
多层阶梯的陶瓷盖表面平整度测量方法*
2021-11-03 06:59林军帆苏彩红詹宁宙林梅金
自动化与信息工程 2021年5期
林军帆 苏彩红 詹宁宙 林梅金
多层阶梯的陶瓷盖表面平整度测量方法*
林军帆1苏彩红1詹宁宙2林梅金1
(1.佛山科学技术学院机电工程与自动化学院,广东 佛山 528000 2.佛山精视自动化科技有限公司,广东 佛山 528000)
多层阶梯的陶瓷盖表面具有多层阶梯和安装孔,表面平整度测量困难。以此,研究一种多层阶梯的陶瓷盖表面平整度测量方法。采用三维激光扫描点云数据采集技术,获取陶瓷盖三维点云数据;对点云模型进行--坐标图像拟合,利用方向深度图像选择待测陶瓷盖外阶层的ROI区域,并计算其平整度。实验结果表明,该方法测量结果准确可靠,测量误差在0.04 mm内,测量准确率达到90%。
激光采集;点云分割;3D仿射变换;多阶梯平整度测量
0 引言
温控器绝缘开关由特种陶瓷壳体和陶瓷盖作为主体,壳内陶瓷盖配合动作杆形成动触体结构。为保证温控器绝缘开关具有良好的气密性及动作杆触发灵敏、稳定,陶瓷壳体的密封盖及支撑动作杆的陶瓷盖需有平整的表面。陶瓷盖一般由多个阶梯组成,并有突起的动作杆安装孔,外层接触面仅有几平方毫米,难以快速测量其表面变形情况。
