羊毛/亚麻/不锈钢纤维防辐射精纺面料的开发与设计生产
2021-11-02 05:35:20李燕妮王立年艾贤丽冯俏英
毛纺科技 2021年10期
李燕妮,王立年,艾贤丽,冯俏英
(兰州三毛实业有限公司,甘肃 兰州 730316)
随着生活水平的提高,人们对服装面料的要求也越来越高,对休闲舒适、具有功能性的毛精纺织物的需求增大。采用天然纤维与功能性纤维的合理配置,使织物既具有天然纤维优异的服用性能,又具有个性化的功能特点,增加了织物的附加值[1-2]。
亚麻是纺织面料中使用广泛的天然纤维,亚麻纤维具有许多优良的性能,其吸湿散热,保健抑菌,防污抗静电,防紫外线,并且阻燃效果极佳[3-4]。
不锈钢纤维一般均达微米级,不锈钢纤维平均直径为40 μm左右。不锈钢纤维具有良好的力学性能,不仅断裂比强度和拉伸比模量较高,而且可耐弯折、韧性良好;具有很好的导电性,能防静电,防电磁辐射;具有耐高温;耐化学腐蚀性能,空气中不易氧化等性能[5-6]。将亚麻纤维、不锈钢纤维合理地运用在毛精纺织物中,赋予织物一种全新的风格,兼具天然舒适、休闲时尚、透气凉爽、防辐射等服用性能与功能。
该产品成分为丝光羊毛/亚麻纤维/涤纶/柔丝蛋白纤维素复合纤维/不锈钢纤维42/24/17/10/7,经向纱线线密度为12.5 tex,纬向纱线线密度为27.78 tex的亚麻纱、线密度为12.5 tex不锈钢纤维与羊毛花并纱1∶1∶1织造。织物每米质量为240 g。
1 原料配比
1.1 原料选择
该产品经纱采用纤维直径18.5 μm的丝光羊毛与柔丝蛋白纤维素复合纤维、涤纶纤维混纺。纬向纱线采用线密度为27.78 tex的亚麻纱、线密度为12.5 tex的不锈钢纤维与羊毛花并纱1∶1∶1织造。目前用于防辐射的不锈钢纤维丝有短纤维和长丝2种。本文采用不锈钢长丝纤维,与羊毛纱花并的纺纱工艺进行纺纱。这样开发的防辐射面料整体效果要优于不锈钢纤维短纤维。
1.2 原料参数
丝光羊毛(80支)的平均纤维直径17.85 μm,细度离散18.67%,加权平均长度97.7 mm,长度离散34.5%,回潮率12.67%,短毛率2.5%,毛粒1.6%。柔丝蛋白纤维素复合纤维实测纤维直径14.3 μm,加权平均长度75.6 mm,回潮率10.41%。亚麻纱实测线密度29.11 tex,质量不匀率2.8%,实测捻度491.5捻/m,单纱平均强力394.13 N,强力不匀率20.16%。不锈钢纤维实测纤维直径42 μm,线密度15.5 tex。
2 毛条工序
