基于自动拟合标注与图像点线检测的尺寸测量系统研究
2021-11-09 11:41:02叶小华
重庆科技学院学报(自然科学版) 2021年5期
叶 小 华
(黎明职业大学通识教育学院, 福建 泉州 362000)
越来越多的工业企业,出于对成本、效率的考虑,亟需通过导入自动化的测量设备取代人力,从而达到降本增效的目的,而自动化的测量设备被广泛应用在视觉引导、缺陷检查、读码和尺寸测量等方面[1-2]。其中,尺寸测量被广泛应用于各个细分领域。过去,企业更多地是采用人眼去测量和记录工件的尺寸。为了提高效率,市场上出现了人机交互式的测量软件和测量设备,但大部分测量软件和设备,还是需要人工现场确认,并记录下数据,这种模式很难推广。因此需要基于图像算法和软件工程,开发出自动化的测量系统,达到降低测量成本、提高测量效率和测量准确度的目的。
在尺寸测量方面,国内研究人员已经取得了一定的研究成果,如王建新[3]提出的基于k-means的零件图像分割方法,对于划痕的伪边缘,在矩形边缘检测区域内利用轮廓法线信息,测量边缘尺寸。该研究仅考虑了图像的边缘特征,忽略了其他有效数据,使其测量精度有待提升。朱丹丹[4]提出的基于CCD获取零件图像,实现圆度测量,达到测量目的,但该研究未考虑软件工程交互落地的问题,在实际项目中缺乏现场可操作性。陈家茜[5]提出的利用采集到的实物图像,基于图像分割技术,通过计算目标面积进行图像测量。但是分割技术是依据经验参数来完成的,而且未考虑算法与软件系统兼容的问题,在定制化场景中,限制了算法测量的准确度。
为了提高目标尺寸的测量精度,通过结合自动拟合标注与图像点线检测,设计并实现了一套尺寸测量系统。该系统测量对象是电子器件或工件图像,通过借助软件技术,完成自动化拟合标注,从而获得被测物的尺寸信息。研究主要解决2个问题:(1) 实现自动拟合标注,即鼠标在工件目标轮廓外围画标注线,通过相应的算法来寻找其边缘,画上去的线自动贴着工件轮廓,从而精准地定位工件轮廓,进而测量出工件的尺寸信息;(2) 基于软件工程,将测量工具进行高度封装,实现模块化。
1 测量系统设计
图像测量在实际应用中,分为离线测量和在线测量。离线测量,由工作人员操作软件,对工件图像进行精准测量,耗时较长;在线测量,不需要人员参与,耗时较短,但是存在测量误差。此次研究的测量系统为离线测量,主要达到减少用时、提高测量精准的目的。该系统需要先开发自动拟合标注,即人员操作鼠标,鼠标边动边计算周边信息和寻边,定位在最近的边缘,工作人员只需要沿着工件目标的外轮廓走位,即可实现快速精准地寻边,达到自动拟合标注的目的。