钢结构安装关键技术
2021-11-14 12:47于培龙顾典科
绿色科技 2021年20期
于培龙,顾典科
(中国水利水电第八工程局有限公司,湖南 长沙 430103)
1 引言
随着建筑行业的发展,钢结构建筑在国内的应用越来越多。钢结构建筑用钢梁、钢柱代替了混凝土立柱及梁板,极大地增加了建筑的跨度和空间,且施工周期短,强度高,抗震性好,但防火性差。钢结构建筑可采用BIM深化设计,工厂统一加工定制,运至现场装配式施工,减少现场焊接,保证施工质量。建筑材料可回收利用,减少建筑垃圾,绿色环保。钢结构在公共建筑的普及应用,更需要加强安装过程控制,保证公共建筑质量,减少公众事故的发生,钢结构安装中,需重点对原材料、工厂加工、拼装、焊接、高强螺栓的应用加强质量控制,安装完成后加强对防火涂料的喷涂厚度及均匀性控制,保证钢结构的耐火极限。只有加强钢结构安装关键技术的研究和过程管控,才能保证钢结构的安全和耐久性,保证公众的安全。
2 钢结构的特点
2.1 强度高
钢结构抗拉、抗压强度高,与混凝土相比,其密度、屈服强度的比值相对较低,同等受力条件下,钢结构材料自重轻,截面面积小,便于安装运输,占用空间小,可有效增加建筑净高和空间[1]。同时材料的高强度可用于跨度大、层高较高的结构。
2.2 结构可靠
钢材内部组织结构均匀,近于各向同性均质体,构件既可抗拉又可抗压。钢结构的可塑性和韧性较大,与承载力相适应,没有断裂的现象,且钢结构具有良好的适应性,结构安全可靠。
2.3 工厂化程度高
钢结构可在工厂统一加工生产,焊接、防腐防锈可在工厂内完成,质量可靠。构件统一加工编码后可直接运输至现场拼装,螺栓连接,减少现场焊接,施工周期短。
2.4 耐腐蚀性差
钢结构在潮湿环境和腐蚀环境中,容易锈蚀,影响结构耐久性。钢结构建筑要加强防锈、防腐处理,且要定期维护,减少锈蚀。
2.5 耐火性差
钢结构在150 ℃内,材料性质变化较小,但超过150 ℃,尤其在300~400 ℃时,钢材强度和弹性模量均显著下降,温度超过550 ℃时,钢材屈服强度大约下降至正常温度时屈服强度的0.7,结构即达到它的强度设计值而可能发生破坏。在公共建筑中,必须加强钢结构的消防设计和维护,减少火灾、短路等事故的发生[2]。