现有常见的测量方法有接触式和非接触式2种[1]。接触式测量方法一般采用游标卡尺、螺旋测微器、关节臂式千分表和二维粗糙度仪等[2],测量可靠性高、精度稳定,但需要与被测物体接触,容易造成仪器或物体表面的磨损、变形,且测量效率低、步骤繁琐;非接触式测量方法包括激光法[3]、超声波测量法和机器视觉测量法[4]等,其测量过程不接触物体,不存在二次破坏的可能,对于一些接触面小的待测物体,测量过程易实现。
本文对多层阶梯的陶瓷盖表面平整度测量方法进行研究,探究通过相机与激光器构成的激光采集装置对三维点云数据的采集处理,实现多层阶梯的陶瓷盖表面平整度的快速测量。
1 陶瓷盖结构
本文测量的陶瓷盖有2个阶层,中心通孔为动作杆的安装位,结构图如图1所示。有缺陷的陶瓷盖(外阶层表面不平整)的结构如图2所示。
图1 陶瓷盖结构图
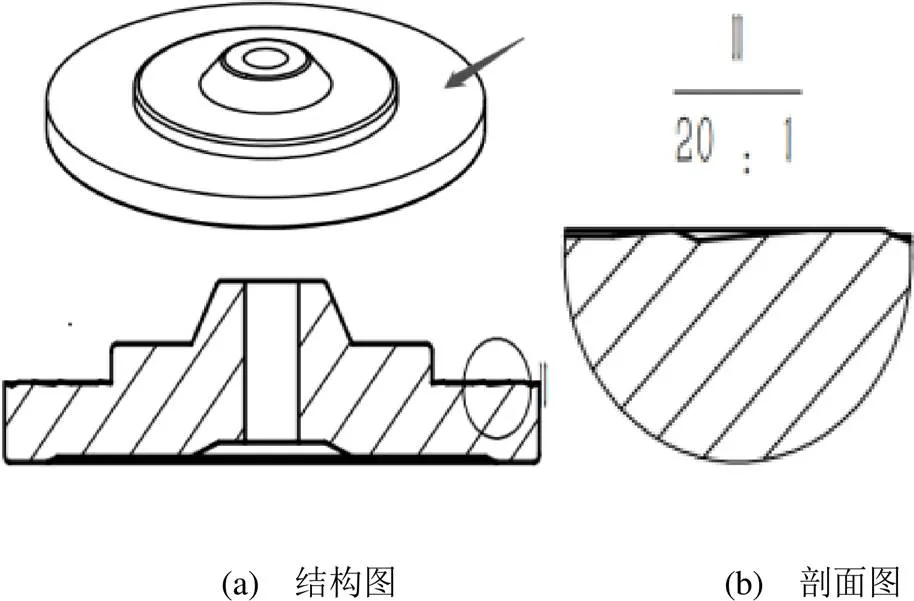
图2 有缺陷的陶瓷盖结构图
2 测量方法
若采用单个相机采集陶瓷盖外阶层的表面图像,只有-方向的平面信息,未包含深度信息,导致表面不平整部分难以识别;利用双目相机进行物体三维重建,某一特征区域的恢复和还原可能存在较大误差;而利用RGB-D相机可获取有深度信息的图像,但相机价格较昂贵,难以在工业应用中普及。为此,本文通过测量多层阶梯陶瓷盖表面的平整度来判断其表面是否存在缺陷,实现对陶瓷盖的快速测量。