然后根据自动拟合标注的结果,进行点线测量。针对测量系统中的关键步骤,设计如图1所示的系统流程框架。本研究基于设备工业相机,完成工业缺陷图像的采集。首先,采集工业领域待测图像,开发基于自动拟合标注的检测算子,完成前期图像检测。其次,基于人机交互方式,利用开发的距离测量工具对图像进行最终测量,从而完成系统性的测量作业。最后,基于QT框架下的C++语言,开发出软件系统和视觉测量工具。图2为待测量图像,图像中上部方框的外侧距离为待测距离,后续用所设计的系统对其进行测量和讨论。

图1 测量系统流程框架
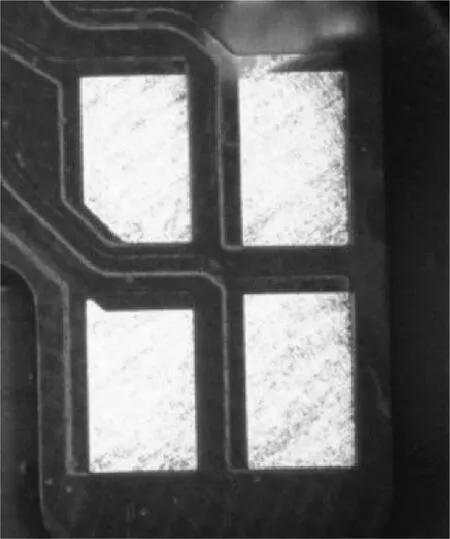
图2 待测量图像
1.1 图像自动拟合标注算法
标注的目的是为了定位工件外观轮廓,为后续的测量做准备,标注分为3种:全自动标注、半自动标注和纯手动标注。半自动标注是基于一些参数的设置和调整,来达到标注的目的,具有看图调参数的功能,但难以快速推广应用。纯手动标注,即雁过留痕的形式,鼠标画到哪,标注线就画到哪,没有识别功能,完全依靠人眼和手的配合,具有很强的主观性,很不稳定。此次主要研究全自动拟合标注,涉及到的子算法主要有阈值分割和边缘检测。
阈值分割,目标与背景的关系:
1=wa+wb
(1)
式中:wa是目标像素比例;wb是背景像素比例。
在式(1)中,目标灰度均值、背景灰度均值与整体灰度阈值的关系[6-7]:
u=ua×wa+ub×wb
(2)
式中:u是阈值;ua是目标均值;ub是背景均值。
最后,计算方差最大值[8-9]:
g=wa×(u-ua)2+wb×(u-ub)2
(3)
式中:g是方差最大值。
在阈值分割基础上,进行Canny处理:
(4)
式中:G(x,y)为图像边缘梯度幅值;Gx为x方向梯度;Gy为y方向梯度[10]。
拟合校准的本质就是权值乘以输入值加上偏移值。为了实时校准拟合效果,设计系统采用嵌入校准函数:tanh、ReLU,经过实验验证,更适合此次研究中的拟合需求,各校准函数为:
tanh=tanh(x)
(5)
ReLU=max(0,x)
(6)
式中:x为输入值。
全自动拟合标注算法流程主要为:阈值分割、边缘检测、最近点确定、标注拟合。先用阈值分割,分割出包含目标轮廓在内的二值图,该图存在一定量的杂质和干扰。因此,引入边缘检测,对二值图的目标轮廓,作进一步边缘处理,得到目标的边,同时也排除了杂质的干扰。在人机交互的鼠标标注过程中,鼠标轨迹在不断更新,以鼠标所在坐标为中心点,取256×256区域图像进行阈值分割和边缘检测处理,既达到了计算、分析、处理的目的,又达到了速度实时性要求。最近点确定,以边缘检测结果中距离鼠标所在点最近的坐标作为拟合的结果坐标。在鼠标移动过程中,计算出来的点通过连线达到拟合的目的。
