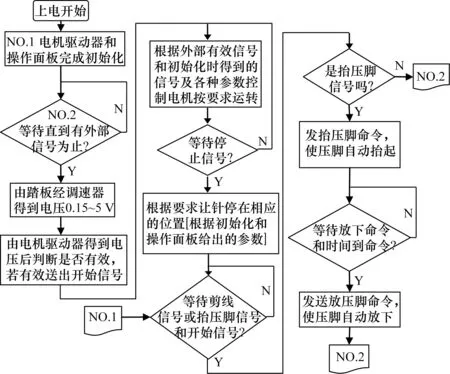
图6 控制单元主程序流程Fig.6 Flow chart of main program of control unit
3.3 车针精确定位控制
缝纫机控制的难点是车针的精确定位,若车针停位不准,会引起自动剪线时断针和后续缝制程序紊乱,进而严重影响用户使用体验。在复杂的花样缝制过程中,电机频繁地进行“快速启动-高速运转-快速停车”过程,缝纫机控制器需在不同的速度和加速度下使机头惯性停车,要求快速、平稳、精确,然后使车针精确地停在上针位或下针位。
假设缝纫机高速运转时脚踏板发出停车命令。驱动器收到停车命令后,内部给一速度命令(300 r/min);缝纫机转速应在50 ms内调整到300 r/min左右(T1<50 ms);此后驱动器按此速度运转并检测缝纫机机头上光电编码器反馈信号,在将要到停车针位并检测到Z相信号时减速并制动,在下个Z相脉冲到来前使缝纫机转轴恰好停在应有的针位。要求误差不能超过±5个编码器脉冲,停止时间应在50 ms内(T3<50 ms)。从速度命令为零到缝纫机停转总的时间应控制在300 ms内(T1+T2+T3<300 ms)。停止时要稳,不能出现反转调整的现象。
为了实现车针精确定位控制,应保证车针停位位置的一致性。首先,光电编码器在车针传动轴的安装必须遵循固定的方式。安装原则是调整光电编码器的角度,使其Z信号的反馈恰好位于上针位,而下针位的位置与Z信号相差180°。其次,为了避免安装时的角度误差,在驱动器中用软件设定角度补偿机制,其设定方法是以Z信号为原点,可分别在Easy Tune软件中设定上针位、下针位和Z信号之间的脉冲位移量(offset),以达到更精准的车针定位控制。
4 结束语
本文设计的工业缝纫机电脑控制器由操作面板、控制单元、踏板调速器、电机驱动器及伺服电机等组成。控制器应用了通用型的DSP伺服驱动器,通过上位机软件可对驱动器参数调整,使控制器可适用于多种缝制设备,包括平缝机、绣花机、包缝机等。控制器以计算机软件参数调整来拓展硬件应用,采用高性能的DSP、CPLD、三菱IPM、单片机等元件,性能稳定,应用灵活,操作简便。控制器可通过RS232/485连接上位机和通过TCP/IP接口联网,使整个车间的控制器工作情况得到监测,提高生产效率,降低成本,提高了企业的信息化水平。该工业缝纫机控制器功能完善,性能可靠。可实现自由缝前后加固;可选择4种程序缝制,且段和针数任选;可提针、补针、手触倒缝、再缝制等;可选择上、下针位停针,停针准确;可缝制针迹补偿;控制器数据存储量大,有掉电数据保护;具有自检功能;有过电压、欠电压、过电流保护及堵转、皮带脱落保护等。
工业缝纫机仍是缝纫设备的主要产品,我国年产50万台以上。如果能及时掌握电子器件市场的发展趋势,提高数字电路集成度水平,简化硬件电路,采用DSP开发电脑控制器,其性价比可领先国内外同类产品。
猜你喜欢
辽宁丝绸(2022年1期)2022-03-29
国际纺织导报(2021年7期)2021-09-29
现代青年·精英版(2021年6期)2021-07-06
作文周刊·小学一年级版(2020年20期)2020-09-02
电脑爱好者(2020年6期)2020-05-26
趣味(语文)(2018年8期)2018-11-15
北京航空航天大学学报(2017年5期)2017-11-23
红岩春秋(2017年9期)2017-10-11
光学精密工程(2016年5期)2016-11-07
西安交通大学学报(2014年7期)2014-04-16
