船用废气锅炉自动吹灰装置设计
2021-11-17 13:31杨加力马赛男
船舶与海洋工程 2021年5期
杨加力,马赛男
(1.浙江国际海运职业技术学院,浙江 舟山 316021;2.浙江嘉蓝海洋电子有限公司,浙江 舟山 316021)
0 引 言
船用废气锅炉依靠船用主柴油机和发电机产生的废气余热对水加热产生蒸汽,供船舶使用。废气锅炉运行过程中,其受热面会产生灰炭和结焦,这将影响锅炉的正常受热,浪费大量的化学能资源,积灰达到一定程度还有可能引发烟管粉尘爆炸等事故[2]。因此,在船舶实际运营过程中,船上的工作人员需定期对锅炉进行吹灰操作,以减少锅炉内部的积灰和结炭,保证锅炉安全运行。船用废气锅炉吹灰主要是指通过固定在锅炉内部的喷嘴将高温高压的蒸汽或压缩空气喷到炉内受热面等部位,通过蒸汽或压缩空气的吹洗,将结焦和灰炭等吹掉,保证废气锅炉高效运行。废气锅炉吹灰的条件为:
1)蒸汽和压缩空气作为吹灰介质,要具有足够的压力,保证吹洗效果良好。
2)吹灰要在主机转速较大时进行,此时排烟管排气压力较高,保证吹下的炉灰能随着废气直接排至烟管外;主机转速较低时排气压力不足,可能导致灰尘下落堵在排烟管底部[3]。
1 系统设计的主要目的
目前船上废气锅炉吹灰主要是通过人工手动操作完成的。在操作过程中,需手动打开和关闭蒸汽(或压缩空气)阀门,每次吹洗的耗时都较长,且吹灰效果不是很理想。安装在锅炉内部的吹灰喷嘴的位置是固定的,导致炉内经常受到吹洗介质的腐蚀,而部分位置又吹洗不到。为解决该问题,本文以STC89C52芯片为核心,通过检测定时时间和主机转速,通过启闭电磁阀控制吹洗介质的通断,通过步进电机控制喷管和喷嘴的伸缩,对废气锅炉内部进行吹灰。
2 系统整体设计
2.1 控制系统设计
采用STC89C52芯片作为主控制单元,通过控制电磁阀的启闭实现对吹洗介质通断的控制;通过控制步进电机的正反转实现炉内喷头的往复移动,对锅炉内的受热面等位置吹洗;通过外部按键电路对吹洗进行定时;通过模式选择旋钮选择手动自动模式,并启闭电源[3]。定时时间、主机转速、蒸汽(压缩空气)管路温度和压力等内容显示在液晶屏上,当出现动作未执行等异常情况时,发出声光报警。图1为控制系统框图。
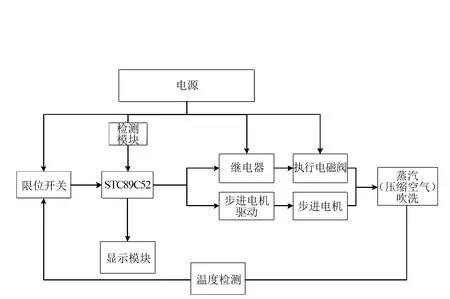
图1 控制系统框图
2.2 系统机械结构设计
机械部分主要由喷头、喷管、步进电机、传动装置、连接软管和电磁阀等部件组成(见图2)。蒸汽(或压缩空气)喷头采用360°可喷出设计,安装在可伸缩的喷管上,内部管道逐渐收缩,以增大介质的流速;喷管上设计有齿条,可与步进电机控制的齿轮啮合,通过步进电机的正反转实现喷管的伸缩,完成对整个内部空间的吹洗。喷管可安装在锅炉的任意位置处,只要保证喷头能最大化地对锅炉内部进行吹洗即可,且喷管不局限于1只。电磁阀主要用于控制吹洗介质,电磁阀打开,介质流入,从喷头喷出,对锅炉内部进行吹洗。喷管的行程由限位开关控制,可在单片机程序中设置吹洗时间,当吹洗完毕之后,喷管自动收回,喷头收起,防止长时间在锅炉内部受到高温的腐蚀。整个装置由基座固定在锅炉上。

图2 系统机械结构设计
3 硬件电路设计
3.1 主控制电路设计
STC89C52芯片具有应用范围广、成本低和控制精度高等特点,其40管脚能满足控制步进电机、电磁阀、液晶显示、按键和报警装置等的总体要求,较好地实现所需的控制功能[4]。主控制系统电路图见图3。

