
高工作阻力大倾角液压支架再制造可靠性浅谈
2021-11-09 08:28张严敬梁开东
山东煤炭科技 2021年10期
张严敬 梁开东
(山东能源重装集团鲁南装备制造有限公司,山东 枣庄 277000)
鲁南装备制造有限公司作为鲁南地区最大的煤矿机械厂,有多年煤矿机械设备设计制造经验,尤其是在机械产品制造中植入全生命周期理念,积极探索研究煤机产品零部件的再制造技术和工艺,先后成功进行液压支架、刮板输送机等产品的再制造,取得了较好的效果。ZY12000/28/62 型液压支架是鲁南地区工作阻力最大的液压支架,是公司自主研发制造的高工作阻力大倾角高端支架。根据ZY12000 支架现场使用、损坏等情况,对再制造标准、技术准备、生产管理进行详细的进度计划,确定采取三方面措施确保ZY12000 支架再制造产品在质量、性能上达到或者超过新机水平,实现性能恢复、可靠性提高、适用性增强。
1 工艺保证措施
1.1 立柱千斤顶升级改造
1.1.1 激光熔覆技术提升产品使用寿命
针对液压支架油缸活柱、中缸等部件,采用适合立柱的新型激光熔覆专用铁基合金粉末(图1),依靠元素Cr 提高熔覆层的耐腐蚀性,内壁采用镀铜合金技术,大大提高立柱千斤顶表面耐腐蚀性和光洁度,可实现5 年免维护。

图1 铁基合金粉末熔覆
1.1.2 高端复合密封提高密封性能
密封选择采用材质为HPU+NBR+POM 的注塑模具密封产品,相较于车削加工的加工方式拉伸强度更高,抗磨性能更好,尺寸稳定性好,可以满足车削不能加工的独特设计要求,避免多件组装带来的累计误差问题。
1.2 结构件局部补强
对支架所有结构件喷砂处理后,外露焊缝全部进行磁粉探伤,确保焊缝质量的可靠性。不符合要求的,彻底清理后采用“V 型焊”+角焊缝的多层多道焊接工艺(图2)进行修复,焊接质量可靠。对结构件损坏较严重部位,采取局部补强技术,贴高强度板和增加加强筋等方式,增强结构件强度。
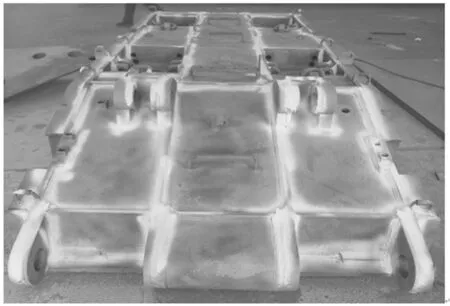
图2 多层多道焊接工艺
1.3 优化表面处理工艺
1.3.1 无损绿色清洗
在传统往复、射流清洗、喷丸除锈等新工艺基础上,引进液体喷砂机,对锈蚀表面进行精细液体喷砂清洁除锈处理,露出金属光泽,实现光洁、精细表面绿色清理。
1.3.2 表面防腐处理
采用底漆+面漆表面防腐处理方式,底漆和面漆都选用高质量水性油漆,采用自动喷漆和烘干工艺,确保表面防腐质量。在立柱千斤顶小件电镀防腐蚀处理方面,进行电镀铜或锡青铜表面处理工艺,先进的喷铬表面处理技术,提高了耐腐蚀性能。
2 结构优化提升产品性能措施
2.1 调架结构优化
ZY12000 支架应用工作面倾角平均25°,局部达到32°,支架侧护板的推力不够,侧护板与支架之间不能在弹簧的作用下与邻架封严,造成架间漏煤现象。公司采取增加弹簧直径和提高连接件强度的方式,提高支架的调架性能,减少了工作面架间漏煤。
2.2 顶梁伸缩机构性能优化
2.2.1 增加漏煤孔,方便清理箱体内杂物
顶梁伸缩机构伸缩梁伸出和收回时经常将矸石和煤块带入顶梁内部,造成伸缩憋卡现象,严重时造成伸缩机构失效。公司在顶梁与伸缩梁含入段相应部位增加漏煤孔(图3),避免该现象的发生。
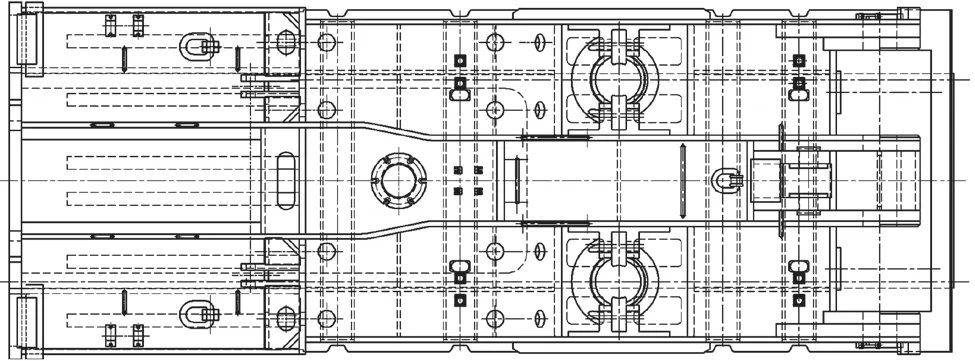
图3 漏煤孔
2.2.2 伸缩箱体唇部加强
由于伸缩梁伸出时的作用,顶梁前部端板腹板有出现开焊现象,要求在顶梁腹板与端板连接位置处设置包板,以防止开焊。由图4 可知,该包板在端板后部对顶梁主筋板四角位置进行全面包护,同时在腹板下方在端板与包板加设了两板钢板,以提高端板的可靠性。