系统的全自动拟合标注采用特定标准差来初始化起始拟合位置,在拟合标注过程中不断调整。前期调研了3种实现语言,即C++、C #和Java,并进行了实验,因为考虑到效率,本平台软件选择用C++语言实现。全自动拟合标注框架如图3所示。
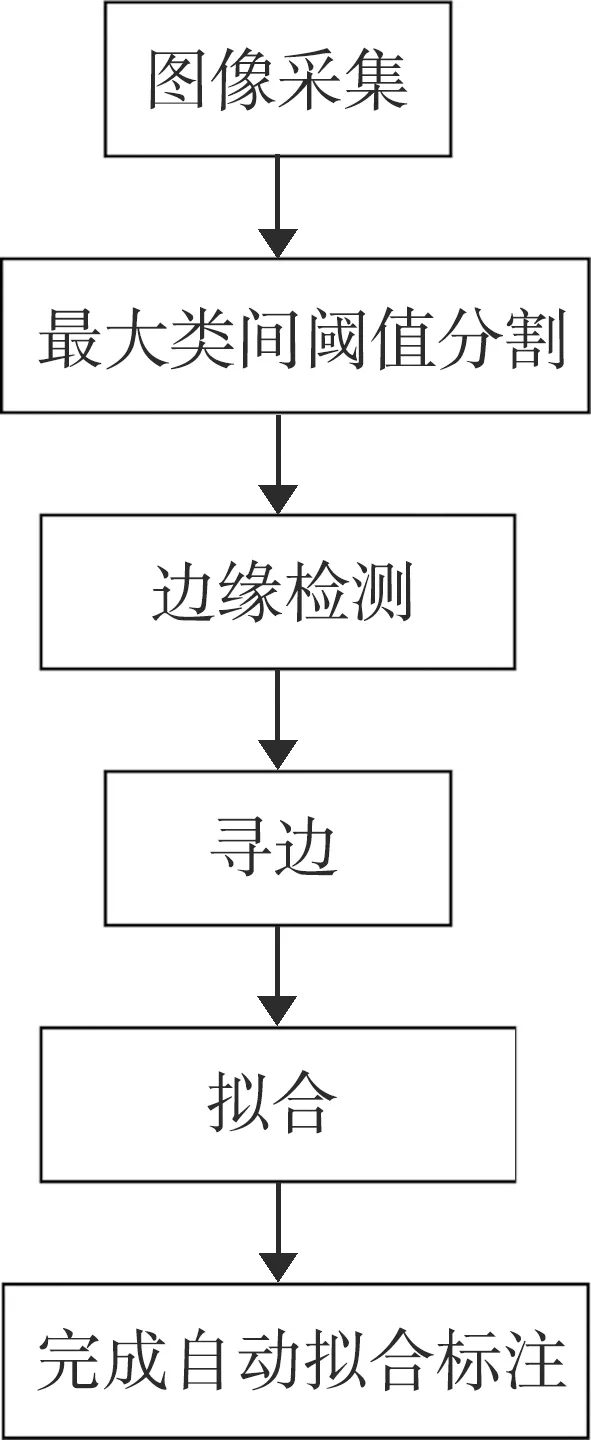
图3 全自动拟合标注框架图
1.2 目标尺寸测量
系统的图像测量对象有很多,包括点到点、点到线、线到线,目标轮廓内、外侧,这些都属于距离测量。另外还有面积测量、角度测量、计数等等。限于文章篇幅,在此重点介绍距离测量工具。首先对目标进行校准,用标定板放在相机下面采集图像,找到物理距离与图像距离的关系、转换比例等。在得到物理坐标与图像坐标的对应关系后,再进行尺寸计算。结合上述自动拟合标注的轮廓信息,只需将距离测量工具放在工件上,通过调整测量工具,即可测量轮廓外侧。为了提高测量精度,本系统对图像作了很多测量前的预处理:频域增强、空间域增强和直方图增强。以直方图增强为例,进行直方图均衡化:
(7)
式中:histo(k)为像素灰度值是k的像素个数;H、W分别为图像的高、宽。
(8)

建立一个均衡化方程式[11]:
(9)
式(9)为累加直方图模型,q值为:
(10)
进行图像矩阵化处理:
(11)
式中:O为输出像素值;I为输入像素值。
此次的尺寸测量主要为:边到边、点到边和点到点。边到边,即寻取两条边上距离最近的两个点之间的距离,即边到边的距离。点到边,即寻取边上距离点最近的一点,求两点距离,即点到边的距离。点到点较为简单,在此不予以赘述。
系统的图像测量技术主要基于OpenCV和自主C++函数实现。首先,将图像转换为矩阵,将起始坐标与终点坐标进行对比,对每个像素之间的差异进行汇总,结合校准得到的物理距离与图像距离关系,完成尺寸的测量。如图4所示,图像中的目标尺寸测量完成后,测量结果直接显示在界面上,193即为像素个数。

图4 待测量图像的测量结果
2 实验与讨论
本次实验是基于QT平台下的C++开发实现的,对电脑配置没有特殊要求,无需显卡。为了突出设计系统的优势,将该系统对待测图像的测量结果,分别与文献[3]和文献[4]中方法对待测量图像的测量结果进行了比对。
