
浅谈铝合金材料在附着式升降脚手架中的应用
2021-11-04 06:33:50周培东曹珍珠武鑫鑫高空亮
建筑机械化 2021年10期
周培东,曹珍珠,武鑫鑫,高空亮
(1.河南中之正工程技术研究院有限公司,河南 郑州 450000;2.河南天立建筑工程技术有限公司,河南 郑州 450000)
铝合金在建筑行业中的应用已有百年历史,尤其作为建筑装饰材料为人们所熟,如铝合金门窗外框、玻璃幕墙支撑体系以及铝合金模板等的应用。伴随着铝合金在工业领域的广泛应用,以铝合金作为结构件的铝合金建筑升降脚手架在国内市场逐渐出现,并越来越被重视。
1 6061-T6铝合金
6061-T6 铝合金广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如卡车、塔式建筑、船舶、电车、铁道车辆、家具机械零件、精密加工、模具等。铝合金硬度大于其组成中的金属硬度,其熔点降低,便于铸造成型,铝合金比纯铝具有更好的物理力学性能:易加工、耐久性高、适用范围广、装饰效果好、花色丰富。铝合金的优点是密度小、比强度和比刚度高,抗震能力强,可承受较大的冲击载荷。同时,其切削加工和抛光性能好,是航空航天、仪器仪表、交通运输等工业部门的重要结构材料。表1为6061-T6 铝合金机械性能,表2 为6061-T6 铝合金物理性能。

表1 6061-T6铝合金机械性能

表2 6061-T6铝合金物理性能
6061-T6 铝合金中6061 表示是一种合金铝,T6 表示热处理状态。表3 为A6061-T6 铝合金化学成分,其主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。其硬度可达HV90 度以上,且具有良好的加工效果,无沙眼气孔,平整度较好,是性价比较高的铝合金材料。

表3 6061-T6铝合金化学成分
2 6061-T6铝合金成型工艺
铝合金是纯铝通过冷加工强化,把强度提高多倍以上或通过添加镁、锰、硅、铜、锌、锂、钛等合金元素,再经热处理进一步强化所形成的。冷加工是指金属在低于再结晶温度进行塑性变形的加工工艺,如冷轧、冷拔、冷锻、冲压、冷挤压等。冷加工变形抗力大,在使金属成形的同时,可以利用加工硬化提高工件的硬度和强度。热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。
T6 状态由固溶热处理后进行人工时效的状态,适用于由固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。
固溶热处理是将合金加热至高温单相区恒温保持,使过剩相充分溶速冷却,以得到过饱和固溶体的热处理工艺。
时效处理可分为自然时效和人工时效两种,自然时效是将铸件置于露天场地半年以上,使其缓缓发生变形,从而使残余应力消除或减少。人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。
6000 系合金均热棒一般要控制在450~500℃左右,非均热棒一般要高10~20 ℃。挤压温度控制的核心在出口温度,一般出口温度要在540~580℃之间,温度低了强度不够,温度高了容易过烧。前面铸棒温度也要跟后面出口温度相适应,比如挤压比大的话,挤压过程升温较高,所以挤压温度要低一些,但是可能会出现首料挤不动的情况,这个时候就需要用稍微短的铸锭。
3 铝合金在附着式升降脚手架的应用
铝合金应用在脚手架上,有着自重轻、耐腐蚀、可回收率高、劳动强度小、可重复利用的特点。但在实际使用中,切割和焊接时温度较高,会大大影响铝合金的性能,所以一般构件采用挤压成型工艺。下面简要讲几种铝合金构件的成型工艺。
3.1 脚手板
脚手板主材型材有3 种形式。
1)采用600 宽铝型材一次性挤压成型,挤压机要求吨位高,成本高,加强肋需要焊接,见图1。

图1 600宽铝型材一次性挤压成型
2)采用300 宽铝型材挤压成型后,拼焊或使用螺栓连接成600 宽脚手板,见图2。

图2 300宽铝型材拼接或螺栓连接成型
3)采用200 宽和400 宽铝型材挤压成型后,拼焊或使用螺栓连接成600 宽脚手板,见图3。

图3 200和400宽铝型材拼接或螺栓连接成型
以上3 种形式,型材按尺寸要求进行切割,侧肋使用冲孔机冲孔,脚手板端板焊接后可成型附着式升降脚手架使用脚手板。
3.2 导轨
导轨可直接挤压成型,也可根据不同厂家的需要做成不同的截面,见图4。
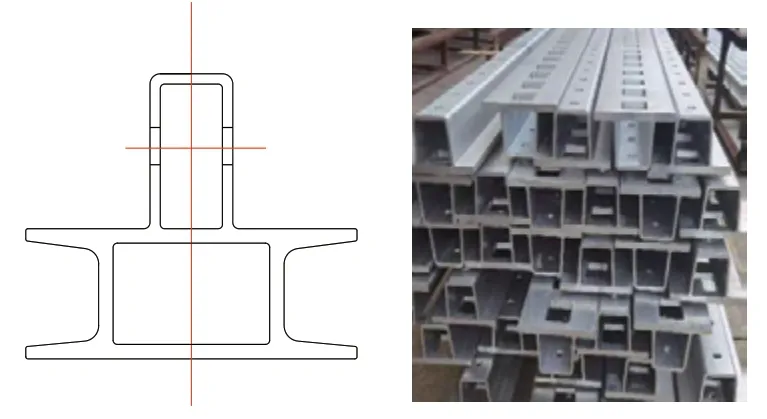
图4 铝型材导轨截面
3.3 立杆
立杆可直接挤压成型,也可根据不同厂家的需要做成不同的截面,目前有50×50 截面、40×80 截面等,还有阴阳角立杆、因固定网片需要做成特殊带耳立杆,孔距100mm,使用冲孔机冲孔,立杆形式见图5。

