
回收液氮洗火炬气的优化改造
2021-11-08 05:22:08张伟华
化肥设计 2021年5期
张伟华
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154100)
中海石油华鹤煤化有限公司(以下简称华鹤公司)位于黑龙江省鹤岗市,是中海石油化学股份有限公司全资子公司,是东北地区最大的大颗粒尿素生产运营企业,是黑龙江省“煤头化尾”产业示范企业,有中国海洋石油集团有限公司建设的第一套煤化工装置。华鹤公司成立于2010年9月,主要依托黑龙江省鹤岗地区丰富的煤炭和水资源,发展上下游一体化的煤化工产业,努力建设成为国内煤炭生产尿素和区域性的科学施肥农化服务的示范基地,打造黑龙江省煤化工产业基地。
1 改造背景
华鹤公司高度重视工艺技术改造和降本增效工作,现有的先进工艺以及对现有工艺的改造为公司降本增效作出了较大贡献。华鹤公司现有一套年产30万t合成氨、52万t大颗粒尿素装置(以下简称“3052”项目),并配套建设年产60万t新华煤矿(为“3052” 项目提供原料煤)。“3052” 项目均采用当今国际、国内一流的工艺技术,其中,煤气化采用美国GE水煤浆气化技术,变换采用宽温耐硫变换工艺,脱硫、脱碳采用大连理工大学低温甲醇洗工艺,合成气精制采用杭州制氧机集团股份有限公司(以下简称杭氧公司)的液氮洗工艺,氨合成采用丹麦Topsφe技术,尿素装置采用荷兰2000+TM技术,其他装置均采用国内先进成熟技术。“3052” 项目自2015年5月9日成功投产运行至今,液氮洗装置仍有节能降耗的空间,对其进行改造可产生一定的经济效益。
2 工艺概述
液氮洗工艺是利用分子筛首先将合成气中微量的 CO2、CH3OH 在进冷箱之前吸附除去,然后利用液氮在 -189℃低温条件下,除去合成气中残余的 CO、CH4、Ar 等微量杂质,并配置氢氮比为 3∶1 的合成气,供氨合成用。虽然其工艺流程复杂,投资相对较大,但由于气体净化度高,H2+N2可以达到 99.99%,可有效降低氨合成过程中的弛放气量,从而被大型合成氨装置广泛使用,尤其在其上游配置低温甲醇洗工艺时,更有利于冷量的利用。
