
基于改进PSO-DMC-PID的电缆线径预测控制
2021-11-22 08:14孟令政
物联网技术 2021年11期
孟令政
(珠海格力电器股份有限公司,广东 珠海 519000)
0 引 言
电缆线[1-3]绝缘厚度生产的重点在于控制挤塑机稳定挤出绝缘材料并将金属芯径以一定厚度均匀包裹。传统生产工艺采用经典的闭环控制法。此控制方法结构简单、稳定性好,但产品的质量严重依赖被控模型的精度和PID参数的设置。线径挤料系统本身具有迟滞性、时变性和非线性的特点。而传统的PID控制在挤料系统中的表现存在系统参数变化响应速度不够快、抗扰动能力不够强等缺点。无法适应和满足当今市场上对线缆的需求。
如何提高线径绝缘厚度控制精度是电线电缆技术急需解决[4]的重点问题。为此,国内外专家学者将智能算法引进该领域来解决实际问题。有学者提出用动态矩阵预测[5]解决线径控制系统的滞后与惯性问题。Li等[6]采用了蚁群算法谋求得到合适的PID参数,并引用卡尔曼滤波算法来抑制生产中的扰动。该方法效果明显,但运算量大,对设备的软硬件要求高。Smith[7]设计了Smith预估器来整定传递函数中的滞后项,消除系统滞后性。但同时也影响了传递函数,导致控制系统出现偏差。
以上算法对传统PID控制在多干扰和时滞性方面有一定改善,但仍有不足。对此,本文提出一种改进PSO-PID预测控制算法,首先将PID控制器的三个参数经过改进粒子群算法[8]自适应寻优;再利用动态矩阵提前预测,根据建立的预测模型求出调节的控制量,使系统做出调整,从而提高控制系统的响应速度、控制精度并改善其滞后性,满足线径产品生产的要求。
1 线径控制系统建模
1.1 线径控制系统结构
电缆线径挤出系统主要包括放线机构、挤塑机、线径测试仪、冷却装置、牵引装置、收卷机构等。当芯径线放线单元放卷后,在主辅牵引机的牵引作用下,以一定速度进入挤塑机内。与此同时,绝缘原材料经过除湿和加热熔融[9]处理后被旋转的螺杆推挤出机头,通过操作工事先根据产品要求选择的模具挤出成形,均匀包裹在金属芯径线上;测径仪和火花测试仪将先后检测产品的线径数据和质量情况,并及时上传。定型后的线材收于收线盘上。线径挤出机控制系统结构如图1所示。
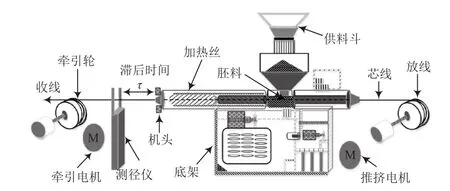
图1 线径挤出机控制系统结构
1.2 对象系统建模
考虑到机头附近的高温、蒸汽及电缆冷却收缩等因素,所以测径仪的设置位置距离机头较远。测径仪最初得到的线径数据并非当时机头模口处的线径值,因此系统调节具有滞后性。挤出机的产品生产速度主要是由牵引电机转速与推挤电机转速共同决定的。为保证更好地控制线径生产,一般设定推挤电机转速恒定。在推挤速度恒定情况下,滞后时间求解公式为:

式中:L为测径仪与机头的距离;Vtraction为牵引速度。挤出机结构可等效为一阶惯性环节和纯滞后环节的组合,使用直流闭环调速系统进行调速,该机构可用二阶惯性环节近似描述,因此挤出机线径控制系统模型可近似表示为:

式中:K是比例系数;T1、T2是惯性时间常数。本文选取的被控对象的传递函数为:

2 基于改进PSO-DMC-PID的控制系统设计
2.1 系统框图设计
挤出机在推挤胚料的过程中,两根胚料接头处存在间隙或者断裂等情况都将使系统难以对出线进行有效控制,从而使得线径波动较大。其具体表现是:线径误差波动先慢慢变小,然后在胚料出现间隙或者断裂的时候误差突然变大,且以较大的幅度出现。可以将上述情况视为某一扰动信号在系统运行时突然出现而导致系统出现波动。
针对挤出机系统的结构特点,设计出基于改进PSODMC-PID的线 径控制框图,如图2所示。