图3 主控制系统电路图
3.2 液晶显示电路设计
LCD(Liquid Crystal Display)液晶显示屏具有亮度高和可视面积大等优点,安装在亮度较低的机舱内,能较好地满足设计要求[5]。LCD液晶显示屏由上、下2行组成,其中:第一行用于显示定时时间;第二行用于显示主机的运行速度和蒸汽管的温度。显示主机的运行速度能方便管理人员手动操作时了解当前主机的转速和负荷,保证在满足手动吹灰条件的情况下进行吹灰操作,防止吹掉的灰尘落到烟管底部。显示定时时间能方便管理人员通过按键对定时时间进行调节。LCD液晶显示电路设计见图4。自动吹洗时单片机根据检测到的数据自动进行动作。

图4 LCD液晶显示电路设计
3.3 检测和报警电路设计
电磁阀与软管之间安装有适于检测高温介质的DS18B20温度传感器,用于检测蒸汽介质的流通,判断吹洗过程中是否有蒸汽流过,保证吹洗正常进行。同时,在停止吹洗时对系统进行保护,若阀门泄漏,传感器检测到温度信号,系统将发出警报,防止锅炉内部压力过低和蒸汽流失,并对炉膛内部进行保护,防止长时间对炉内进行吹洗。若采用压缩空气作为吹洗介质,可使用流速计作为检测装置。报警系统电路设计见图5。主机转速传感器和温度传感器分别与单片机的P1.5和P1.6相连,用于检测主机转速和电磁阀后蒸汽管路温度。DS18B20温度传感器具有可测温度较高、使用方便等优点,可以满足设计要求。温度和速度检测电路设计见图6[6]。

图5 报警系统电路设计
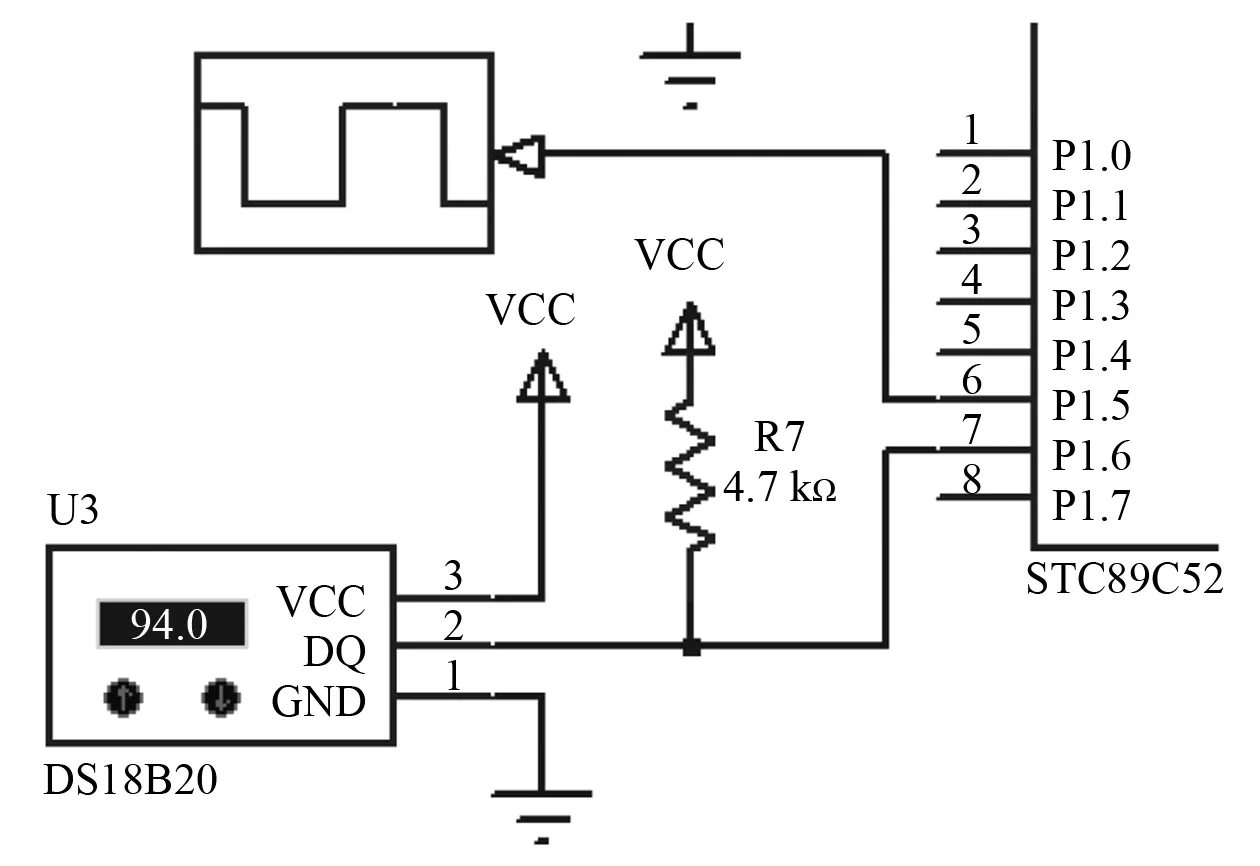
图6 温度和速度检测电路设计
3.4 执行设备电路设计
控制系统控制的执行设备包含电磁阀和步进电机,其中电磁阀采用24 V直流电源供电,通过单片机引脚控制mos管实现对电磁阀的启闭控制。电磁阀采用ZCZG耐高温型电磁阀,保证工作的可靠性和耐用性[7]。电磁阀电路设计见图7。本文所述设计对电机控制的精度要求不高,因此可采用标称12 V混合式(HB型),通过ULN2003芯片实现对电机的转动控制。步进电机电路设计见图8。
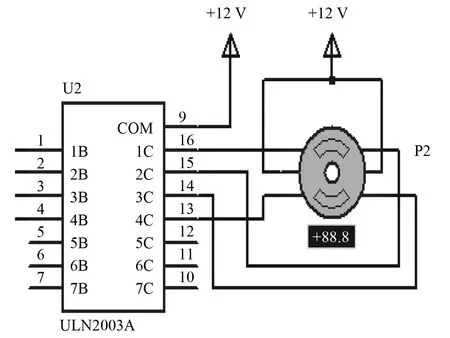
图7 电磁阀电路设计