首先,利用激光采集装置对陶瓷盖进行三维点云数据采集,分割处理;然后,将三维点云数据转化成具有深度信息的图像;最后,选择测量区域并利用像素值成比例转换的深度值求取陶瓷盖表面平整度。
2.1 三维点云数据采集
2.1.1 激光采集装置设计
设计激光采集装置对陶瓷盖进行激光扫描,生成点云数据。该装置由相机、激光器和固定支架组成,如图3所示。陶瓷盖为2阶层圆形结构,激光器与陶瓷盖之间不能存在偏角,否则可能导致不同高度的阶层对后面产生遮挡而无法扫描,使采集的三维点云数据缺损。本文将线激光发射器安装在待测陶瓷盖正上方,相机与线激光发射器成45°且处于同一水平面[5]。
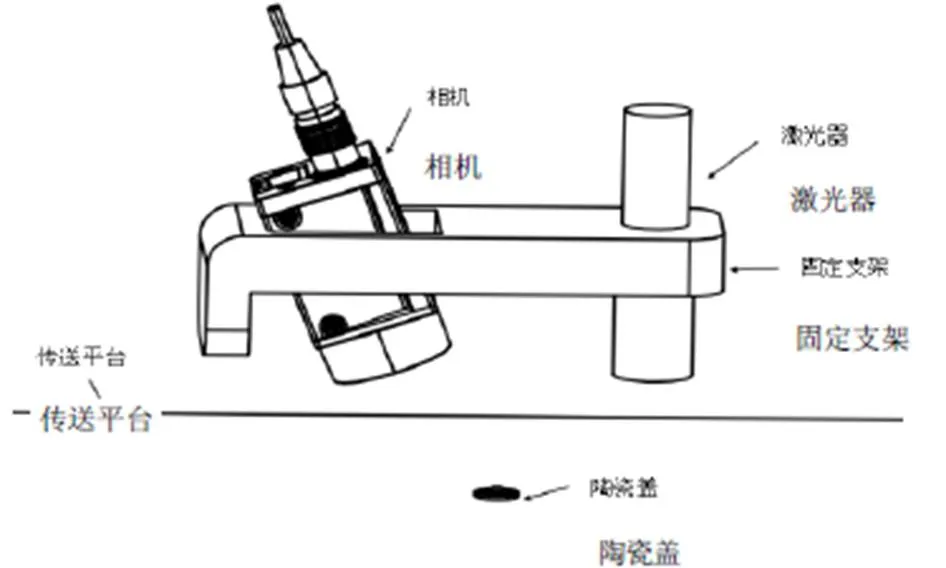
图3 激光采集装置结构图
2.1.2 激光采集装置坐标系
相机采集线激光发射器扫描陶瓷盖的线激光信息,并利用该信息形成三维点云数据时,需构建相应的位置坐标关系。构建的图像坐标系-、世界坐标系-、相机坐标系-,如图4所示。世界坐标系中的轴分别对应图像坐标系和相机坐标系中的轴和轴,轴分别对应图像坐标系和相机坐标系中的轴和轴。
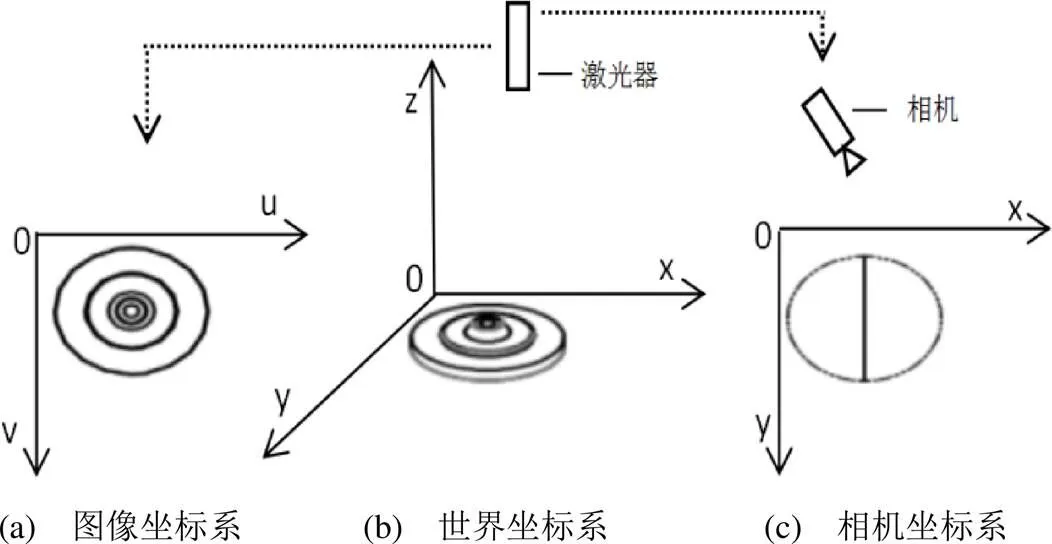
图4 激光采集装置坐标系
2.1.3 点云数据分割
