木糖酸辅助水解木聚糖制备低聚木糖及其分离与回收工艺研究
2021-11-18 10:55张晓彤赵江琳郭健铭
林产化学与工业 2021年5期
黄 天,张晓彤,赵江琳,郭健铭,周 鑫,徐 勇
(南京林业大学 江苏省林业资源高效加工利用协同创新中心;化学工程学院,江苏 南京210037)
低聚木糖(XOS),又称木寡糖,是一类由2~7个木糖单元通过糖苷键连接而成的功能性糖,它具有比其他功能性寡糖更强的益生菌增殖能力,国际益生菌和益生元科学协会于2017年明确了低聚木糖是有益于宿主健康的“超强益生元”[1]。目前,低聚木糖已被广泛应用于食品、饲料和医药保健等领域,尤其在功能性食品和饲料中的应用十分普遍[2]。低聚木糖的制备方法主要为含木聚糖原料的酶水解和酸水解,其中酶水解法反应条件温和且具有选择性,但反应周期长、成本高,相比之下,酸水解法工艺简单、生产周期短,因此更适合低聚木糖的规模化工业生产[3]。其中无机酸与有机酸均可用于水解木聚糖制备低聚木糖,但无机酸通常为强酸,容易使木聚糖过度水解,造成木糖和糠醛等副产物大量累积,且无机酸更易腐蚀设备[4-6]。有机酸由于活化能较低,具有更高的选择性,能够实现目标产物的可控生产[7],其中如乙酸、马来酸和草酸等有机酸,均被报道可用于制备低聚木糖[8-10]。然而,酸法生产低聚木糖的主要缺陷在于酸水解木聚糖原料生成低聚木糖的同时会伴有大量的副产品木糖产生,因此,为提高低聚木糖产品纯度通常需要通过物理或生物法将木糖脱除[11-12]。本课题组前期研究[13]表明利用氧化葡萄糖酸杆菌生物氧化作用可将木糖转化为木糖酸,木糖酸是一种温和无毒的水溶性有机酸,可以用于辅助水解木聚糖原料生产低聚木糖。为了探讨木糖酸辅助水解木聚糖原料生产高纯度低聚木糖的可行性,本研究首先通过响应面法(RSM)对木糖酸质量分数、反应温度和水解时间进行优化以获得最优的低聚木糖得率,同时联合使用氧化葡萄糖酸杆菌发酵与电渗析分离技术实现副产品木糖制备木糖酸,以及木糖酸与低聚木糖的分离,以期为建立一条基于可回收木糖酸的生产高纯度低聚木糖的工艺路线提供基础数据。
1 材料与方法
1.1 材料与仪器
玉米芯碱抽提木聚糖(纯度70%),江苏康维生物有限公司;木糖标准品、酵母粉,上海Sigma-Aldrich公司;木二糖、木三糖、木四糖、木五糖和木六糖标准品,Megazyme公司;木糖酸溶液(质量分数20%)由南京林业大学生物化工研究所自制。其余试剂均为市售分析纯。
斜面培养基:酵母粉5 g/L、山梨醇50 g/L、琼脂20 g/L。活化培养基:酵母粉5 g/L、山梨醇50 g/L。增殖培养基为:酵母粉10 g/L、山梨醇100 g/L[14]。氧化葡萄糖酸杆菌(ATCC 621H),由美国ATCC提供,在-4℃下保存在斜面培养基上。
内外循环恒温数显不锈钢油浴锅;高效阴离子交换色谱ICS-3000(配备CarboPacTMPA200色谱柱和PAD检测器)、Ledend Mach 1.6R型冷冻离心机,美国赛默飞公司;自制电渗析装置,配有聚苯醚双极膜(膜面积90×210 mm2),山东天维膜技术有限公司;Agilent1260型高效液相色谱(HPLC),配备Bio-Rad Aminex HPX-87H色谱柱及RID示差折光检测器,美国安捷伦科技公司;Spectrumlab 752s型紫外可见分光光度(UV-Vis)计,上海棱光技术有限公司。
1.2 实验方法