2.6 绿色环保
钢结构安装过程中,建筑垃圾、粉尘污染少,噪音小,且钢结构可回收利用,符合国家可持续发展的战略[3]。
3 钢结构安装关键技术
3.1 基础预埋件施工
钢结构基础施工需重点关注预埋螺栓的质量控制。预埋螺栓施工时,易出现轴线偏差、位移等问题,施工时,需加强测量定位工作,保证预埋件轴线一致,螺栓定位准确,可采用焊接钢筋固定在基础钢筋笼上,上部增加定位模板,减少位移。混凝土浇筑前,对螺栓丝扣采取保护措施,防止被混凝土浆液污染,影响丝扣功能[4]。钢结构安装前,基础混凝土强度需达到设计强度75%以上。
预埋螺栓如果出现偏差,采用氧乙炔将螺栓烤红掰弯,再用钢板焊接加固,若位移偏差过大,增设新的预埋螺栓,采用搭接焊接加固,保证搭接长度,同时采用钢板加固。
3.2 体系转换及施工安全措施
钢结构安装施工先施工立柱,再施工纵横向钢梁,由单根立柱逐渐转换为框架体系,故施工过程中,形成框架体系前,钢结构易受外力影响,产生倾覆事故。为保证施工作业期内安全,钢立柱安装后需尽快架设横梁,形成体系,否则采用加固措施,防止立柱倾覆造成安全事故[5]。同时,钢立柱安装后,下部基础受调平螺栓影响,未坐落在混凝土基础上,单存靠螺栓支撑,为保证施工安全,需在钢板下架设钢垫片,防止因螺栓出现滑丝情况导致倾覆。
钢结构分区分块施工,分区内形成框架体系后进行基础C40微膨胀细石混凝土的灌注,灌注过程中为保证灌注密实,可提前在钢立柱基础上预留φ10排气孔,确保钢板下灌注气泡。
为减少施工误差,钢结构安装时,采用先安装中央区域,逐步向周边扩展的顺序施工,减少因个别钢柱施工的误差引起的累计误差[6],确保钢结构横梁能够顺利安装。
高强螺栓施工时,尽量避开降雨天气,否则应加快将高强螺栓终拧完毕。高强螺栓施工前,先进行摩擦面的检查,如果有浮锈、油、涂料、残渣等降低摩擦面承载力的附着物时,采用金属刷、砂纸清除干净[7]。螺栓穿孔时,禁止强行打入孔内,以免损伤螺纹。螺栓初拧完成后,采用记号笔对螺帽、垫片及构件进行标记,然后采用专用紧固扳手进行锁紧,直至缩颈处断裂,终拧顺序为中央到端部。当天插入的螺栓原则上当日终拧完毕(图1)。

图1 钢立柱柱脚加固
3.3 防火涂料