相机在采集陶瓷盖点云数据的同时也采集了搭载平台的点云数据[6]。为将陶瓷盖的点云数据分离出来[7]需进行点云数据分割。将采集的数据点集进行排序,并将数据点集中坐标大于设定值的点排除,剩下的点保存,点云数据分割效果图如图5所示。
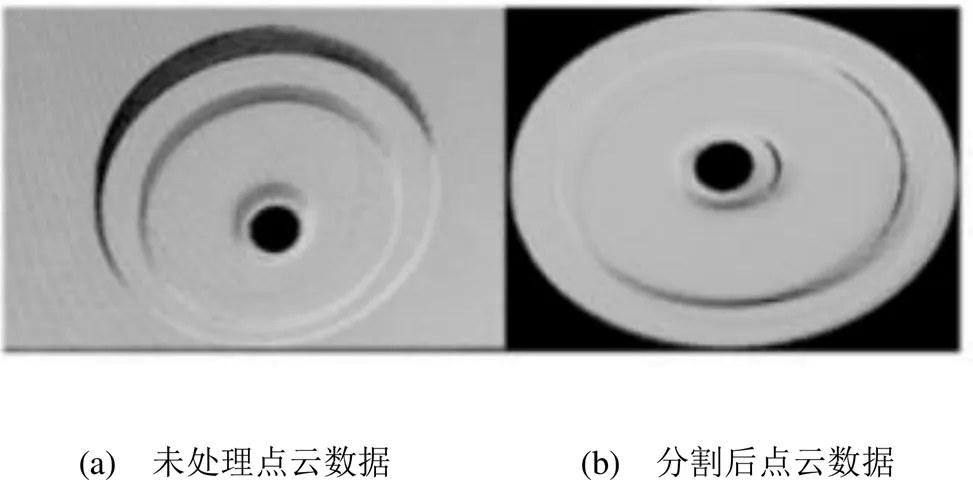
图5 陶瓷盖点云数据图
2.2 三维点云数据转化成深度信息图像
利用相机采集的陶瓷盖点云数据量较大,超过4万个数据点。求表示深度信息的轴坐标并计算相邻两点坐标之差,需耗费大量时间,且相减求均值会累计更大误差。为此,本文将陶瓷盖点云数据转化为二维平面点。

为防止镜头变形带来坐标点偏移,利用镜头畸变系数对平面投影坐标进行校正[9],校正公式为
通过式(2)将三维点云数据、、坐标投影在平面中,最终拟合成、、方向的图像[10],而方向图像在原三维坐标中代表高度信息,因此得到具有深度信息的图像如图6所示。
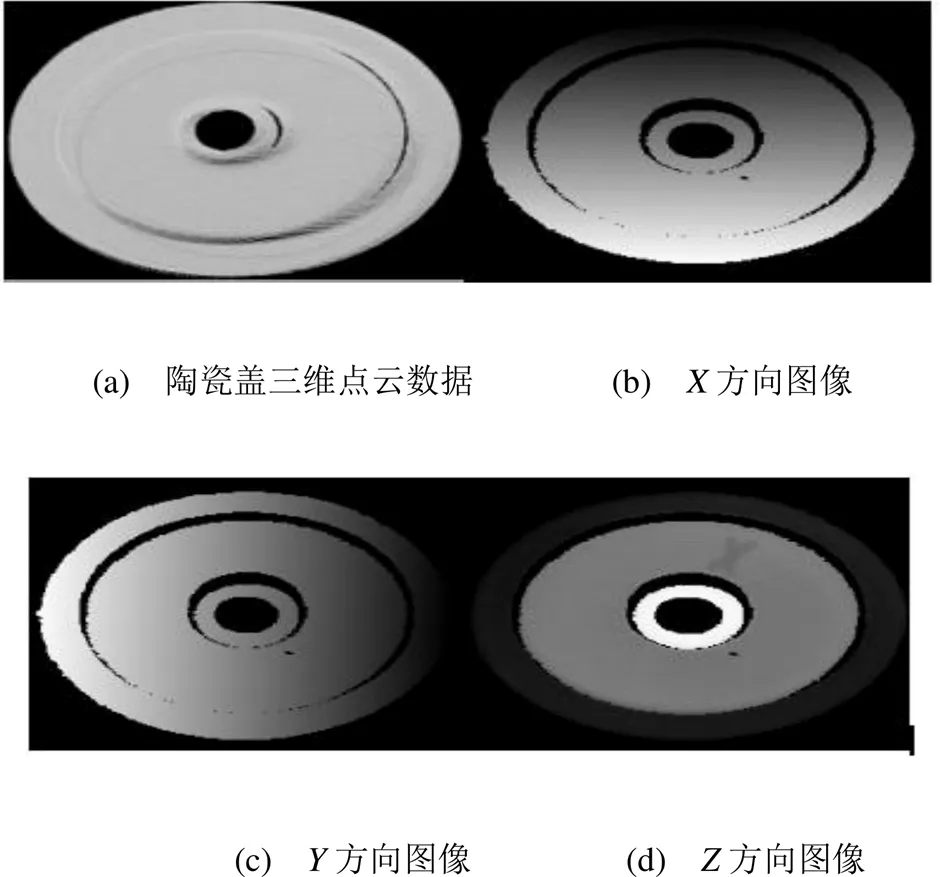
图6 三维点云数据转换为X-Y-Z图像
2.3 深度图像获取ROI区域平整度
通过式(5)得到深度图像内选取的ROI区域的倾角,并根据选取ROI的像素均值与拟合一个基准平面[11]。由于在采集过程中数据可能丢失,造成转化的二维图像出现空洞现象。通过生成一个基准平面对外阶层与内阶层间的空洞进行填补,以避免出现过多的无效数据影响ROI区域划分。