图4 箱体唇部加强
2.3 立柱固定结构优化
立柱耳板固定板经常有开焊脱落现象,优化后将该固定板(图5)加长并伸入到底座柱窝前部弯板中,提高固定座焊接强度,从而避免了立柱固定失效现象的发生,提高支架安全性能。

图5 立柱固定板
2.4 液压管路优化
2.4.1 主进主回管路优化
主进主回管路由前连杆后面移到前连杆前面,方便操作。在主进主回胶管上增加柔性护套。
2.4.2 管路布置优化
通过尖棱处倒钝处理、优化耳板定位尺寸、部分胶管改为钢管、焊接胶管座卡等一系列措施,优化管路布置,方便操作,提高安全性,改善了煤矿工人的劳动条件。
2.4.3 喷雾装置结构优化
将喷嘴座结构改为两组三头不锈钢喷雾杆形式,解决由于环境恶劣水腐蚀性强、后喷雾装置锈蚀严重、喷雾座螺纹锈蚀后喷头固定不牢、易脱落等问题,同时增强喷雾效果,便于更换维修。
3 检验检测保证措施
3.1 再制造企业标准制定
制定液压支架、立柱千斤顶再制造的企业标准为设备再制造提供了检验检测依据。通过设备的再制造,将不断完善企业再制造标准体系,逐步上升到地方标准、行业标准、国家标准。
3.2 检验检测能力提升
引进国外先进的Ansys、MSC-Fitigue、ADAMS等软件,掌握零部件寿命检测、结构件的应力分析技术、结构件与部件的运动关联性分析技术。
无损检测可通过X 射线衍射残余应力测试,判定残余应力状态;通过整体磁化(MT)法判定油缸的表面是否有裂纹产生,对局部有裂纹部位通过X 射线检测(RT)加超声波探伤检测(UT)的方法判定裂纹的尺寸和深度,结合有损检测的结果综合评判缺陷对产品寿命的影响,建立零部件寿命评估的模型和依据。配备无损探伤设备,培训检测人员。
4 使用效果
ZY12000/28/62 型液压支架再制造完成后,按照《煤矿用液压支架 第1 部分:通用技术条件》(GB25974.1-2010)及结构件、液压件制造标准进行试验,各项指标均达到新制造液压支架标准要求。2018 年在高庄煤业公司西三区3上采区进行应用,三年的产量分别为178 万t、168 万t、197 万t。开采期间,该型支架经历了大倾角、旋转开采、频繁过老硐等特殊地质条件考验,支架整体状态良好,连续三年不需要大修,直接在井下进行转面,支架结构件未发现变形损坏失效现象,立柱千斤顶等液压件未发现泄漏、脱镀、变形、窜液等失效现象,液压支架整体可靠性、适用性大大增强,使用寿命大大提升。
5 结语
在液压支架的维修工作当中,通过增材制造、再制造、表面工程等技术对零件性能进行恢复和加强,提高液压支架的实用性,保证液压支架系统价值的最大化,以此来保证整个液压支架工作的安全性和稳定性,从而推动煤矿产业的良性发展。
猜你喜欢
化工管理(2022年14期)2022-12-02
矿山机械(2022年5期)2022-05-19
世界有色金属(2021年22期)2021-12-04
中老年保健(2021年8期)2021-08-24
同煤科技(2021年3期)2021-07-15
山东交通科技(2020年1期)2020-07-24
科学与信息化(2020年36期)2020-01-04
表面工程与再制造(2019年6期)2019-08-24
记者观察(2019年1期)2019-04-04
科学与财富(2018年23期)2018-08-19