图2 改进PSO-DMC-PID线径控制框图
改进的PSO-DMC-PID线径控制由两部分组成,分别为控制部分和预测部 分。前者是由改进粒子群和PID控制构成,后者则是以DMC预测算法为主。首先系统使用DMC预测算法计算下一时刻的机头模口线径值yp,并与给定期望线径值yr进行比较,得到误差值e和线径误差变化率ec;将上述两个量作为改进PSO-PID控制器的输入量,然后利用改进粒子群算法对PID三个参数进行在线优化整定。控制器输出量v作用在线径挤出机的调速器上,作为调速器电机的输入电压,用来调节电机的转速,从而达到控制线径的目的,最终得到期望的线径值。
2.2 改进的粒子群算法(SCPSO)
由于粒子群算法在快速收敛时种群的多样性容易丧失,导致算法出现早熟的现象。因此,本文对粒子群算法进行了改造,改进粒子群算法(SCPSO)是根据算法的收敛情况得出全局调整概率,由自适应的概率为算法引入交叉变异操作,以此改善种群过早收敛的情况并加强全局最优粒子的局部细搜索,最终得到全局最优值。
此时可以通过自适应变异概率来判别是否引进交叉变异操作。自适应变异概率定义为:

式中:u和σ是变异率的调节参数;Re是最优值连续不更新或者更新不明显的代数。种群如果更新顺利,则不干预;相反,更新受阻时Re值将不断累加,那么自适应变异概率增大,则需要对种群开始调节。
首要的操作是备份当时的全局最优粒子,而后按顺序依次将整个种群粒子取出,判断取出的粒子与全局最优粒子的变量空间距离是否小于阈值。如果是,则进行交叉操作,以加强该粒子与此时全局最优粒子中间区域的搜索。两个粒子空间距离定义为欧氏距离,则有:


交叉操作按照下式进行:

其中:cx1、cx2是交叉操作的子粒子;x1、x2是父辈粒子;e是一个(0,1)中间的d维随机数列。
交叉操作执行以后,计算新粒子的适应值。如适应值减小,则用新的粒子替换原来的粒子;如适应值变坏或者不变化,则引进以下的变异操作,对粒子周围加强搜索,变异后取适应值最佳的粒子替换原来的粒子。具体操作如下:

式中:mx1、mx2是变异的粒子;t是当前种群迭代的代数;T是变异的权值。
改进PID算法需要选取使控制达到最优效果的适应值函数[10],本文选用时间乘绝对误差的积分(Integral Time Absolute Error, ITAE),即 :

2.3 DMC算法原理
动态矩阵预测控制是基于阶跃响应的增量控制。其利用预测模型,根据过去和当前的偏差值来预测未来的偏差值;然后通过滚动优化的方式,确定此时的最优输入[11]。对于工业对象的时变、非线性等有着较好的适应度。
2.3.1 预测模型
预测模型是通过对测定对象采集输入输出数据建立的。首先测定对象单位阶跃响应的采样值ai=a(iT),i=1, 2,...,其中T是采样周期[12]。根据采样值建立模型的预测向量为ai=[a1...aN]T,N表示建模时时域长度。然后假设其他情况不变,在K时刻对对象施加一个控制增量Δu(k)时,仅在Δu(k)起作用的情况下可以得到未来时刻对象的N个输出值。则对象未来的p个预测输出值向量可表示为:

式中:ym(k)为k时刻在控制增量Δu(k)作用下的模型预测值;y0(k)是模型输出初始值;p为优化时域长度;M为控制时域长度;(k+1, k)表示在k时刻对k+1时刻的预测。在对线径挤出机对象模型的单位阶跃响应曲线分析过后,此次选用采样周期 T=0.5 s,N=20,P=15,M=1。
2.3.2 在线反馈校正
因为每次调节都只采用第一个控制增量Δu(k)对被控对象进行调整,这等于在输入端增加了一个幅值为Δu(k)的阶跃信号。但是在实际操作中,外界环境干扰、系统时变、模型失配等不确定因素难以避免。以上这些因素将会导致由式(10)得出的未来时刻预测值偏离实际值。如果不及时利用实时信息进行反馈校正,伴随着控制程序的继续进行,预测输出可能会越来越偏离实际输出。因此对未来时刻预测值进行在线校正很有必要。实时校正是指在下一时刻将对象的实际输出y(k)与式(13)得出的未来时刻预测值ym(k)进行差值运算,则有:

然后乘以由权系数组成的N维校正向量h=[h1, h2, ..., hN]T对预测值进行校正,并且是采用实时滚动的方式进行的,如式(15)所示:

本文选取h1=h2=h20=0.9,yp(k+1)表示校正后的输出预测向量,经过移位后又作为下一时刻的初始输出预测向量。用向量形式表示为:

式中S为移位矩阵。

上述整个控制的过程就是以结合反馈校正的滚动方式反复在线进行的。
3 系统仿真及结果分析
3.1 改进粒子群算法实验分析
根据文中设计的控制系统,在Simulink中搭建控制系统模型,并进行仿真实验。
编写改进后的粒子群算法的程序,将算法的初始参数调整如下:粒子群规模为40;学习因子c1=c2=2;自适应变异概率参数选择u=0.0001,δ=0.05,ω=0.5;迭代速度上限为1.5,最大迭代次数为30。同时加入标准粒子群算法进行对比试验,所求得的适应度函数值随迭代次数变化如图3所示。

图3 适应度函数值与迭代次数关系图
由图3可知,改进的粒子群算法在经过13次迭代后得到了最优值,而标准粒子群算法则在第19次得到最优值,并且前者的适应度函数值更小。另外,在整个优化过程中改进的粒子群算法局部搜索时间短,说明该算法的效率高,且全局搜索能力相较于标准粒子群算法更强。
3.2 阶跃响应和抗干扰分析
为了阐明本文所提算法的优越性,对几种不同的控制方法进行抗干扰能力的比较。在进行仿真实验时,假定线径标准值为1 mm,并且在25 s处加入幅值为-0.4的扰动。如图4所示为系统参数达到稳定时的扰动和阶跃响应曲线。

图4 参数稳定时的扰动和阶跃响应曲线
分析图4可以看出:在没有扰动干扰的情况下,采用传统PID控制,系统的超调量约为23%,调节时间约为20 s,线径波动较大,系统跟随目标速度较慢;采用带动态矩阵预测的PID控制,系统超调量约为11%,调节时间约为16 s,系统响应速度较快;采用基于动态矩阵的改进粒子群PID控制,超调量几乎没有,调节时间约为12 s,线径变化较PID控制更加缓和。在抗干扰能力方面,由25 s之后的响应曲线可以看出,基于动态矩阵预测的改进粒子群PID抑制扰动能力最强,比起另外两种控制方法调整速度更快。说明该控制方法可以完全抵抗小范围干扰。
3.3 参数鲁棒性分析
将系统纯滞后时间常数增大50%、增益增大20%,观察系统的阶跃和扰动响应曲线变化情况,比较不同方法对滞后时间变化的鲁棒性。如图5所示为系统参数变化时的扰动和阶跃响应曲线。

图5 系统参数变化时的扰动和阶跃响应曲线
由图5可以看出:当系统滞后时间增加到原来的两倍、增益增加20%之后,传统PID的超调量有所增加,调节时间增加至24 s,可见传统PID的抗干扰能力并不弱;基于动态矩阵预测的PID在系统滞后时间增大时,超调量明显增加。基于动态矩阵预测的改进粒子群PID受滞后时间变化影响最小,超调量约增加4%,仍能保证良好的控制效果。
从上述实验结果可以看出:基于动态矩阵预测控制的改进粒子群PID控制的阶跃响应各项性能指标和扰动抑制能力均优于传统PID控制和基于动态矩阵预测的PID控制。
4 结 语
针对具有迟滞特性的电缆绝缘厚度挤出机系统,本文提出一种基于动态矩阵预测和改进粒子群算法优化PID参数的线径控制策略。在具有相同滞后时间的情况下,与传统PID控制器和动态矩阵PID控制器进行了仿真对比实验。仿真实验结果表明,改进PSO-DMC-PID控制算法具有超调量小、响应速度快、鲁棒性强等优点,能够满足实际生产需要。
猜你喜欢
黑龙江大学自然科学学报(2021年4期)2021-11-19
天津教育·下(2018年9期)2018-07-13
中国科技纵横(2016年4期)2016-11-19
中国塑料(2016年7期)2016-04-16
科教导刊·电子版(2016年2期)2016-03-12
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2014年8期)2014-10-17
上海计量测试(2014年5期)2014-03-14
电力自动化设备(2013年11期)2013-09-18