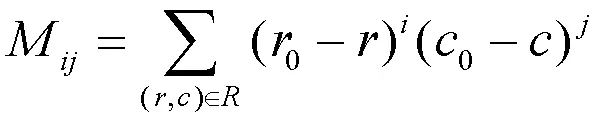
式中,20表示与行相关的二阶矩;02表示与列相关的二阶矩;11表示区域点的行和列坐标之间的协方差。
利用式(6)对输入的深度图像ROI区域进行矩阵区域划分。
在深度图像上选择外阶层ROI和内阶层ROI,分别得到ROI区域并获取该区域的高度像素值。通过计算该区域像素点均值,求取两阶层间的像素值之差;通过差值与实际值的比例,得到像素值拟合高度值的校正系数;再利用外阶层最大值与最小值间的偏差,得到陶瓷盖表面的平整度数据。ROI区域图像如图7所示。
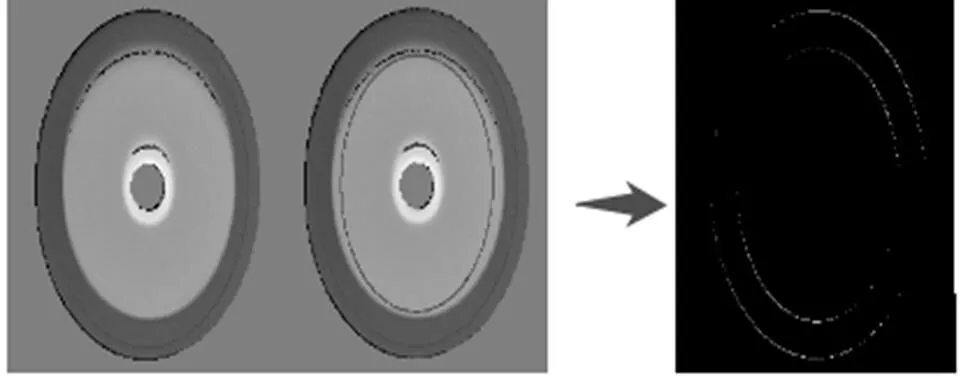
图7 ROI区域图像
3 实验验证与分析
本文采用KSJ MU3S40M相机采集的陶瓷盖图像像素为800×600,线激光发射器UC3D40-40x25-B/R扫描速度可达1 335 ~ 6 786 Hz,蓝色线激光波长为405 nm。本实验主要验证标准件间的偏差和本文方法对缺陷件检测的准确率。
3.1 标准件偏差的验证
通过对一组标准件进行平整度测量,得到待检测ROI区域的像素偏差,验证陶瓷盖平整度检测算法的稳定性,测量数据如表1所示。
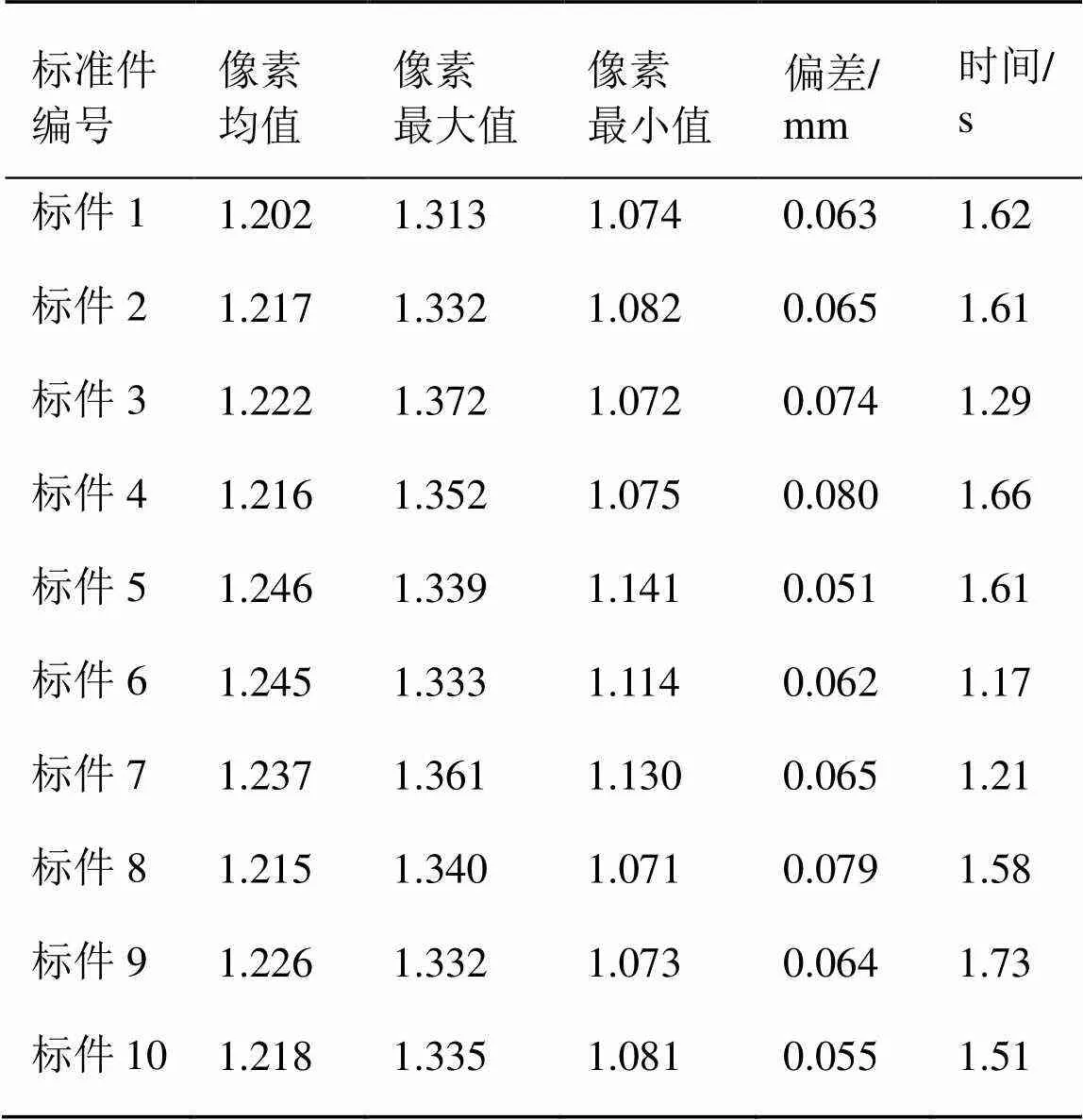
表1 标准件平整度测量数据
