钛合金VAR熔炼过程中Al元素烧损差异分析
2021-11-10 10:59吕华江王婷婷周文敏
钛工业进展 2021年5期
曹 瑞,吕华江,张 晋,李 楠,王婷婷,周文敏
(新疆湘润新材料科技有限公司,新疆 哈密 839000)
在真空自耗电弧(VAR)熔炼钛合金过程中,各种元素含量的控制非常重要,元素含量及其均匀性直接影响产品的质量和性能。在铸锭熔炼过程中,有的元素会正偏析、有的会负偏析、有的易挥发、有的难熔,因此研究不同元素在熔体中的运动规律,对于钛合金成分控制具有重要意义。钛合金中加入的合金元素可分为α稳定元素、β稳定元素和中性元素。Al是广泛采用的α稳定元素之一,在钛合金中起固溶强化作用,其在α-Ti中的固溶度大于在β-Ti中的固溶度,并会提高β相转变温度,扩大α相区[1]。在GB/T 3620.1—2016 《钛及钛合金牌号和化学成分》中,所列钛及钛合金牌号共100种,其中工业纯钛13种,钛合金87种,而87种牌号的钛合金中含Al元素的钛合金多达74种。当钛合金中Al含量达到6%~7%时,具有较好的稳定性和良好的焊接性,而且随着Al含量的增加(不超过7%),合金强度提高,塑性无明显下降[1]。
在工业生产中发现,经过3次VAR熔炼的钛合金,其Al元素的烧损率高达到4.56%,而采用电子束冷床炉熔炼TC4钛合金时,Al元素的烧损率高达14.4%[2]。实际生产中,Al元素的烧损量一般按经验估算,通常为目标值的0.15%~0.25%。对于不同牌号的钛合金,在VAR熔炼时Al元素烧损存在差异。本研究采用相同VAR工艺分别熔炼TC4、TC18、TC19钛合金铸锭,并分别采用真空熔炼和充氩熔炼2种方式熔炼TC10钛合金铸锭,探究钛合金在VAR熔炼过程中的Al元素烧损规律,分析不同牌号钛合金Al元素烧损差异的机理,以期为钛合金熔炼过程中Al含量的控制提供参考。
1 实 验
实验材料选用0级海绵钛、Al豆、Cu丝、海绵锆、金属铬及Al-V、Al-Mo、Ti-Sn、Ti-Fe等中间合金,按照TC4、TC18、TC19、TC10钛合金的设计成分分别称量和混料,在80 MN油压机上压制成电极块,再经等离子焊箱焊接成规格为φ480 mm×5500 mm的自耗电极。
采用ZHTR03型双炉头、双工位真空自耗电弧炉进行钛合金铸锭熔炼。其中,TC4、TC18、TC19钛合金铸锭均经过3次VAR熔炼,熔炼工艺参数均相同;TC10钛合金铸锭的电极制备、第1次熔炼、第2次熔炼工艺均相同,第3次熔炼分别采用真空熔炼和充氩熔炼,充氩压力约为1.5 MPa,充氩熔炼电压略高于真空熔炼电压,其余工艺参数相同。经过熔炼分别得到6支TC4、2支TC18、2支TC19、4支TC10钛合金铸锭,规格均为φ720 mm。铸锭扒皮后,在其外圆头、中、尾3个位置分别取样进行化学成分分析,其中Al、Mo、V、Sn等采用美国PE公司的Avio500型电感耦合等离子体发射光谱仪进行测量。
2 实验结果
2.1 不同牌号钛合金Al元素烧损情况
表1为TC4、TC18、TC19钛合金铸锭外圆头、中、尾不同部位的Al元素烧损数据。从表1可以看出,TC4、TC19、TC18钛合金铸锭的Al元素烧损率依次减少,且TC4钛合金的Al元素烧损率明显大于TC18、TC19钛合金,为6~14倍。
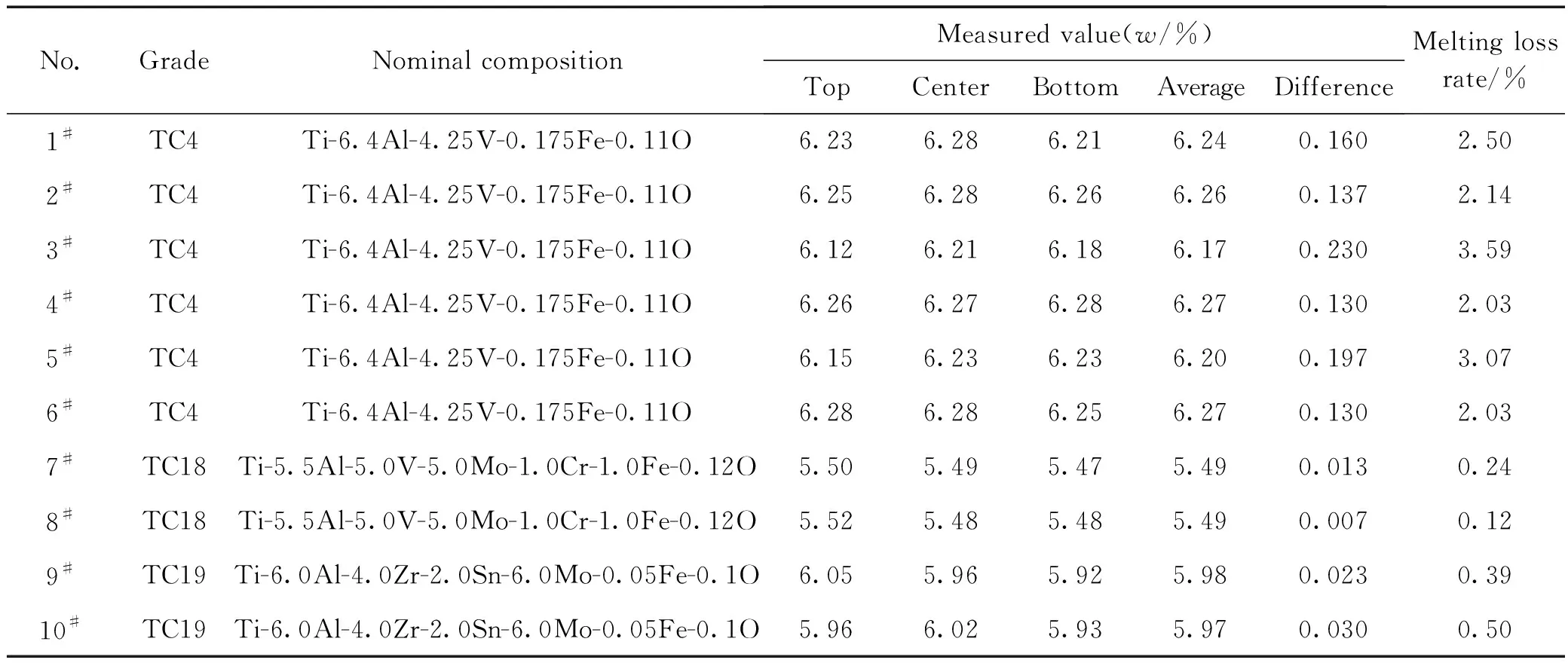
表1 不同牌号钛合金铸锭的Al元素烧损数据
2.2 不同熔炼环境Al元素烧损情况
表2为VAR熔炼TC10钛合金铸锭外圆头、中、尾不同部位的Al元素烧损数据。其中,1#铸锭和2#铸锭第3次熔炼时采用真空熔炼,3#铸锭和4#铸锭第3次熔炼采用充氩熔炼。从表2可以看出,采用真空熔炼生产的TC10钛合金铸锭中Al元素的烧损率明显大于采用充氩熔炼生产的铸锭中Al元素的烧损率,为充氩熔炼烧损率的5~9倍,说明采用充氩熔炼能够有效减少钛合金VAR熔炼过程中Al元素的烧损。

