中频感应加热设备在高压辊磨机辊套拆卸中的应用
2021-11-19 11:51:42徐侠剑
矿山机械 2021年11期
林 健,徐侠剑,杨 菲
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2矿山重型装备国家重点实验室 河南洛阳 471039
挤压辊为高压辊磨机中的关键部件,装配结构如图 1 所示。辊轴和辊套采用过盈装配,过盈量通常为 1~2 mm,辊套为高硬度淬硬钢,其圆柱形外表面上分布有大量的柱钉,为易损件,当柱钉磨损到无法更换时,更换辊套。笔者针对如何能够安全、快速地拆卸辊套进行论述。
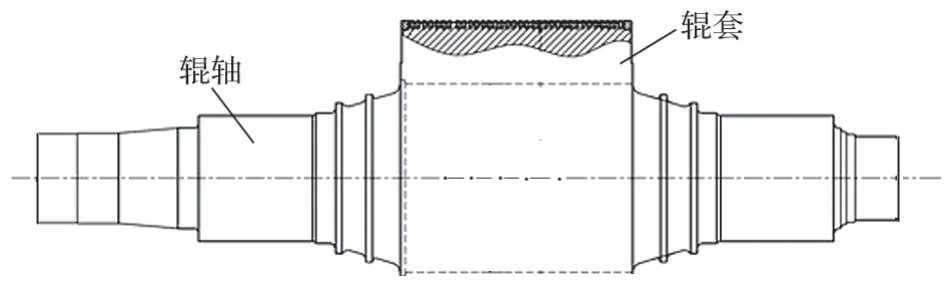
图1 挤压辊结构
1 辊套拆卸方式
辊套的拆卸方式主要有 2 种,分别为破坏性拆除和加热拆除。破坏性拆除方式采用火焰切割(见图 2)的方式将辊套沿轴向切割成 3 块或多块,将辊轴从辊套内取出。该拆除方式操作简单,但拆卸时间长,需要 3~5 d。同时,破坏性拆除易割伤辊轴,需要对其进行修复,操作复杂。

图2 碳弧气刨割除的辊套
加热拆除辊套的方式是通过对辊套进行加热,使辊轴和辊套之间产生温差,利用温差膨胀差异消除辊轴与辊套间的过盈量,从而将辊轴从辊套内拆除。该方法能够实现无损拆除辊轴,便于辊轴的重复利用,但需要对辊套进行快速加热,热源要求高。
常用的辊套加热拆除方法为乙炔火焰加热和电热毯加热。乙炔火焰加热需制作多层环向火焰加热工装,对辊套外表面进行喷头火焰加热,该方法需要同时使用数 10 个乙炔气瓶和氧气瓶,安全防护难度大。电热毯加热的加热单元为陶瓷(见图 3),在辊套加热过程中会有柱钉因其孔内空气膨胀而弹出,打坏加热单元,从而导致局部无法加热,影响整体加热效率。因此进行安全性更高、无需接触加热的感应加热拆卸辊套的研究变得尤为重要。
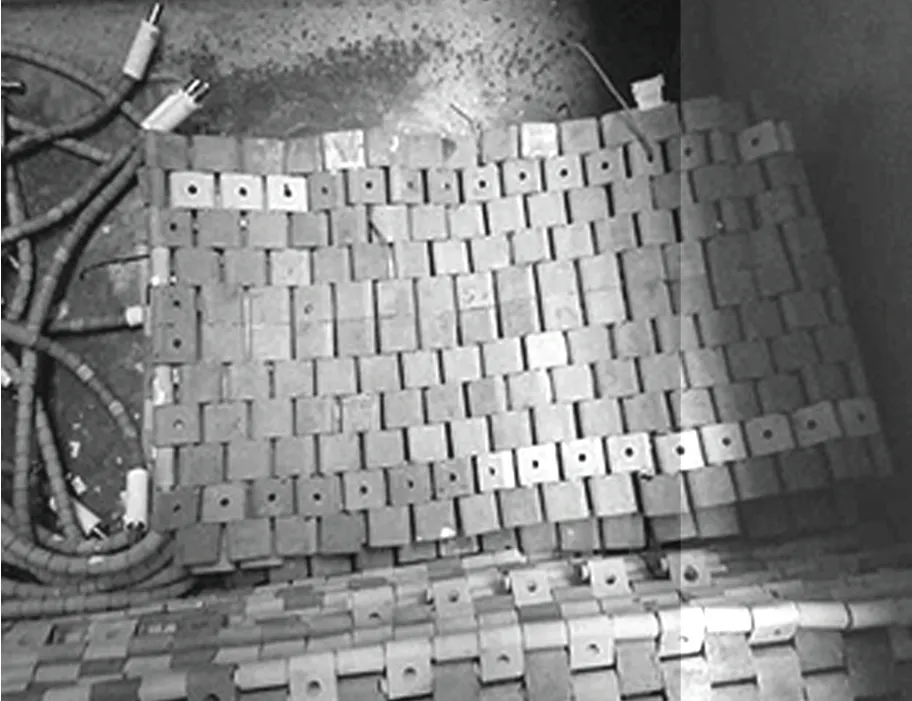
图3 电热毯加热器
2 中频感应加热法拆卸辊套的工作原理及特点
中频感应加热法是利用电磁感应在工件表面产生涡流直接对工件表层进行加热,通过辊轴与辊套间的温差以及相应的热胀冷缩达到拆卸辊套的目的。该方法通过电磁感应直接加热工件表面,加热速度更快,热损耗小;感应线可根据工件的直径现场缠绕,适用性更强;不需要接触工件表面,感应线圈不受工件表面温度影响,设备不会因高温而损坏,可靠性更强。
3 中频感应加热拆卸设备介绍