图8 步进电机电路设计
3.5 按键和手/自动开关设计
按键既可用来对定时时间进行更改,又可屏蔽掉定时,立即开启吹灰模式。控制系统可选择手动控制和自动控制2种模式,设计的控制开关上有关闭、启动、手动控制和自动控制等4个位置,其中:关闭位置为系统断电停止运行;启动位置为系统通电,准备按程序运行;手动位置为手动吹洗开启,此位置设计有5 s延时;自动位置为按程序定时吹洗[8]。按钮设计有3个,主要实现定时时间设定和吹洗初始主机转速值设定,按键电路图设计见图9。

图9 按键电路图设计
4 软件设计方案
软件程序设计是系统安全可靠运行的重要保障。系统通电之后开始进行程序自检和初始化,当转换开关转到手动位置时,系统检测到吹洗信号之后,将执行信号送给电磁阀和步进电机,当电磁阀打开之后,步进电机开始按程序运转,使喷管以一定的速度深入锅炉内部,喷嘴开始对炉内进行360°吹洗,若电磁阀和电机没有动作,系统将发出声光报警;当转换开关转到自动位置时,系统开始根据设定的时间计时,当计时时间到且主机转速达到吹洗条件之后,开始进行吹洗。定时时间和主机转速必须同时满足条件,此时电磁阀和电机即使没有动作也会发出报警,主程序框图见图10。
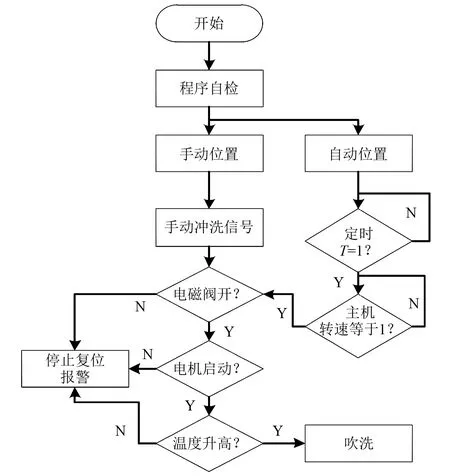
图10 主程序框图
5 结 语
本文所述船用废气锅炉自动吹灰装置通过单片机控制电磁阀和步进电机,实现锅炉内部烟管和受热面的自动吹洗,能减少轮机员的劳动强度,具有操作简单、使用方便和吹洗效率高等特点,能避免固定喷嘴带来的吹洗不完全和部分位置产生吹洗介质腐蚀的缺点,降低人员经常接触高温设备和被蒸汽烫伤的风险。同时,该装置实现了单个喷嘴吹洗较大面积的功能,解决了目前需在锅炉上安装多个固定喷嘴的难题,增大了有效吹灰面积。该装置的设计主要考虑了控制系统和部分机械结构部分的实现,但没有对管路和阀件的尺寸、喷嘴的具体结构及安装位置进行阐述,需在后续研究中加以补充完善。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
舰船科学技术(2022年10期)2022-06-17
航天制造技术(2022年2期)2022-05-17
建材发展导向(2021年20期)2021-11-20
科学导报·科学工程与电力(2019年7期)2019-09-10
环球市场信息导报(2017年14期)2018-01-23
考试周刊(2016年85期)2016-11-11
科学启蒙(2016年4期)2016-03-23
现代电子技术(2009年14期)2009-09-05
电子世界(2004年6期)2004-07-27