表2 不同熔炼环境下TC10钛合金铸锭的Al元素烧损数据
3 原理分析
3.1 Al元素烧损原理分析
采用VAR熔炼钛合金过程中,熔炉内Al元素的挥发如式(1):

(1)
反应式(1)的平衡常数(K)如式(2)[3]所示:
(2)
式中:PAl为气相中Al元素平衡分压,Pa;PΘ为标准大气压,Pa;αAl(l)为钛合金熔体中Al元素的活度。
由式(2)可以看出,影响其反应程度的主要因素有2个,一个是Al元素在气相中的分压,另一个是Al元素在液相中的活度。
3.2 合金组元及含量对Al元素烧损的影响机理
由表1可知,TC4、TC18、TC19钛合金铸锭中配入的合金元素的质量分数分别为10.94%、17.62%、18.15%。3次熔炼的锭型、工艺参数均相同,所以只考虑铸锭成分对Al元素烧损的影响。由于均为真空熔炼,熔体界面Al元素的气相分压基本相同,根据式(2)可知影响反应程度差异的只有Al元素在液相中的活度。受活度控制的挥发速率可以根据Langmuir公式[4]计算:
(3)

由公式(3)可以看出,在此组反应中影响Al元素挥发速率的因素是αAl。由于TC4、TC18、TC19钛合金的成分不同,所以其αAl也不同。利用Miedema生成热模型可以比较准确的直接求解三元系熔体中组元的理论活度[4],但是由于TC4、TC18、TC19钛合金中的元素多于3种,故需要对合金熔体体系进行降元处理。由于本研究主要分析Al元素的烧损机理,并且元素种类较多,所以利用Al当量、Mo当量法将TC4、TC18、TC19钛合金降元换算成含量不同的Ti-Al-Mo三元系钛合金,具体换算方法可参考公式(4)[5]、(5)[6],换算后钛合金的成分如表3所示。

表3 按当量法换算后TC4、TC18、TC19钛合金的成分(w/%)
[Al]eq= [Al]+[Sn]/3+[Zr]/6+10([O]+[C]+2[N])
(4)
[Mo]eq=[Mo]+0.2[Ta]+0.28[Nb]+0.4[W]+0.67[V]
+1.25[Cr]+1.25[Ni]+1.7[Mn]+1.7[Co]+2.5[Fe]
(5)
式(4)、(5)中的元素符号表示其质量分数。
再根据Miedema生成热模型计算Ti-Al-Mo三元系中Al的活度系数,见式(6)[4]。
(6)