中频感应加热设备由 8 组加热器组成,每组加热器功率为 80 kW,8 组加热器总功率为 640 kW。每 2 组加热器放置到 1 个加热控制柜内。感应线圈采用高温电磁导线制作,以满足 24 h 使用,控制柜采用自冷方式,控制柜上的控制面板可以设定工件的加热温度及时间等参数。设备额定电压为 380 V,最高加热温度为 700 ℃。控制方式为温度控制和时间控制2 种模式,温度控制精度为±3 ℃。退磁方式为自动退磁。中频感应加热拆卸设备结构如图 4 所示。

图4 中频感应加热拆卸设备结构
4 中频感应加热拆卸辊套的操作方法
4.1 挤压辊热拆前吊装
辊套表面清理干净,不得有物料及杂物附着。在装配平台上清理一块 10 m×10 m 的装配场地,场地临近车间配电柜,确保主电源线足够长,周围拉上警戒线。在装配平台上布置一对方箱,避开辊套与辊轴配合处。用专用起吊工具将挤压辊吊放到方箱上,辊套与方箱、垫铁间均匀铺设 2 层耐热保温石棉布。
4.2 耐热保温石棉布包裹
在辊套外表面及两端面包裹耐热保温石棉布,外表面包裹 5 层(每层 4 mm),端面包裹 2 层,石棉布外层用耐火纤维绳捆扎牢固。(上、中、下各捆扎 1道)。在捆扎过程中,允许用塑料胶带临时固定,但加热前去除所有易燃、易爆材料,确保外表面及两侧端面完全包裹,防止柱钉从包裹间隙弹出。
4.3 感应线圈缠绕及联接
拆卸辊套时,在辊套宽度方向均匀缠绕各组感应线,并用耐火纤维绳捆扎牢固。具体要求如下。
(1)先缠绕一组,并与电控柜联接,用数字电桥测量电感,确保电感在 105~130 µH 范围内,用测量仪器检测拆卸设备的占空比,确保占空比大于 75%。若电感值和占空比满足不了要求,则调整缠绕圈数或耐热保温石棉布的层数。后续每缠绕一组都要测量电感,避免全部缠后因电感无法满足要求而返工。
(2)感应加热线应先顺直缠绕工件,缠绕过程中不得出现死弯,且缠绕方向一致。
(3)每组感应线都要用耐火纤维绳捆扎牢固(可先用塑料扎带固定,再用耐火纤维绳扎紧),用耐火纤维绳连接各组感应线圈,并用纤维绳将辊套上端面的保温棉收口固定,同时将与各组感应线连接的耐火纤维绳与收口固定的纤维绳进行连接,防止感应线脱落。
(4)感应线不得与地面及方箱之间直接接触,要用绝缘套管或其他绝缘材料隔绝。
(5)各组感应加热线间距均匀,间距为 220~300 mm。
(6)将 4 个电控柜吊放在适当位置(尽量靠近辊套,距离为 1.0~1.5 m,确保感应线足够长)。连接好电控柜与变压器间的 4 根 95 mm2主线。
(7)将电控柜上磁吸式温度传感器接至合适位置(确保辊轴与辊套交接处的辊轴端面、辊套端面各放置 1 个温度传感器)。感应线圈缠绕如图 5 所示。