3 工艺流程
从低温甲醇洗工序来的净化气,进入分子筛吸附器,吸收净化气中的微量CO2和CH3OH。净化气进入冷箱,先后经过1号原料气冷却器、2号原料气冷却器使其温度降至-188℃,进入氮洗塔(C04301)的下部进行氮气洗涤。氮洗塔中上升的原料气与塔顶下来的液氮逆流接触进行传质、传热。CO、 CH4及 Ar 等杂质从气相冷凝溶解于液氮中,从塔顶排出的氮洗气中的氢与部分蒸发液氮混合,被洗涤后的氮洗气(φ(H2)=90.75%、φ(N2)=9.25%)先后经过1号原料气冷却器、2号原料气冷却器换热后分为两股:一股出冷箱去甲醇洗反馈冷量,另一股经高压氮气冷却器被高压氮气复热到30℃出冷箱,与来自甲醇洗装置回收冷量后的合成气汇合,再经精配氮串级控制调节,最后把H2/N2精确配比成3∶1的合成气送入氨合成工序。
4 液氮洗火炬气运行现状
液氮洗装置冷量来源主要分为混合制冷和节流制冷,正常原料气利用板翅式换热器回收液氮洗涤塔尾液节流产生的冷量,同时节流产生的冷量将高压氮气冷却为液氮,在氮洗塔内洗涤净化气中的 CO、 CH4及 Ar 等杂质。洗涤后的液氮经过两个节流阀逐级降压、闪蒸出可燃气,同时经过节流阀产生冷量。设计上,节流阀开度越大,产生的冷量越多,在冷箱裸冷和冷却积液过程中,都将两个节流阀全开以产生最大的冷量。在满负荷实际运行过程中,节流阀开度分别为42%和41%,即可满足整个冷箱的冷量需求,通过节流阀阀位可以证明冷箱内冷量是富余的。节流后的冷液体分为两股:一股作为燃料气为冷箱内提供冷源,最后燃料气复热至20℃送至锅炉燃烧;第二股为了控制冷液体分离罐液位稳定,需将部分冷液体通过现场冷排放阀排放至冷液体排放罐,在排放罐内气化成气体,作为火炬气。通过火炬气加热器,用低压蒸汽加热至20℃后排放至火炬。华鹤公司技术人员通过对现状分析后发现,这部分冷液体排放至火炬燃烧会造成能量的浪费,提出将这部分火炬气重新回收利用的构思。