钢柱为厚层防火涂料,受环境温度、湿度、阳光、水淋、振动等影响,易产生空鼓、开裂、脱层现象,为保证防火涂层施工质量,需要薄层分多次喷涂,同时留足间歇时间,保证底层水分蒸发完毕,减少开裂[8]。厚层防火涂料每层喷涂厚度约为8~10 mm,间隔10~12 h喷涂下一层,同时在涂料中添加钢丝网或聚乙烯醇纤维,减少涂料的开裂。
4 花垣县城南农贸市场钢结构安装应用
4.1 工程概况
农贸市场位于湖南省湘西州花垣县城南社区,用地范围内南北长约117 m,东西宽104 m。建设用地面积为12196.26 m2,计容面积为7613.90 m2,建筑高度9.80 m,为单层公共建筑,整体为钢结构,农贸市场下为一层地下停车场,框剪结构。
本工程钢结构设计年限50年,结构安全等级为二级,防火等级为二级。主体钢结构材料采用Q345B钢,梁梁、梁柱连接高强度螺栓采用大六角头摩擦型高强度螺栓,强度等级为10.9S,檩条与檩托板、隅撑的连接等次采用普通螺栓[9]。
所有钢构件出厂前钢构件应进行防锈防腐涂装。构件表面涂刷无机富锌防锈漆二遍,喷涂丙烯酸面漆二遍。其中梁柱面漆涂装防火涂料,柱耐火极限为2.5 h,梁、屋面水平支撑、系杆为1.5 h。
4.2 施工工艺流程及控制要点
4.2.1 施工工艺流程
钢结构BIM深化设计—工厂加工—地下室顶板加固—钢结构安装—防火涂料施工—验收。
4.2.2 控制要点
4.2.2.1 钢结构BIM深化设计
本工程农贸市场钢结构为不规则五面斜坡屋顶,屋面坡度5%,屋面高程的变化导致所有梁柱都略有不同,为保证工厂加工质量,减少偏差,本工程采用tekla建模进行深化设计(图2),将所有构件的连接节点、螺栓数量、构件细节进行细化,三维模拟预拼装,保证构件的精度及尺寸。工厂采用tekla输出的构件参数进行编号、分批加工,分批运至施工场地存放。

图2 BIM深化设计
4.2.2.2 地下室顶板加固
本工程吊装采用中联JQZ25V汽车吊进行吊装,吊装构件最大重量1.5 t,最大吊装半径22 m,根据现场实际情况,在地下室顶板选出4块区域作为吊车在顶板上进行吊装施工的工作区域,其余四周未覆盖部分由吊车在顶板之外进行吊装。施工道路宽按地下室柱网8.1 m跨度,下部加强支撑架立杆纵距0.6 m,横距0.4 m,步距1.5 m,钢管架加强支撑范围每侧边超出1.0 m,以确保安全。吊装时,安装技术人员现场监管、交底,确保加固区域内吊装(图3)。