通过Miedema生成热模型计算得到TC4、TC18、TC19钛合金中Al元素在不同熔体温度下的活度系数,如图1所示。根据不同熔体温度下Al的活度系数及钛合金中Al的摩尔分数计算αAl(αAl=γAlχAl),然后代入公式(3)得到TC4、TC18、TC19钛合金铸锭中铝元素挥发速率与熔体温度的关系,如图2所示。由图1和图2可以看出,相同温度下,3种钛合金铸锭中αAl和挥发速率由大到小依次为TC4、TC19、TC18,这与表1、表2实验数据一致,并且活度系数和挥发速率随熔体温度的升高而上升。TC4、TC18、TC19钛合金铸锭中αAl存在差异,这主要是由于加入的其他元素与游离态Al结合,使熔体中的Al元素与理想熔体相比呈现负偏差,也就是活度系数小于1,对应的活度降低,所以熔体中Al元素的挥发损失减少。但是,不同元素与Al元素的结合能力不同,会造成不同钛合金体系中Al元素的挥发速率不同。例如,TC19钛合金中的合金元素含量大于TC18钛合金中的合金元素含量,但不管是实际测量结果还是理论模拟都显示TC19钛合金中Al元素的挥发速率大于TC18钛合金。

图1 TC4、TC18、TC19钛合金中Al元素活度系数与 熔体温度的关系Fig.1 Relationship between activity coefficient of Al in TC4, TC18, TC19 titanium alloy and melting temperature

图2 TC4、TC18、TC19钛合金中Al元素挥发速率 与熔体温度关系Fig.2 Relationship between evaporation rate of Al in TC4, TC18, TC19 titanium alloy and melting temperature
3.3 熔炼环境对Al元素烧损的影响机理
表2中4支TC10钛合金铸锭的成分配比基本相同,根据公式(2)可以近似认为真空和充氩2种熔炼状态下液相中Al元素的活度相同,因此影响Al元素挥发快慢的因素即熔体界面处Al元素的气相分压。对于受气相分压控制的挥发反应,Al元素在钛合金熔体中的挥发速率(mol·cm-2·s-1)可以用修正后的Langmuir公式[4]计算,如式(7)所示:
(7)

从式(7)可以看出,真正的变量只有Pg(Al)和TS,而熔体的表面温度基本等同于熔体温度,可用经验式(8)[7,8]表示:
(8)
式中:TL为合金液相线温度,K;Dc为铸锭直径,m;J为熔炼电流密度,kA/m2。
同样,由于4支TC10钛合金铸锭的成分基本相同,因此它们的液相线温度也相同,而且熔炼电流、铸锭直径均相同,故可以认为VAR熔炼过程中2组TC10钛合金铸锭的熔体表面温度基本相同,根据式(7)的Langmuir修正方程,可以得出影响Al元素挥发速率的因素为Pg(Al)。真空熔炼时一直处于抽空状态,真空度较高,相应的Pg(Al)值非常低,但是充氩熔炼时由于充入惰性气体,使得金属Al元素挥发后会存在于气相中,尤其会在挥发界面附近聚集,使得挥发表面附近的Pg(Al)增大,最终导致充氩熔炼时Al元素的挥发速率较低。另外,由于惰性气体氩气充满挥发表面附近,所以Al蒸气粒子在析出气相边界层后与惰性气体分子的碰撞几率增加,此过程中部分Al蒸气粒子会反向朝熔池表面传质,这也导致了Al元素挥发损失的减少。在含易挥发组元的熔体中,当外压力增大到一定值时,易挥发组元的挥发速率不再受外压的影响,这个值称为阻塞压力[4],阻塞压力通常为易挥发组元熔体温度下饱和蒸气压的1.3~1.5倍,而TC10钛合金中最易挥发的组元为Cu,根据式(8)计算出熔体温度为2030 ℃,此温度下Al元素的饱和蒸气压可以根据式(9)[9]计算。
(9)
式中:A、B、C、D为热力学常数,可在文献[7]中查到。
经计算,熔体温度为2030 ℃时Al元素的饱和蒸气压为5760 Pa左右。同理,根据文献[7]与文献[9]的数据,用式(9)可以计算出Cu元素在熔体温度2030 ℃时的饱和蒸气压约为10 580 Pa,所以实验所采用的1.5 MPa充氩压力可以有效抑制挥发反应的进行。
4 结 论
猜你喜欢
钢铁钒钛(2022年4期)2022-09-19
钢铁钒钛(2022年2期)2022-08-03
中国药业(2022年7期)2022-04-20
科技研究·理论版(2022年7期)2022-03-23
科学技术与工程(2021年31期)2021-11-23
食品安全导刊(2021年20期)2021-08-30
有色金属加工(2021年1期)2021-02-23
农产品加工(2020年21期)2020-12-16
热处理技术与装备(2020年2期)2020-06-29
有色金属材料与工程(2018年3期)2018-11-25