5 回收火炬气的准备和实施
目前,冷液体通过氢气分离罐液相排放至冷液体排放罐,排放参数见表1。取样分析数据见表2。

表1 冷液体排放参数
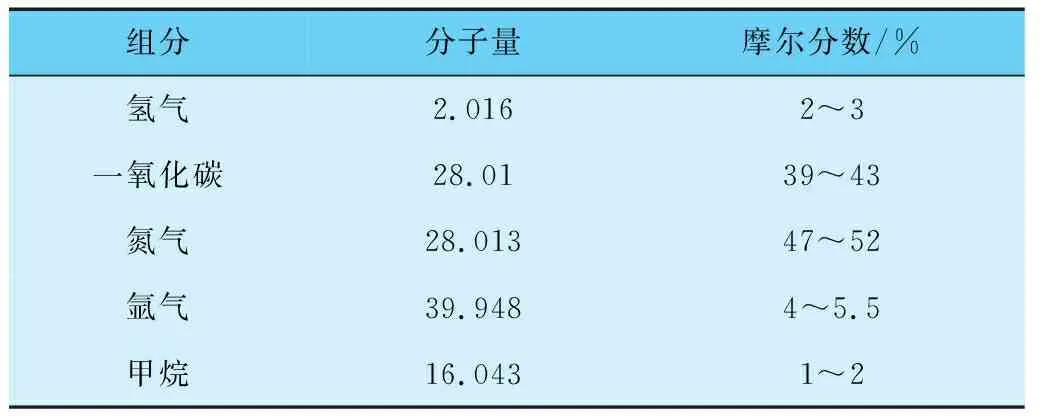
表2 取样数据
华鹤公司技术人员通过对比其参数和现场实际情况,发现火炬气组分和压力可并入燃料气系统,能避免资源的浪费。火炬管线与燃料气管线距离10m,可进行现场改造、安装必要的现场截止阀和调节阀。改造前后工艺流程见图1、图2。
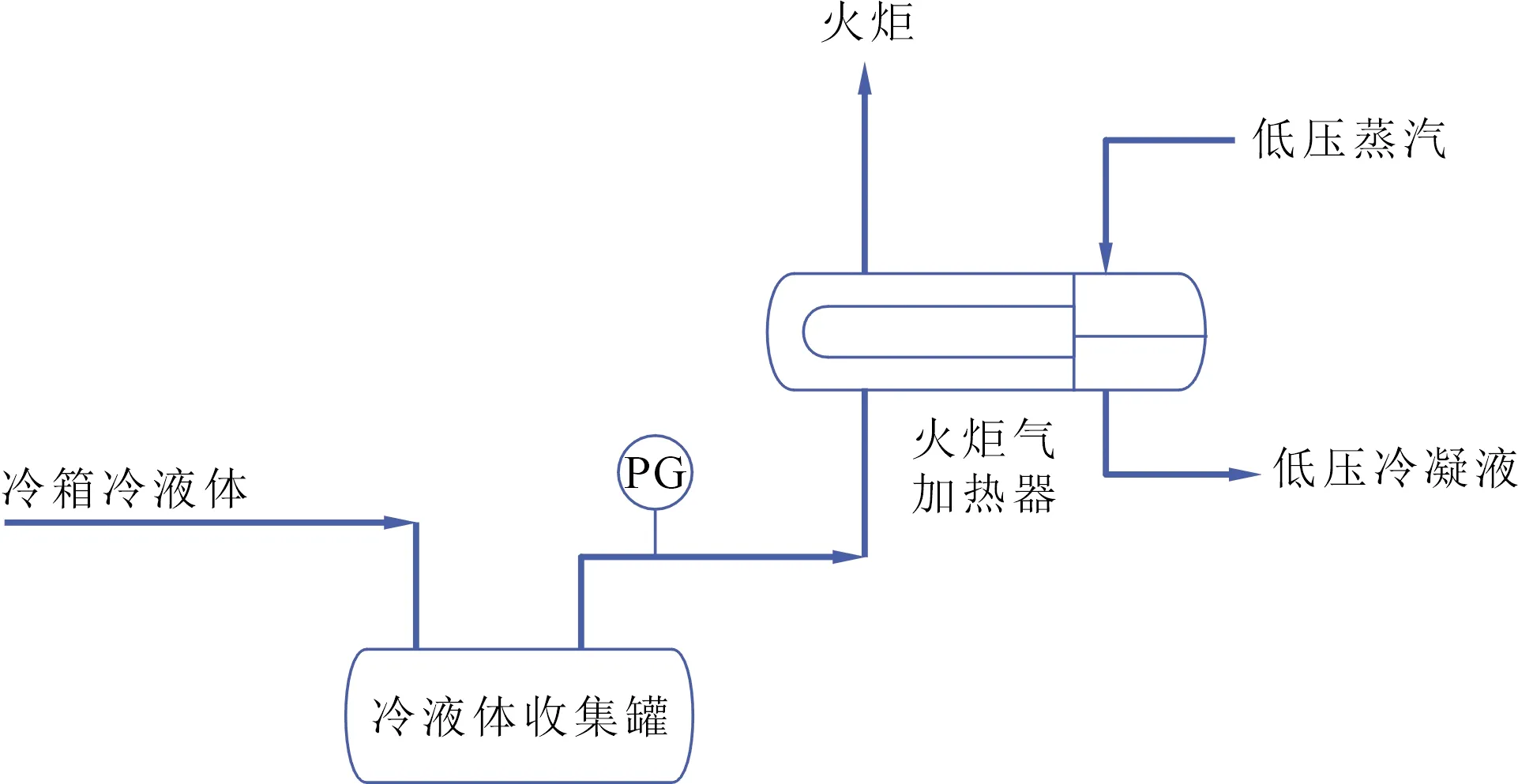
图1 改造前工艺流程示意
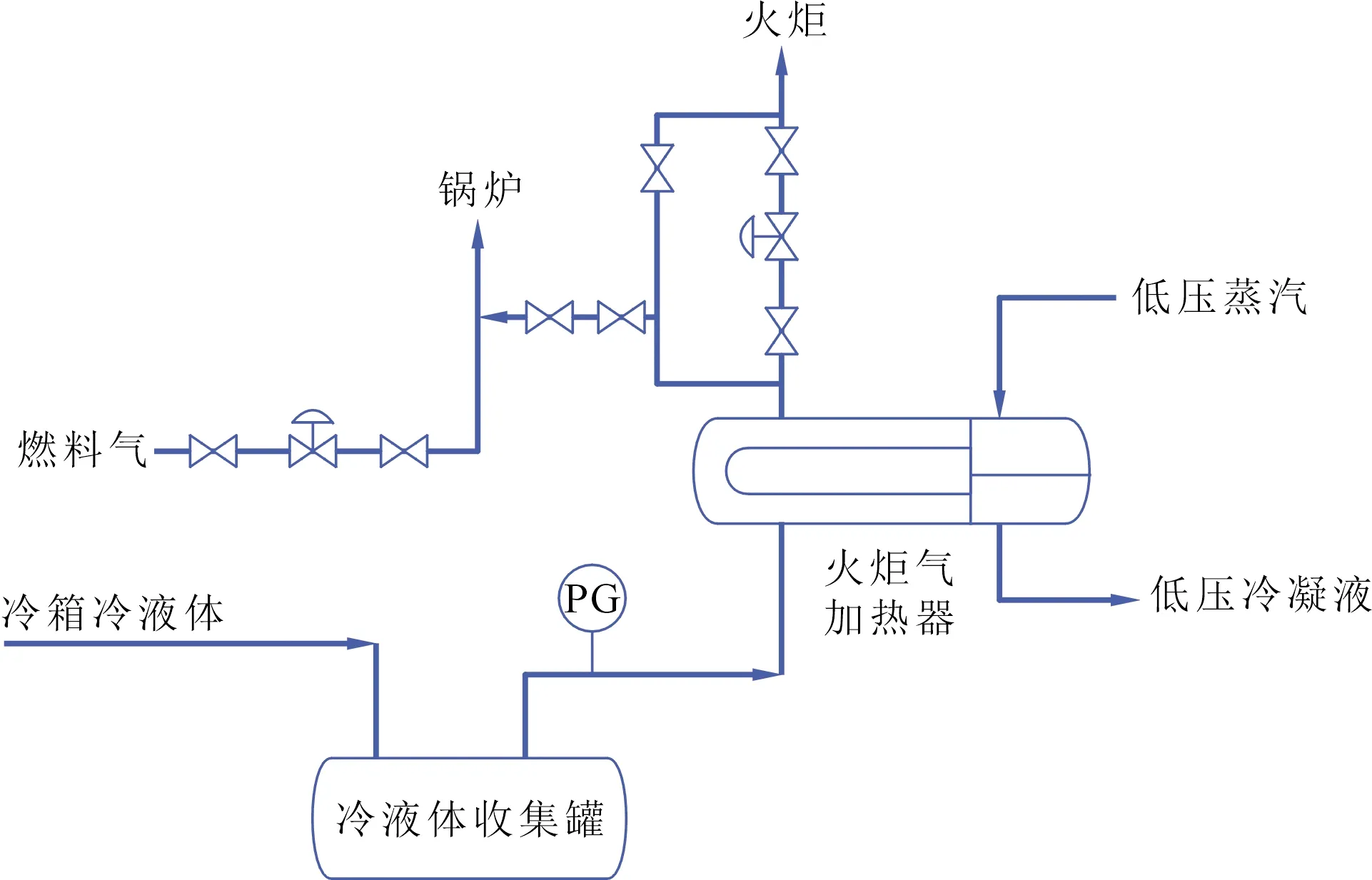
图2 改造后工艺流程示意
2020年7月17日,利用装置检修机会,按照方案对火炬气进行改造实施,装置停车检修后,确保液氮洗燃料气管线和火炬气管线无可燃气,具备施工条件。为了不影响检修进度,对两条管线进行甩头。具体施工图示意见图3。8月18日改造施工完毕,将火炬气并入燃料气管线。

图3 改造施工
改造所需材料及成本见表3。

表3 改造所需材料及成本
6 改造效果
6.1 工艺效果
(1)火炬气并入后,液氮洗工况运行稳定,正常工况下可将全部火炬气引入至燃料气管网。火炬气有效成分φ(H2+CO)在43%~48%之间,流量为900~1 100Nm3/h。
F(CO)=F(变)×CO含量1=F(总)流量×CO含量2
①
F(火)=F(总)-F(燃)
②
①和②可导出
F(火)=[F(变)×CO含量1]/CO含量2- F(燃)
③
F(变)=变换气流量=160 000 Nm3/h
CO含量1=变换出口CO含量=1%
CO含量2=冷液体中CO含量=40%
F(燃)=燃料气流量=2 900 Nm3/h
以上数据带入③计算F(火)=1 000 Nm3/h。
(2)火炬气并入后,锅炉1#炉投煤量每小时降低1.5t。
6.2 经济效果
经计算,锅炉使用煤为300元/t,节省约1.5t/h×24h×300元=10 800元/d,全年按330d运行计算,可回收成本356万元/a。
