
RGH20C 钢轨打磨车走行系统重点故障处理
2021-11-03 05:19陶志钢杨学渊闫茂青李士亮
设备管理与维修 2021年18期
陶志钢,杨学渊,闫茂青,李士亮
(青岛地铁集团运营分公司运营三中心车辆部,山东青岛 266000)
0 引言
RGH20C 系列钢轨打磨车是青岛地铁集团采购的大型铁路机械养护车辆,不仅承担着运营前期的钢轨预打磨,还肩负着后期运营线网维护性打磨和修理性打磨复的繁重任务。作为车辆管理部门的技术员和维修人员,除了掌握钢轨打磨车日常保养应用技能外,还应具有排查处理钢轨打磨车故障的能力。因此,加强RGH20C 系列钢轨打磨车走行系统重点故障处理的研究有着重要的意义。
1 钢轨打磨车走行系统
1.1 结构
RGH20C 型打磨车由完全独立的两个单节打磨车联挂组成,两个单节除了轨道测量系统外,其他结构和布置完全一致。钢轨打磨车的走行部分主要由构架、液压减振器、V 形橡胶弹簧、轮对、轴箱装置、心盘、旁承等组成,车体与转向架之间通过中心销连接,转向架可以通过上下心盘绕中心销相对转动。其主要技术参数:设备轴8 组,驱动轴4 组,轴距1800 mm,转向架中心距6502 mm,采用整体辗钢车轮和外轴箱结构,轴箱定位为橡胶堆弹簧定位。
RGH20C 型打磨车转向架分为动力转向架和非动力转向架。传动系统为闭环液力传动,由泵、变量液压马达和齿轮箱组成。每节车上有两个动力轴,装在同一个转向架上;另一个转向架装有两根从动轴,每个动力轴配有一个液压驱动泵和一个驱动液压马达。运行状态下,泵和马达的排量由系统自动调整,实现水平线路上80 km/h 的最高速度。打磨状态下,马达被锁定在最大排量。
1.2 控制原理
走行系统由液压马达驱动,走行驱动马达是液压闭环油路控制的可调速马达,在工作状态下保持最大的供油位移量。在泵的进出口上均设有传感器,监视其压力值并在计算机的滑动条上显示,计算机也采用此信号调整驱动泵使各轴均分牵引的负载。
(1)牵引动力传动系统主要性能:牵引驱动液压马达最大输出功率为153 kW,牵引驱动变速箱结构为单速机械齿轮箱。计算机通过控制驱动马达的转速和方向来控制打磨车的速度和方向。每个齿轮箱配有数字编码器,计算机可以通过编码器的信息计算出车辆的走行速度和位置。
(2)牵引传动装置的调整方式:在设备需要拖行时,只需要将传动装置置于空挡位置即可,变速箱是简单的单速机械齿轮箱,驱动轴换挡是由气动控制,当电气系统掉电时,可由弹簧自动控制挡位转换到中位(空挡)。
(3)防止车轮空转和打滑的措施:驱动系统统一由打磨车的计算机系统控制,通过比较两个编码器的输出,计算机可以判断轮对打滑的状态,如果轮对打滑,计算机自动激活液压四驱阀,强制两个动轴统一转动。
2 重点故障分析及常规处理
2.1 启动车辆时无法挂挡
此类故障一般在车辆起动或是车辆换端操作时发生,故障现象:开启电脑驱动界面,点击闭合命令后,啮合齿轮信号为红色;进入车下检查换挡风缸后发现,换挡风缸未完全将换挡杆推入换挡位。
(1)故障原因:①换挡电磁阀内部漏风或排风口堵塞;②换挡杆表面残留打磨作业粉尘导致卡滞,或是换挡风缸内部密封圈老化,造成内部窜风。
(2)处理方法:①检查电磁阀内部阀口是否有异物并清理,严重时可进行更换电磁阀,检查并清理电磁阀排风口异物;②检查换挡杆表面是否有打磨粉尘并清理,给换挡杆外部加装防尘橡胶套,严重时拆卸换挡风缸,检查风缸内部是否有缸套拉伤、密封圈是否老化,更换密封圈并涂抹工业凡士林重新进行装配,必要时更换换挡风缸总成;③加强计划修程中对换挡风缸的清洁、润滑等保养和动态试验。
2.2 停止车辆时无法摘挡
此类故障发生在停车后或车辆换端操作时,故障现象:开启电脑驱动界面,点击断开命令后,齿轮啮合信号为绿色;进入车下检查换挡风缸后发现,换挡风缸未完全将换挡杆推出换挡位。