图5 铝型材立杆形式
3.4 网框网片
网框网片分为瓦楞状网片和网框网片组合型两种形式。
瓦楞状网片采用铝材挤压成铝板,然后在铝板上冲孔,再折弯,尺寸厚度形状根据不同厂家而定,见图6。网框网片组合型采用铝材挤压成铝板、铝方管,再使用铝片、自攻丝、连接件连接,见图7。

图6 瓦楞状网片
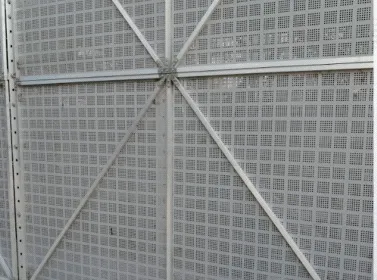
图7 组合式网框网片
3.5 升降机构(包含上下吊点、附墙件等)
考虑到铝材的强度较钢材小,上下吊点结构较为复杂,使用铝合金挤压成型难度较大且成本较高,目前市场上上下吊点采用钢型材质较多,见图8。

图8 钢型升降机构
附墙件主体可通过铝材挤压成型,一些承重构件,例如顶撑、防坠器目前仍较多采用钢制,见图9。

图9 附墙件形式
3.6 其他
水平桁架、之字撑使用材料可以使用铝合金挤压,但是需要多次焊接构件才可成型。有空间水平桁架可直接采用铝合金挤压成型,见图10。

图10 水平桁架和之字撑
4 机械性能实验
铝合金型材截面如图11。

图11 试验型材截面
做初步力学实验,用压力机分别压缩梯形型材的上下面,第一组和第二组出自不同挤压机挤压出来相同梯形截面型材的上表面。第三组和第四组出自不同挤压机挤压出来相同梯形截面型材的下表面。第一组和第三组、第二组和第四组分别出自同一挤压机同一批次相同梯形截面型材的上、下表面。实验型材长度6m,a 点表示距端部0.05m 中心点,b 点表示距端部3m 中心点,c 点表示距端部5.95m中心点,具体实验数据见表4。

表4 铝合金型材挤压实验数据
根据压力机型号,换算成实验铝合金型材实际抗压强度表,见表5。换算成实验铝合金型材实际抗剪强度表,见表6。

表5 实验铝合金型材实际抗压强度表

表6 实验铝合金型材实际抗剪强度表
由上述数据可得出如下结论。
1)由第一组和第三组、第二组和第四组数据可知:同一台挤压机出来的同一根铝合金型材的不同截面,其抗压强度不同。
2)由第一组、第二组、第三组、第四组数据可知:同一台挤压机出来的同一根铝合金型材不同部位(端部、中间),其抗压、抗剪强度有差异。
3)由第一组和第二组、第三组和第四组数据可知:不同挤压机或不同批次挤压出来的相同截面的铝型材,其抗剪强度有差异。
实验受环境和器材的影响,具有一定误差,后续仍需精密仪器和大量数据来进一步验证。
5 结语
铝合金材料在附着式升降脚手架中的使用一般以钢铝混搭存在,用量最大的部件:立杆、脚手板、导轨可为铝合金部件。网框网片因钢制价格低,且强度高,不适宜使用铝合金材料。上下吊点、附墙件、之字撑、连接件等因其结构复杂,且需承力较大,不适宜使用铝合金材料制作。
6061-T6 铝合金性能受温度影响较大,焊接后焊缝处如果未做热处理,其力学性能将大大下降,其力学性能有待进一步验证。
6061-T6 铝合金型材受加工环境和工艺过程影响,其机械性能呈现一定变化。
猜你喜欢
山西建筑(2024年4期)2024-02-05 05:38:10
轻合金加工技术(2022年5期)2022-12-26 21:15:21
重型机械(2020年3期)2020-08-24 08:31:46
绿色环保建材(2020年11期)2020-02-28 10:45:41
制造技术与机床(2018年8期)2018-10-09 08:27:20
制造技术与机床(2017年2期)2017-05-04 04:17:36
制造技术与机床(2017年12期)2017-02-02 07:05:07
石油化工建设(2015年6期)2015-12-01 04:17:26
护理研究(2015年22期)2015-11-22 09:16:28
太阳能(2015年6期)2015-02-28 17:09:26