1.2.1木聚糖酸水解将1.5 g木聚糖粉加入30 mL不锈钢管式反应器中,按固液比1∶10(g∶mL)加入15 mL木糖酸溶液,混合并润胀1 h,随后将密封罐体置于设定温度的油浴中反应,反应结束后将罐体置于冷水浴中迅速降温,待冷却后打开反应器将样品转移至50 mL离心管中,在10 000 r/min离心5 min。收集上清液并分析低聚木糖(XOS)及副产物的含量,离心剩余固体渣废弃。
1.2.2响应面试验优化选取木糖酸质量分数(2%、4%、8%、12%和16%)、反应温度(110、130、150、170和190℃)、反应时间(5、20、35、50和65 min)做单因素试验分别考察这3个因素对XOS得率的影响。在单因素试验的基础上,以反应温度(X1)、木糖酸质量分数(X2)和反应时间(X3)为自变量,每个因素设置3个水平数,以XOS得率(Y)作为评价指标,通过Design-Expert(版本11.0)软件,采用Box-Behnken设计响应面试验,建立响应值与影响因素间的数学模型,以预测木糖酸水解木聚糖制备XOS的最佳条件。
1.2.3氧化葡萄糖酸杆菌发酵水解液 将氧化葡萄糖酸杆菌菌种接入载有50 mL活化培养基的250 mL锥形瓶中,在150 r/min、30℃下活化培养16 h;在5 000 r/min下对活化后的种子培养液离心5 min收集菌体,然后在超净工作台中将菌体接入装有250 mL增殖培养基的1 L锥形瓶中,在220 r/min、30℃下增殖培养20 h;在5 000 r/min条件下对增殖培养的菌液离心5 min后收集菌体。发酵选取在最优木糖酸水解低聚木糖的条件下制备的酸水解液原液(即包含XOS、木糖与木糖酸的混合液)50 mL装入250 mL的锥形瓶中,发酵前使用50%的氢氧化钠调节水解液原液的pH值至6.5,随后接入4 g/L的氧化葡萄糖酸杆菌细胞在220 r/min、30℃发酵12 h,发酵过程中采用50%NaOH调节pH值在5~7。
1.2.4电渗析分离发酵后的水解液(主要包含木糖酸钠与XOS)电渗析过程具体可见图1。在电极室中添加0.3 mol/L的硫酸钠溶液以提高电导率并降低膜叠层的电阻,在自制的电渗析装置中,额定电压60 V、电流10 A、电流密度50 mA/cm2下试验30 min。首先,通过泵将盐室中的发酵液直接泵入双极膜电渗析装置中,木糖酸根离子(XA-)通过阴离子交换膜运输到酸室,并与电解产生的H+结合后转化为木糖酸(XA-H),同时在碱室中形成NaOH,最后含有XOS的水溶液可以保留在盐室中[15]。

图1 发酵水解液电渗析过程图Fig.1 Diagram of electrodialysis process of fermentation hydrolysate
1.3 分析方法
1.3.1木聚糖含量测定木聚糖的含量采用美国可再生能源实验室(NREL)标准方法测定[16]。
1.3.2色谱分析采用高效阴离子交换色谱测定XOS、木糖和木糖酸的含量,以100 mmol/L的NaOH与500 mmol/L的醋酸钠作为流动相进行二元梯度洗脱,流速为0.3 mL/min,柱温为30℃[17]。以木糖酸、木糖、木二糖、木三糖、木四糖、木五糖和木六糖的标准品作为外标分别测定样品中各组分的含量。木糖、XOS和木糖酸的得率按照以下公式计算。
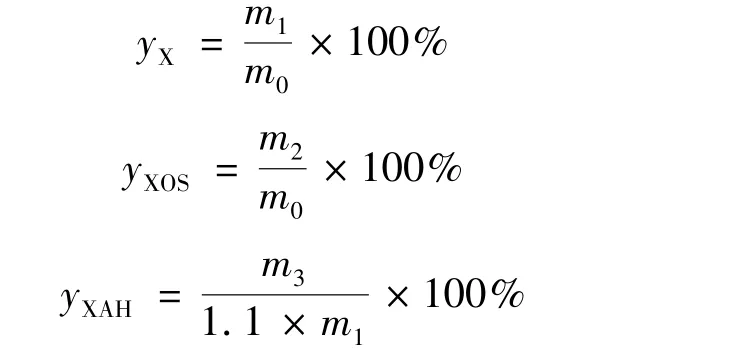