由表1可以看出:标准件平整度测量的像素均值误差在0.05以内、最大值误差在0.06以内、最小值误差在0.07以内;标准件测量平整度选取的ROI区域的像素值偏差在0.08 mm以内;测量时间都在2 s以内。
3.2 外阶层平整度测量的验证
随机选取一组零件进行平整度测量,测量数据如表2所示。

表2 测量数据 单位:mm
由表2测量数据可以看出:在系统正常运行过程中,测量误差值可控制在0.1 mm以内;但经过人工重复测量后,发现零件7为误检,这样在排除误检后的测量精度可控制在0.04 mm以内;经多次重复试验,得到系统的测量准确率可达90%。
4 结语
针对多阶梯的陶瓷盖表面平整度测量复杂的问题,本文以2层阶梯陶瓷盖为例,提出一种多层阶梯的陶瓷盖表面平整度测量方法。通过将陶瓷盖的三维点云数据转化为--图像,根据具有深度信息的图像选取ROI区域计算陶瓷盖外阶层的平整度。通过测量得到如下结论:
1)利用多层阶梯的陶瓷盖表面平整度测量方法在对标准件测量时,选取的ROI区域像素值的偏差在0.08mm以内,测量时间在2s内,实现快速测量;
2)利用多层阶梯的陶瓷盖表面平整度测量方法对随机零件测量时,测量误差在0.04mm内,测量准确率可达90%。
[1] 何宝凤,丁思源,魏翠娥,等.三维表面粗糙度测量方法综述[J].光学精密工程,2019,27(1):78-93.