(1)故障原因:主要原因是换挡风缸卡滞造成不能进行摘挡。
(2)处理方法:①拆卸换挡风缸,检查风缸内壁是否有拉伤,轻微时可用水砂纸进行打磨修理,严重时更换换挡风缸密封圈和换挡活塞密封圈;②检查换挡杆表面几何尺寸是否有变形、拉伤等缺陷,严重时更换换挡风缸总成。
2.3 车辆运行中自动脱挡
此类故障发生频率较低,一般发生在检修作业后。主要是主系统风压不足造成换挡风缸不能保持700 kPa 以上风压,换挡风缸内部的回位弹簧将换挡杆推回空挡位置,表现出自动脱挡故障。
(1)故障原因:①风源故障,检查空气压缩机运行状态,主要检查进气阀内部是否阀口脱落并造成空压机不工作,必要时更换进气阀总成;②控制系统故障,检查管路控制阀门是否开闭正常,检查管路空气过滤器(水分离器、通用过滤器、凝结过滤器)状态并排除管路污物,检查空气干燥器状态、排放底部污物。
(2)处理方法:①定期保养空压机空气滤芯,每年更换一次空气滤芯,同时加强计划修程中对进气阀的检查;②每运行10 h 手动排放非自动滤芯排污阀,确保风原系统空气质量符合车辆使用要求;③每两年更换空气干燥器中干燥剂,为保证空气干燥器的最佳性能,必须始终使用多明尼克汉德“暴风雪”式充装器进行充装,并进行启机动态检验,检查干燥器底部排污阀是否存有异物(图1)。
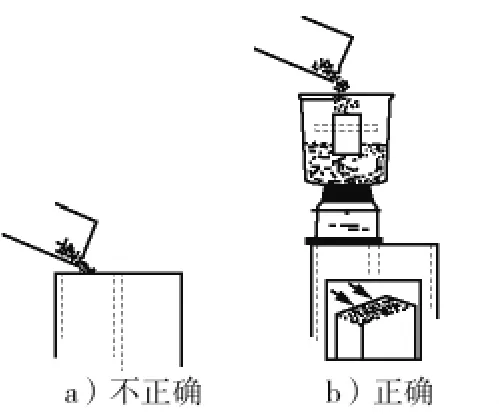
图1 “暴风雪”式充装器的填装方法
“暴风雪”式充装器可以用来控制干燥材料的流量,以达到最大装料密度,并避免发生流动和流态化,以防止干燥剂床磨损和迅速恶化。清除已经用过的干燥剂后,将充装器至于空气干燥机顶部,利用底座中的销在柱室中心准确定位,将干燥剂倒入充装器,确保在连续充装。干燥剂室装满后,可通过有机玻璃底座监测完成充装且不发生溢出。
3 应急处置
钢轨打磨车正线钢轨打磨施工任务,在车辆换端操作起动时常出现无法挂挡的故障。RGH20C 型钢轨打磨车的挂挡机构是以空气作为动力,由挂挡电磁阀执行控制信号实现挂挡气缸阀杆动作,推动拨叉杆使齿轮啮合实现挂挡。点击触摸显示屏的挂挡图标后,挂挡电磁阀得电,使总风缸的压缩空气经过挂挡电磁阀进入挂挡气缸。
钢轨打磨车每节车设有两个挂挡风缸,当操作触摸显示屏挂挡图标时显红,多表现为一个挂挡风缸已动作,另一挂挡风缸无法动作。此时,因其中一挂挡风缸动作,可以轻微操控牵引手柄,打磨车缓慢前向行驶,卡滞风缸的机械阻力会发生变化,阀杆在一定压力的压缩空气推动下使齿轮啮合,从而实现彻底挂挡,确保车辆的正线使用。
4 结论
概述RGH20C 系列钢轨打磨车走行系统的重点故障和应急处理方法,分析走行系统结构组成和控制原理,从启动车辆时无法挂挡、停止车辆时无法摘挡、车辆运行中自动脱挡等故障现象及处理方法开展研究,较好地解决了钢轨打磨车在车辆运行、打磨作业过程的运行安全问题。尤其是利用车辆自身性能,自行解决无法挂挡故障,确保了夜间正线施工作业的工作完成率,为故障快速应急处理提供了解决思路和方案。
猜你喜欢
哈尔滨铁道科技(2020年4期)2020-07-22
作文周刊·小学三年级版(2020年24期)2020-07-17
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
水电站机电技术(2020年5期)2020-06-05
水电站机电技术(2020年4期)2020-05-12
制造技术与机床(2019年12期)2020-01-06
小学生优秀作文(低年级)(2018年4期)2018-03-05
小学生作文选刊·低年级版(2017年9期)2017-09-18
棋艺(2016年4期)2016-09-20
凿岩机械气动工具(2015年3期)2015-11-11
