
相控阵技术在奥氏体不锈钢检测中的应用
2021-11-10 01:42:54郑国润
科技信息·学术版 2021年23期
关键词:相控阵
郑国润
摘要:奥氏体不锈钢由于晶粒比较粗大,常规的脉冲超声波检测方法比较难检测和判断缺陷,而相控阵的双晶矩阵纵波检测技术由于其次轴方向的晶片排列,使其可以生成不同的横向偏转角度,非常适合横向裂纹检测。
关键词:横向裂纹 相控阵 奥氏体不锈钢 低温下开裂
引言
某炼化化工一台碳三洗涤塔进料2#冷却器设备,单位内编号为E-305,容积为7.02m3,,材质为S30408,厚度壳体/管程:26/20mm,内径为900/1800,设计压力为壳体/管程:3.36/4.2MPa,设计温度为壳体/管程:-70~65/-70~65,产品标准GB150-2011。
1设备开裂原因
裂解装置冷换设备碳三洗涤塔进料2#冷却器(E-305)不锈钢封头的直边段在制造成型过程直边段中出现严重的材质脆化现象,材料的硬度检测时硬度值均在300HB以上,普遍存在硬度偏高现象,投用前的陈旧性裂纹在运行过程中残余应力和工作载荷组合应力作用下发生脆性快速扩展,最终导致裂纹穿透引起泄漏。
2检测方法的选择
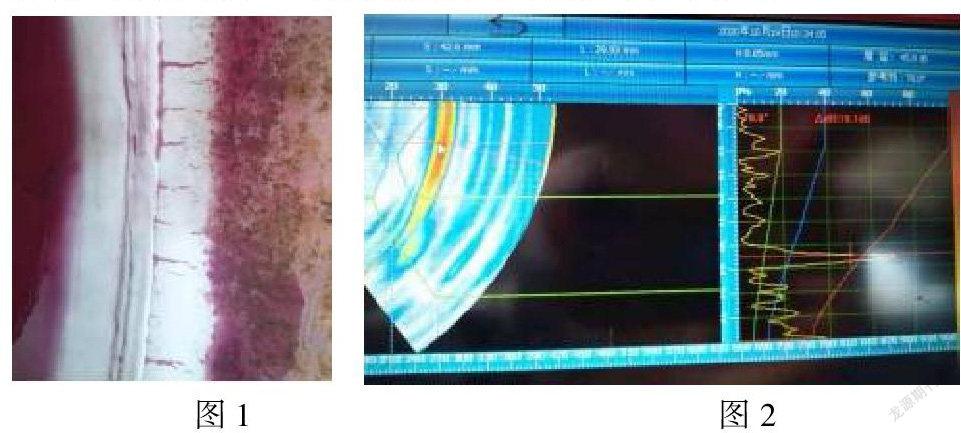
本次不锈钢封头的直边段产生的裂纹都是垂直于焊缝的横向裂纹,封头内表面的PT(渗透检测)裂纹如下图1所示:
(1)常规的双晶纵波检测使用双晶纵波一发一收模式,通过楔块屋顶角使声束汇聚到一点,存在以下几点问题:
1)探头角度及声束汇聚点固定,因而一只探头只能检测某个深度范围的缺陷;
2)对于壁厚较大的工件需要配置多个探头,以覆盖不同深度的缺陷;
3)对于横向缺陷检出率比较低。
(2)相控阵自发自收纵波扇扫检测厚壁的奥氏体不锈钢存在要求楔块高度较高,耦合不稳定和近表面盲区过大等因素,不利于近表面裂纹检测。
(3)TOFD检测通过衍射信号对晶粒噪音很敏感,因而在奥氏体不锈钢的应用比较有限。
(4)相控阵的双晶矩阵检测有以下几个优点:
1)通常适用于多个区域的检测(25~30mm一个区)
2)反射波与接收互不干扰;
3)更好的近表面分辨率(无盲区),更好信噪比;
4)横向波束偏转,有利于横向缺陷检测。
双晶矩阵相控阵探头的检测,由于其次轴方向的晶片排列,使其可以生成不同的横向偏转角度,所以可以用于横向裂纹检测。
所以本次检测选择了双晶矩阵纵波相控阵检测方法。
3检测参数
检测仪器:中科Magics can-MS
检测探头:2.5DL32-12×5-A25 频率:2.5MHz,用于更厚、衰减更大的奥氏體不锈钢检测,晶片规格:12×5(每一侧)
检测楔块:SA17-DN55L0
检测对比试块:S30408对比试块
双晶纵波矩阵相控阵检测裂纹部位的缺陷图,可以清晰发现自己一侧靠近上表面位置的缺陷,以及对侧的侧壁位置缺陷,如图2所示的裂纹图。
4总结:
(1)对于大厚壁的不锈钢的高衰减材料焊缝检测,首选双晶矩阵相控阵纵波检测技术或者双晶线阵相控阵纵波检测技术;
(2)由于不锈钢母材和焊缝的声衰减差异较大,因而校准过程尽量在带焊缝的校准对比试块上进行;
(3)使用双晶矩阵相控阵纵波检测技术还可以检测横向裂纹,弥补了其他检测技术对横向裂纹检测的缺憾。
参考文献:
[1]郑晖,林树青 超声检测[M]中国劳动社会保障出版社,2007
[2]不锈钢焊缝相控阵超声检测方法介绍
猜你喜欢
煤气与热力(2021年3期)2021-06-09 06:16:16
化工管理(2021年7期)2021-05-13 00:45:20
电子制作(2019年24期)2019-02-23 13:22:16
电子测试(2018年15期)2018-09-26 06:01:46
中国交通信息化(2017年10期)2017-06-06 07:13:20
系统工程与电子技术(2016年4期)2016-08-24 07:46:02
现代防御技术(2016年1期)2016-06-01 12:13:27
现代防御技术(2016年1期)2016-06-01 12:13:27
铁道科学与工程学报(2015年4期)2015-12-24 12:11:20
中国交通信息化(2015年5期)2015-06-05 03:57:27