图3 地下室顶板加固
4.2.2.3 钢结构安装
(1)地脚螺栓(预埋件)安装。地脚螺栓安装应该在柱顶钢筋绑扎完成后进行。第一步,先行定位出地脚螺栓在钢筋区的位置,且将各个锚栓位置标记在钢筋绑扎区;第二步,将锚栓支架分别放入柱子钢筋区已标记好的位置,再放上地脚螺栓(地脚螺栓放入前标示出十字线中心,保证安装时十字线中心与坐标中心重合);第三步,根据地脚螺栓坐标确定锚栓的坐标及标高;第四步,复核准确无误后将锚栓与下部钢筋焊接定位,且用φ16钢筋临时固定焊接。地脚螺栓安装示意图如图4。

图4 地脚螺栓安装
(2)钢柱安装施工。钢柱安装按照中间至周边的施工顺序安装,减少安装误差引起的累计偏差。钢柱吊装时可利用钢柱顶部连接耳板孔作为吊装孔,底节钢柱吊至距基础上方200 mm时,使其稳定,对准螺栓孔,缓慢下落,下落过程中避免磕碰地脚螺栓丝扣[10]。落实后用角尺检查,调整钢柱使钢柱的定位线与基础定位轴线重合。
钢柱就位后首先检查钢柱四周中心线与基础十字轴线是否对齐吻合,即用直尺将钢柱四方中心线延长到对齐,四边兼顾,当对准或已使偏差控制在规范许可的范围内时,即为完成对位工作。然后对钢柱进行临时固定,即采用四方向拉设缆风绳的方法,如受环境限制不能拉设缆风绳时,则采取在相应方向上做硬支撑的方式(在柱子1/2范围以上采用斜撑进行支撑固定),进行临时固定及校正。
钢柱就位标高采用预先在柱底中心设置钢板垫块(垫块顶标高为柱底标高),钢柱就位后垂直度调整完毕,紧固调整螺母使其与柱底接触紧密,如图5所示。钢柱调整到位后,应对称紧固地脚螺栓螺母,将垫板与柱底板按要求进行焊接,螺母与垫板点焊牢。垫板焊接完毕后即可由土建单位进行柱底灌浆工作,灌浆液采用细石混凝土。
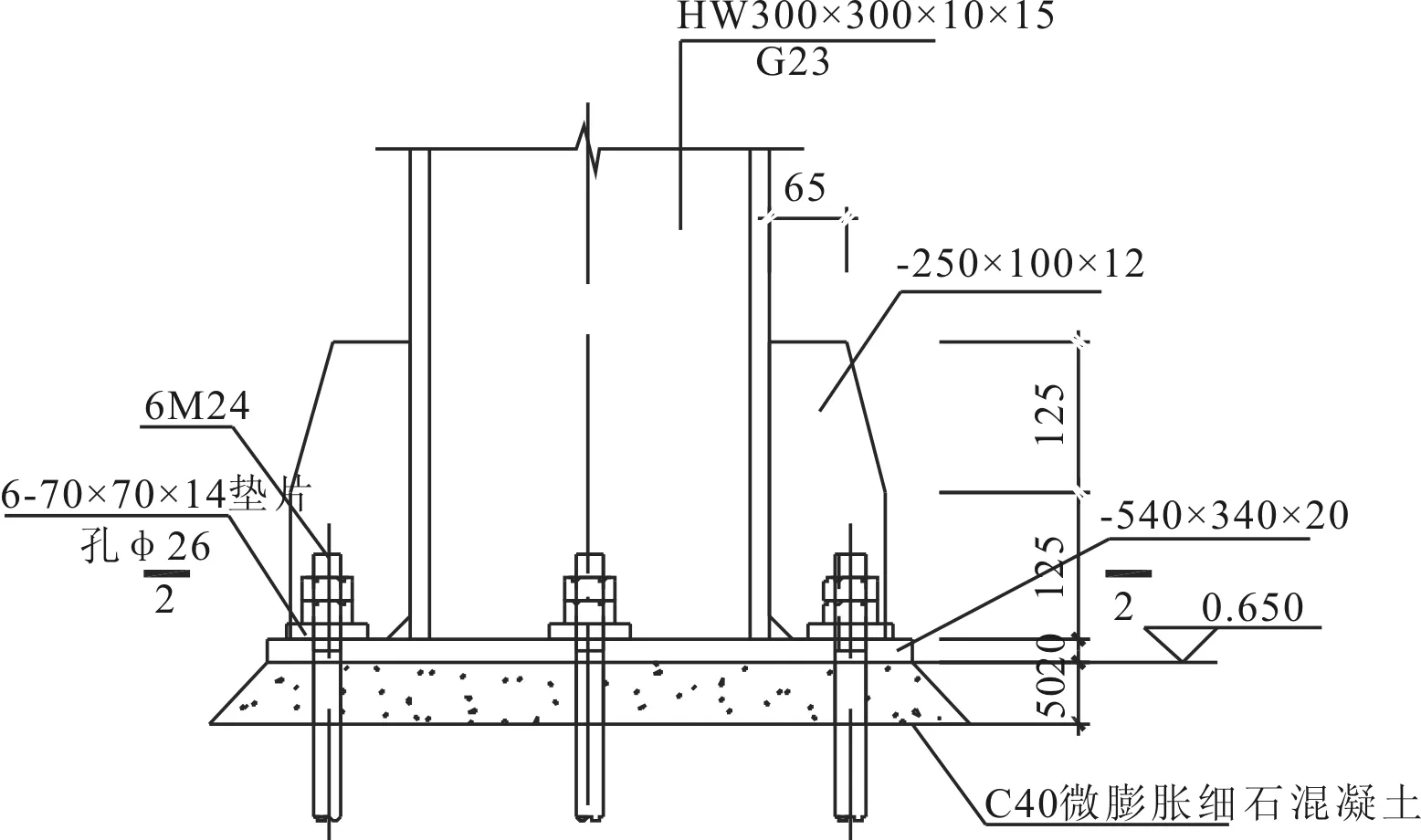
图5 钢立柱安装加固