7 操作注意事项
7.1 燃料气压力的控制
由于是从火炬加热器出口引至燃料气管线,而火炬加热器出口压力会随分子筛程序控制步骤的不同而不同。在泄压步骤时,火炬气压力和气量会增大,故而影响燃料气压力,此时主控需手动干预燃料气压力调节阀,以保证燃料气压力。
7.2 停车后的切除
当液氮洗系统或者锅炉系统停车时,主控应第一时间将火炬气切出,避免对整个系统造成影响。
8 下一步规划
(1)改造后,虽然将可燃气重新利用,但是仍然造成了能量的浪费,如加以分析,将此部分H2和CO利用于合成氨的原料将更加有意义。
(2)冷液体从冷箱排出,冷量没有得到利用,而且消耗了蒸汽对其加热,如果将此部分冷量重新利用,为热源提供冷量,降低蒸汽消耗,会使成本得到进一步降低。
下一步,华鹤公司技术人员会针对以上两项问题对装置进行进一步优化与改造。
9 结语
经过改造后,排放火炬气全部回收至锅炉燃烧,产生了经济效益,提高能量利用率,整个系统运行良好。化肥生产企业属于高危险、高消耗的企业,只有不断通过对现有装置进行摸索、不断创新,实行技术改造,才能不断降低生产成本,提升企业的核心竞争力。
猜你喜欢
池州学院学报(2022年3期)2022-08-11 05:34:12
科技创新与应用(2022年16期)2022-06-07 06:30:04
低温与特气(2021年1期)2021-04-04 20:56:57
果树实用技术与信息(2020年8期)2020-09-18 09:29:44
湖北农机化(2020年4期)2020-07-24 09:07:42
化工管理(2020年18期)2020-01-18 08:27:03
船舶与海洋工程(2018年6期)2019-01-12 06:29:24
现代机械(2018年1期)2018-04-17 07:29:36
广东农业科学(2017年5期)2017-08-29 10:38:05
化工设计通讯(2016年10期)2016-02-10 03:04:48