图5 感应线圈缠绕示意
4.4 加热拆卸
(1)天车辅助吊挂挤压辊,钢丝绳不受力,但不得完全松钩(便于发现辊轴脱落情况)。
(2)各组感应加热器同时启动通电,检查各组加热器加热功率是否正常,若出现其中 1 个加热器异常报警(出现错误代码),应立即紧急关停全部加热器。
(3)操作人员检查无误后,按要求加热辊套。在加热过程中,用红外线测温仪每隔 15 min 检测 1 次辊轴、辊套及感应线的温度,避免出现异常情况。加热至预定时间前 10 min 时,断电,将挤压辊起吊至脱离方箱端面 100 mm 时停止(便于发现辊轴脱落情况),然后再次通电,当听到响声辊套脱落后,迅速吊出辊轴。若辊轴吊出部分后无法继续吊出,继续加热,每15 min 试吊 1 次,直至辊轴完全脱出。
(4)断电、冷却后,拆除加热器及其他工装。
5 通用型可移动中频感应加热设备应用实践
截至 2020 年 6 月,中信重工已采用中频感应加热拆卸的方式完成了 23 件辊套的拆卸工作,拆卸辊套的规格从ϕ1 200 mm×1 000 mm 到ϕ2 000 mm×1 800 mm,拆卸时间为 1.8~7.0 h。辊轴辊套完成拆卸如图6 所示,具体拆卸情况如表 1 所列。
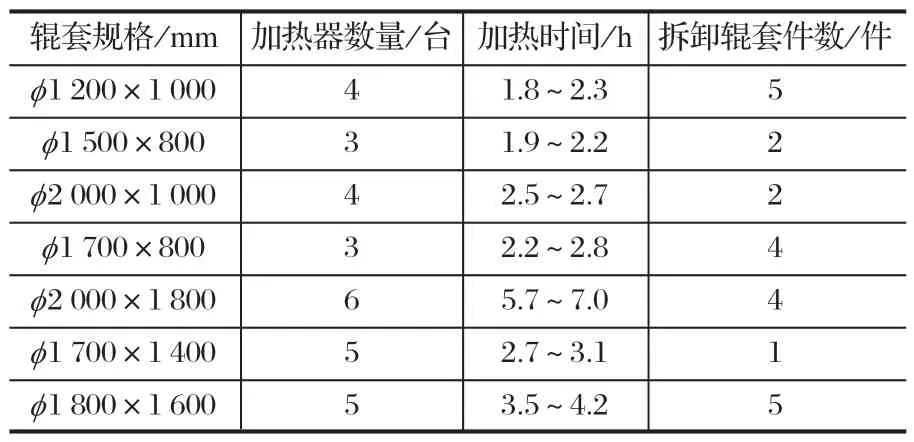
表1 中频感应加热拆卸辊套汇总

图6 辊轴辊套完成拆卸示意
6 结语
中频感应加热法拆卸设备具有操作简单、使用安全、热损耗小、拆卸效率高、便于移动等优点,应用过程中不需要对厂房进行改造,使用方便、便捷,适用于高压辊磨机辊套等过盈装配零部件的拆卸。□
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
云南化工(2021年8期)2021-12-21 06:37:46
哈尔滨轴承(2021年1期)2021-07-21 05:43:12
装备制造技术(2020年2期)2020-12-14 03:09:22
水泥技术(2020年3期)2020-06-06 09:39:14
农产品加工(2019年22期)2019-12-04 08:07:44
电站辅机(2017年3期)2018-01-31 01:46:38
电镀与环保(2017年6期)2018-01-30 08:33:37
时代农机(2016年6期)2016-12-01 04:07:23
设备管理与维修(2016年6期)2016-03-16 02:21:54