(3)钢梁安装。主梁两端均与钢柱以高强螺栓加焊接的形式连接(腹板高强螺栓连接,翼缘板全熔透焊接),二层梁最大长度约为15.6 m,最大吊装重量为1.1 t,吊装采用单根两点吊装法,屋面钢梁最大长度约为15.6 m,最大吊装重量为1.1 t,吊装采用单根四点吊装法;选用JQZ25V型汽车吊装,满足吊装要求,起重机械性能表同钢柱吊装性能表。吊装顺序按1-2-3-4区域进行,吊装时构件先堆放在场地四周,待吊车到达指定工作区域以后,由场外吊车转运至场内吊车吊运范围内的加固区域,供场内吊车进行吊装。吊装时,顶板加固区域钢梁需等其余部分吊装完成后,再进行加固区域钢梁吊装。
吊装平面如图6所示。
(4)高强螺栓安装。本工程钢架构件钢梁之间、钢梁与钢柱之间现场连接采用10.9级摩擦型高强螺栓连,其螺栓规格为M20,高强螺栓结合面不得涂漆,采用喷砂处理法,摩擦面抗滑移系数不小于0.45。高强螺栓的预拉力P=155 kN。安装具体要求:钢梁已经吊装到位,校正合格后应及时进行高强度螺栓的施工。高强螺栓严禁强行穿入。当不能自由穿入时,可用铰刀进行扩孔。扩孔前,应首先将四周螺栓全部拧紧,使板迭密贴紧后再进行铰孔。扩孔数量不得超过一个接头螺栓孔数的25%,扩孔直径不得大于原孔径1.2倍。严禁用气割进行高强螺栓的扩孔工作。严格按照从中间向四周扩展的顺序,执行初拧、(复拧)、终拧的施工工艺程序,严禁一步到位的方法直接终拧。要求初拧、复拧、终拧在24 h内完成。终拧后应及时涂防锈漆。高强螺栓超拧应更换并废弃换下来的螺栓,不得重复使用。
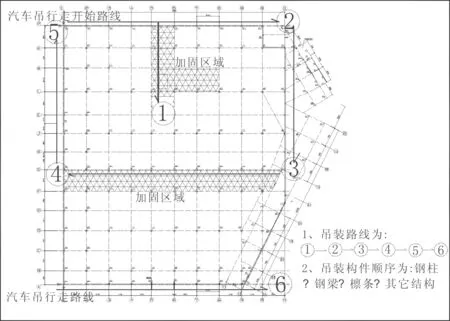
图6 钢结构吊装及安装顺序
(5)焊接施工。根据母材材质、结构形式,现场安装焊接采用二氧化碳气体保护焊(GMAW),高空组装焊接采用手工电弧焊(SMAW)或二氧化碳气体保护焊(GMAW)。
焊材及焊接方法具体选用见表1。
保护气体为CO2,纯度99.98%(露点不大于—40 ℃),焊接材料采用氢含量较低的焊材。焊接材料的选用原则与母材强度等强,焊接不同类别的钢材时,选用与强度级别较低母材相匹配的焊材。

表1 焊材及焊接方法