待测量的图像如图5a所示,待测量的目标为中间区域的黑色芯片盖,周边背景较为复杂,为全自动拟合标注带来了较大的干扰。此次设计的系统主要是耦合了全自动拟合标注、图像点线检测和软件工程技术,具有较好的视觉界面,如图5b所示,该界面简单实用,包含着大量的测量工具。3种测量方法的测量结果见图6。文献[3]中的基于k-means的零件图像分割方法,对于划痕的伪边缘,在矩形边缘检测区域内利用轮廓法线信息,测量边缘尺寸,但其仅考虑了图像的边缘特征,忽略了其他有效数据,使其测量精度不高,如图6a所示,算法标注标记的区域过大,不准确。文献[4] 中利用CCD获取零件图像,实现圆度测量,达到测量目的。但其采用的分割技术是借助经验参数来完成的,而且其未考虑算法与软件系统兼容的问题,在定制化场景中,限制了算法测量的测量准确度,如图6b所示,算法标注标记的区域不准确。
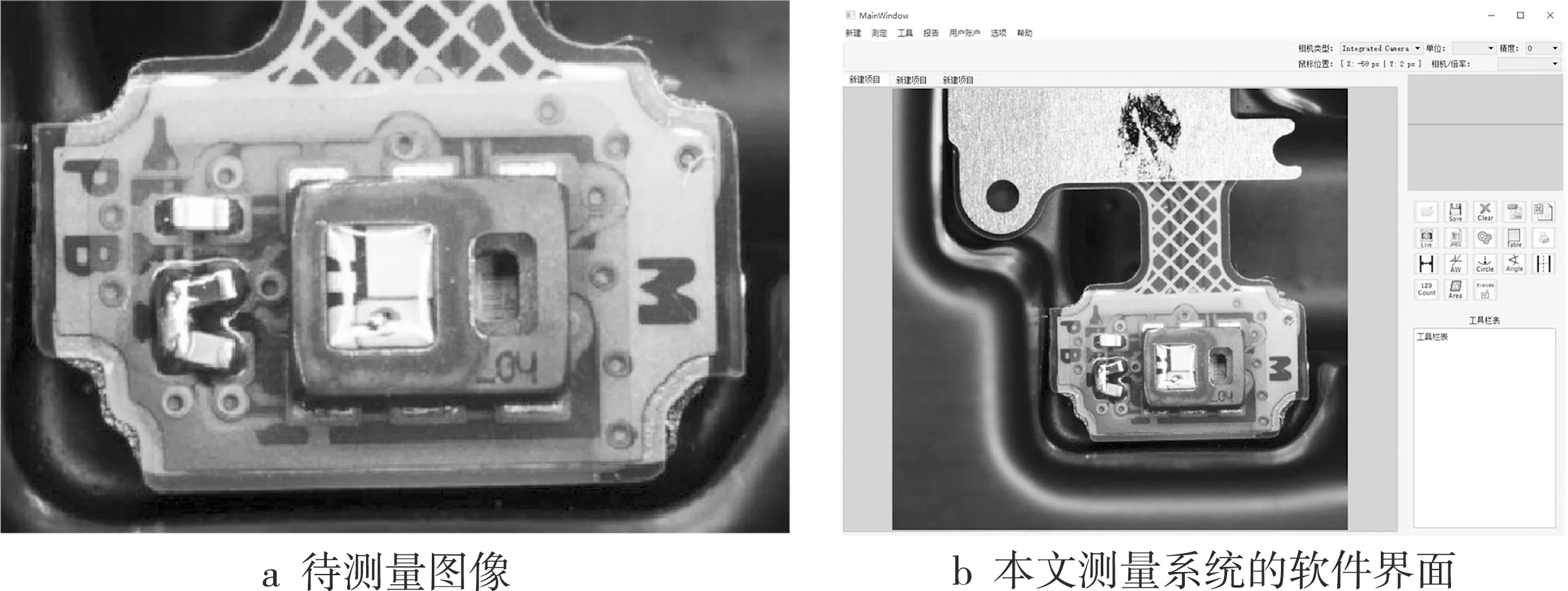
图5 待测量图像和本文测量系统的软件界面
如图6c所示,本文技术能够自动拟合标注目标,整个标注区域精确地围绕着黑色芯片盖,能够准确给出标注轮廓线。

图6 3种测量方法的测量结果
3 结 语
为了解决当前图像测量不准确、不稳定的问题,分别从自动拟合标注、软件工程和系统集成等方面,结合图像信息和算法算子,设计了一套健壮的图像自动测量系统。研究基于传统图像处理算法和软件交互技术,对图像目标物边缘、特定点位、点线距离、线间距离进行精准测量,提高了尺寸测量精度。下一步要解决的问题是将算法从较复杂场景迁移到复杂场景,同时保证算法的效率和精度。
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
Engineering(2020年3期)2020-09-14 03:42:00
制造技术与机床(2019年11期)2019-12-04 05:50:54
通信产业报(2016年44期)2017-03-13 08:41:45
计算机工程(2015年4期)2015-07-05 08:27:39
少年科学(2009年1期)2009-01-20 03:25:10
IM家庭电子(2008年11期)2008-12-05 09:49:20
舒适广告(2008年9期)2008-09-22 10:02:48
青少年科技博览(中学版)(2006年4期)2006-04-14 01:27:20
雕塑(1999年2期)1999-06-28 05:01:42