[2] 杨杰,卢静,王俊,等.触针式三维粗糙度仪的设计[J].机械设计与制造,2013(5):29-31.
[3] 刘源,陈杰,龚国成,等.常用三维重建技术研究[J].电子技术与软件工程,2018(11):86-88.
[4] 김성환, 이유나, 송성재. In-line 3D scanning system for automated manufacturing of injected shoe midsole[J].Journal of the Korean Society of Manufacturing Technology Engineers, 2020,29(3):227-234.
[5] 丁少闻,张小虎,于起峰,等.非接触式三维重建测量方法综述[J].激光与光电子学进展,2017,54(7):27-41.
[6] 顾军华,李炜,董永峰.基于点云数据的分割方法综述[J].燕山大学学报,2020,44(2):125-137.
[7] LEI Yang, LIU Yanhong, PENG Jinzhu, et al. A novel system for off-line 3D seam extraction and path planning based on point cloud segmentation for arc welding robot[J].Robotics and Computer-Integrated Manufacturing, 2020,64(3):101929.
[8] 柳云鹤,李苏.基于遗传算法的2D机械零件分类识别[J].传感器与微系统,2020,39(8):148-151.
[9] AMIRI-SIMKOOEI A R. Parameter estimation in 3D affine and similarity transformation: implementation of variance compo-nent estimation[J]. Journal of Geodesy, 2018,92(11):1285-1297.
[10] 刘婧.基于仿射变换的三维到二维转换算法[J].科学技术与工程,2011,11(27):6743-6746.
[11] 李福洋,张二亮,朱子文,等.基于数字图像相关方法的齿轮轴线平行度误差测量[J].现代制造工程,2020(11):7-12.
Measuring Method for Surface Flatness of Ceramic Cover with Multi-layer Steps
Lin Junfan1Su Caihong1Zhan Ningzhou2Lin Meijin1
(1.College of Mechanical and Electrical Engineering and Automation, Foshan University, Foshan 528000, China2.Foshan Jingshi Automation Technology Co., Ltd. Foshan 528000, China)
The surface of the ceramic cover with multi-layer steps and mounting holes is difficult to measure the surface flatness. Based on this, a multi-layer step method for measuring the surface flatness of ceramic cover is studied. The 3D laser scanning point cloud data acquisition technology is used to obtain the 3D point cloud data of ceramic cover; The point cloud model is fitted with--coordinate image, the ROI area of the outer layer of the ceramic cover to be tested is selected by using the-direction depth image, and its flatness is calculated. The experimental results show that the measurement results of this method are accurate and reliable, the measurement error is within 0.04 mm, and the measurement accuracy is 90%.
laser acquisition; point cloud segmentation; 3D affine transformation; multi-step flatness measurement
林军帆,男,1995年生,硕士研究生,主要研究方向:机器视觉处理方向。E-mail: 527054689@qq.com
苏彩红(通信作者),女,1963年生,博士,教授,主要研究方向:机器视觉与智能检测。E-mail: 168152620@qq.com
基金项目:广东省教育厅特色项目(2018KTSCX237);广东省教育厅重点领域专项(2019KZDZX1034)。
TP391
A
1674-2605(2021)05-0008-05
10.3969/j.issn.1674-2605.2021.05.008
猜你喜欢
建材发展导向(2022年2期)2022-03-08
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
江西建材(2018年1期)2018-04-04
人大建设(2017年12期)2017-08-15
幸福(2016年9期)2016-12-01
学苑创造·B版(2016年4期)2016-04-14
电测与仪表(2016年16期)2016-04-12
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
印制电路信息(2015年6期)2015-12-30