(6)涂装施工。钢结构涂装工程应在钢结构安装工程检验批和钢结构普通涂料涂装检验批的施工质量验收合格后进行。涂装工艺、涂装遍数、涂层厚度等均应满足相关国家规范、标准及设计要求。待涂表面应清洁、干燥且无染物。涂装前根据GB50221的要求进行表面处理,确保底漆已完全固化。中间漆施工前,必须确保底漆涂层完整,任何破损、漏涂或返锈区域均不允许进行环氧中间漆的施工。底漆、中间漆及面漆均为双组分产品,施工单位应严格按照制造商提供的施工工艺进行实施,超过混合使用期的产品不得继续使用。油漆供应商提供持有NACE 2级认证的现场技术服务协助油漆施工和检查。涂装完成后漆膜表面应光洁,厚度均匀,无皱皮、流坠、针眼、气泡、脱皮、返锈等。构件表面不应漏涂、误涂。若涂装过程中前道漆膜受损或其他原因使得漆膜的质量不能保证或难以保养,则应去除漆膜,使钢材表面恢复原状后重新按照正确的工艺步骤进行涂装。
4.3 应用效果
花垣县农贸市场钢结构施工采用tekla三维建模深化设计,优化节点,输出构件加工表供工厂加工,场内加工后运输至现场,按照三维模拟拼装顺序进行装配式施工,极大的减少了现场焊接及切割,工期大幅度缩减,连接节点质量可靠。工程完工至今,已运营约1年,受到业主及花垣县居民好评(图7)。
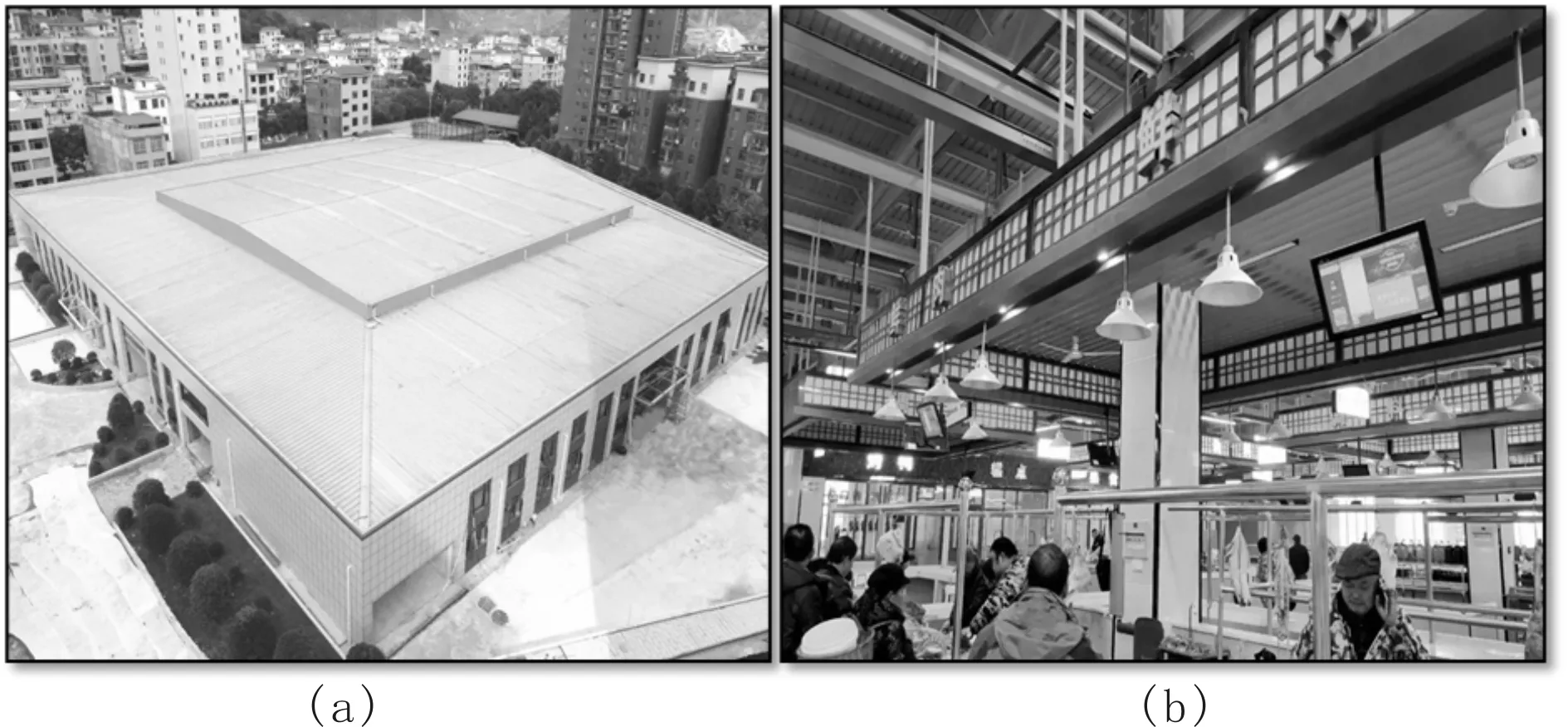
图7 农贸市场钢结构完工效果
5 结论与讨论
钢结构施工过程中受很多外界环境因素影响,需根据环境特点明确关键因素,有针对性解决施工难题,确保施工质量。为保证钢结构的施工质量和安全,需要加强钢结构的三维深化设计、虚拟预拼装及现场安装工艺,加强对管理人员、焊接人员、安装人员的培训交底,从钢结构BIM设计、地脚螺栓安装、钢柱安装施工、钢梁安装、高强螺栓安装、焊接施工等方面控制好施工工艺流程,加强对安装过程的管控和监督,提高钢结构的施工质量,保证钢结构建筑的耐久性和安全性。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
陶瓷学报(2021年4期)2021-10-14
建材发展导向(2021年7期)2021-07-16
科学与财富(2021年34期)2021-05-10
科学与财富(2017年35期)2018-01-29
科学与财富(2017年23期)2017-09-24
科学与财富(2016年26期)2016-12-01
故事会(2015年21期)2015-11-17
科技与企业(2015年12期)2015-10-21