式中:yX—木糖得率,%;yXOS—低聚木糖得率,%;yXAH—木糖酸得率,%;m0—初始原料中木聚糖的总质量,g;m1—水解液中木糖的总质量,g;m2—水解液中木二糖至木六糖质量总和,g;m3—发酵液中新增木糖酸的质量,g;1.1—木糖至木糖酸的转化系数。
2 结果与分析
2.1 木聚糖酸水解单因素试验
前期研究[18]表明反应温度、酸浓度和水解时间是影响木聚糖水解的3个关键性因素,因此,首先分别探讨了这3个工艺条件对木糖酸水解木聚糖制备低聚木糖的影响,主要结果如图2所示。可见低聚木糖的得率在一定条件范围内(反应温度<150℃、木糖酸质量分数<8%、反应时间<35 min)会随着条件的增强而提高;然而,随着反应条件的继续增强,低聚木糖会发生进一步水解,导致副产物木糖的大量生成。因此,综合考虑确定以反应温度130、150和170℃,木糖酸质量分数4%、8%和12%,反应时间10、35和60 min用于响应面分析。
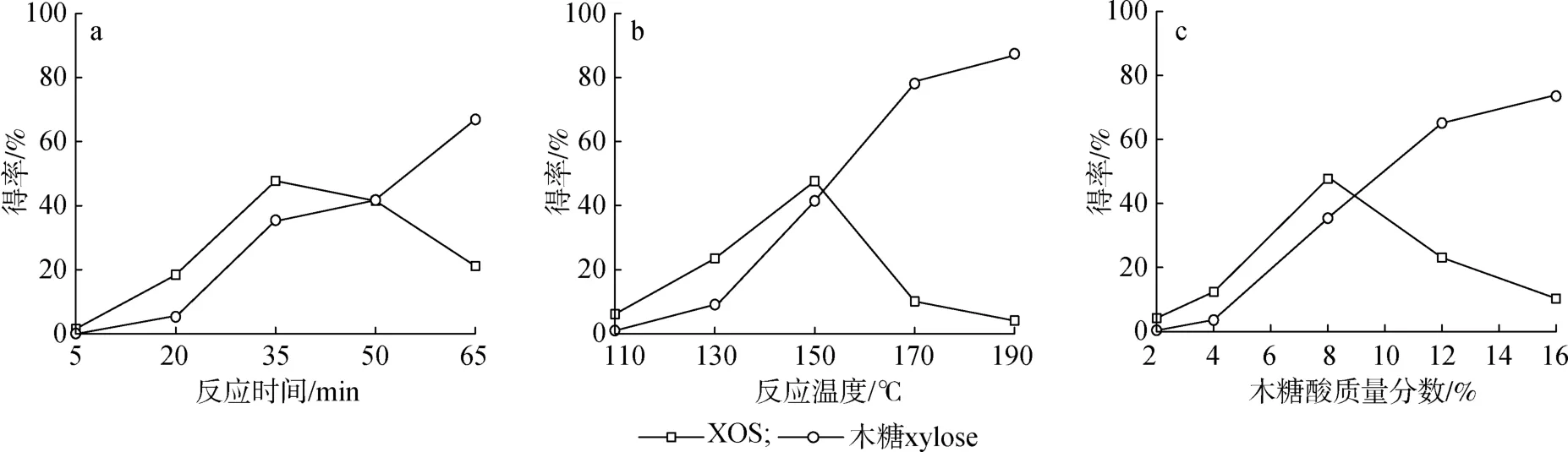
图2 反应条件对木聚糖降解的影响Fig.2 Effect of reaction conditions on xylan degradation
2.2 木聚糖酸水解的响应面试验
2.2.1响应面试验设计及结果在单因素试验的基础上,确定3因素3水平的试验组合,共运行15组试验,试验设计及结果见表1,方差分析见表2。

表1 响应面分析的结果Table 1 Results of response surface analysis

表2 响应面统计的方差分析Table 2 ANOVA for response surface model
由表2方差分析可知,一次项X1与二次项的P值小于0.05,表明其对低聚木糖得率影响显著,的P值均小于0.01,表明对低聚木糖得率影响极显著,根据P值大小判断各因素对低聚木糖得率的影响大小为:反应温度>木糖酸质量分数>反应时间。而交互项X2X3的P值小于0.05,表明其对低聚木糖得率影响显著,X1X2、X1X3的P值均小于0.01,表明对低聚木糖得率具有极显著影响。各项因素对低聚木糖得率影响经回归拟合后得到的二次多项回归模型:该模型的F值为51.12(P<0.01),表明方程达到极显著。此外,该响应面的分析决定系数R2值为0.936 3,在预期范围,表明预测模型拟合性良好,且呈现合理的线性相关性;校正决定系数为0.974 1,进一步说明模型拟合度良好。因此,该模型可用于对木糖酸辅助水解木聚糖制备低聚木糖进行分析和预测。
2.2.2响应曲面图与等高线图分析3个交互项X1X2、X1X3和X2X3均存在显著的交互作用,其三维响应曲面的等高线呈椭圆状,表示任意2因素中某一因素(条件)的改变会影响到另一因素(条件)的选取。此外,如图3所示,在保证低聚木糖得率的情况,高反应温度和短反应时间的组合更适于木聚糖的水解,且效率更高。

图3 两因素交互作用对低聚木糖得率的影响Fig.3 Effects of interaction of any two factors on the yield of xylooligosaccharides
2.2.3优化与验证实验利用Design-Expert 11.0软件,从回归模型中求得木糖酸辅助水解木聚糖的最优条件为反应温度170℃、木糖酸质量分数5.942%、反应时间22.124 min,在此条件下模型预估的低聚木糖得率为55.7%。为便于实际操作,将参数修正为170℃、6.0%、22 min,并据此进行验证实验。在此条件下,水解物中的木糖、木二糖、木三糖、木四糖、木五糖和木六糖的质量浓度分别为18.5、10.9、8.9、7.7、5.6和5.3 g/L,其中低聚木糖(木二糖~木六糖)总质量浓度为38.4 g/L,对应低聚木糖得率为54.9%,即实际测定结果值与理论值相差0.8个百分点(<5%),该结果与预测值无明显统计学差异,表明上述响应面模型设计合理,且具有一定的指导意义。
2.3 木糖酸水解液的发酵与分离
2.3.1木糖发酵在最优条件下进行木聚糖的木糖酸辅助降解,可获得包含有质量分数1.85%木糖,3.8%低聚木糖与6%木糖酸的多组分混合水解液。为进一步提升低聚木糖产品质量,首先以氧化葡萄糖酸杆菌发酵木糖生产木糖酸,原水解液的各组分在细胞催化反应中的变化如图4所示,发酵12 h,18.5 g/L木糖被发酵为18.2 g/L的木糖酸(木糖酸的增量为1.8%),木糖利用率91.6%,木糖酸得率为90.9%,累积木糖酸总质量分数由初始6%提升至7.8%。此外,由图4可以看出木糖仅被发酵为木糖酸而没有进一步分解代谢,且各低聚木糖组分在发酵过程中也未能被氧化葡萄糖酸杆菌利用,低聚木糖总的质量浓度依然为38.4 g/L。综上所述,经过氧化葡萄糖酸杆菌发酵,原水解液变为以质量分数7.8%木糖酸与3.8%低聚木糖为主的混合液。
2.3.2电渗析分离经过氧化葡萄糖酸杆菌发酵后,木糖酸水解液中主要成分为低聚木糖(质量分数3.8%)与木糖酸(质量分数7.8%),其中有效成分低聚木糖(聚合度2~6)约占干基成分的30%(干燥后测定)。Liu等[11]研究表明:通过双极膜电渗析法可以有效实现水解液中组分的分离与同步回收,得到有机酸和低聚木糖。因此,为了进一步提高低聚木糖成分的有效占比,通过电渗析对发酵过的水解液中的低聚木糖和木糖酸进行分离和回收试验。试验结果表明发酵液中近95%的木糖酸被分离并在酸室中回收,98%的低聚木糖仍然被保留水解液中。经发酵与电渗析后的水解液中残余的木糖酸与低聚木糖质量浓度分别为3.91和37.6 g/L,即通过电渗析处理后,干燥处理,其低聚木糖(木二糖~木六糖)组分均占干基总质量的75%。
3 结 论
3.1以低聚木糖得率作为评价指标,在单因素试验的基础上进行了响应面优化,得到木糖酸辅助水解木聚糖制备低聚木糖的最佳条件为:反应温度170℃,木糖酸质量分数6%,反应时间22 min,该条件所获得的低聚木糖的得率为54.9%。
3.2氧化葡萄糖酸杆菌发酵和双极膜电渗析分离实现了木聚糖酸水解液中副产物木糖的有效转化以及木糖酸与低聚木糖的分离回收,其中木糖转化率为91.6%,木糖酸回收率为95%,低聚木糖纯度由30%提高到75%。
猜你喜欢
动物营养学报(2022年9期)2022-10-12
红蜻蜓(2022年5期)2022-05-11
红蜻蜓(2022年2期)2022-03-19
红蜻蜓(2021年12期)2021-12-19
雪豆月读·低年级(2021年7期)2021-08-27
粉末冶金技术(2021年1期)2021-03-29
中国饲料(2021年2期)2021-02-23
生物工程学报(2020年9期)2020-04-15
中学化学(2019年3期)2019-07-08
中学化学(2016年2期)2016-05-31