毛条工序注重羊毛、亚麻纤维的染色,需制定合理的混条道数和工艺参数[7]。采用媒介染料对丝光羊毛在常温常压下染色,染色温度控制在100 ℃左右。亚麻纱具有表面粗糙、光泽差的特性,容易出现染色不亮丽、染花、染色不匀等情况。为提高染色效果采用雷马素染料,温度为35~60 ℃,进行筒纱染色。复精梳工艺应注意保持各项通道的光洁,保持条子的光洁、圆润、紧实,注意控制牵伸速度,张力不宜过大,应合理控制毛条合毛油和回潮情况,保持成品毛条条干良好[8]。
条染复精梳工艺流程:松球→染色→复洗(LB334)→混条(B412)→头针(GC15-1)→二针(GC15-2)→三针(GC15-3)→精梳(PB33)→四针(GC15-4)→五针(GC15-5)→末针(GC15-6)。毛条复精梳工艺见表1。
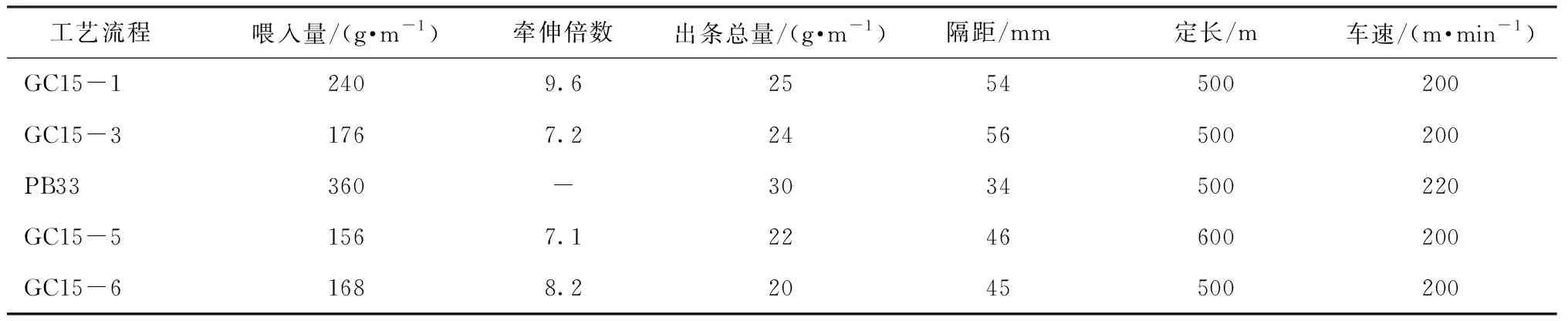
表1 毛条复精梳工艺
3 纺纱工序
3.1 纺纱方式的选择
不锈钢纤维具有特殊变化的自然折皱和导电性,不锈钢纤维可以纺包芯纱,也可以直接与羊毛纱合股。由于包芯纱中金属丝处于伸直状态,在后续的生产中所受的反复拉伸力不能得到有效释放而容易出现断头。不锈钢纤维和羊毛纱合股生产时,不锈钢纤维呈现螺旋状,可有效缓冲其所受的反复的拉伸力,因此不锈钢纤维的纺纱方法因采用不锈钢纤维长丝与1根单纱毛纱合股[9]。纺纱工艺参数见表2。
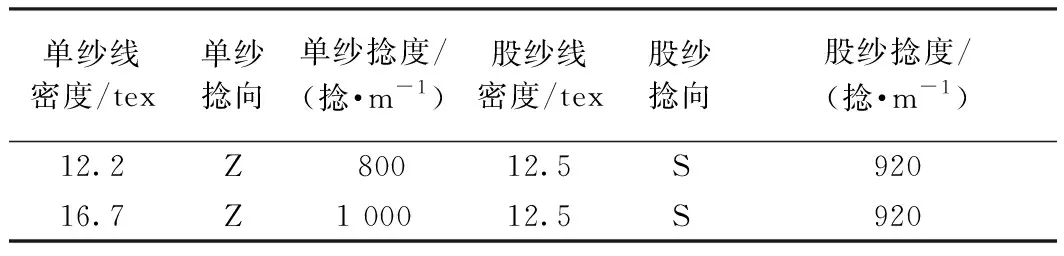
表2 纺纱工艺参数
羊毛混纺金属丝纱线线密度为12.5 tex,该纱线是由线密度为16.67 tex混纺羊毛纱和不锈钢纤维花并而成,其中毛纱含量68.1%,不锈钢纤维含量31.9%。
3.2 纺纱流程与关键工艺
不锈钢纤维刚性大,纺纱时注意控制退绕张力,防止脱圈,停车时要及时固定丝头,否则会造成脱圈筒子絮乱的情况发生,造成生产浪费。在并线工序时,可在不锈钢纤维过丝处放置小块白纸,能够清楚地发现不锈钢纤维的断丝,防止出现跑单条的现象。同时注意优化工艺参数,合理设计车速及牵伸倍数,保证良好的运转状态。
纺纱工艺流程:混条(FBG412)2遍→头针(B423)→二针(B432)→三针(B442)→四针(B452)→粗纱(RF)→细纱(TH)→自络(WST)→并线(FDS)→倍捻(康派)→蒸纱(XOREUA)。
4 织造工序
4.1 织造工序的工艺参数
织造工艺流程:整经→穿经→ 织造(OPT剑杆)。
织造上机工艺参数:上机经向密度304根/(10 cm),下机经向密度320根/(10 cm),上机纬向密度240根/(10 cm),下机纬向密度258根/(10 cm),上机幅宽164 cm,筘号76#/4入,综片数18片,选用平纹变化组织。
4.2 组织设计与CAD效果图
织物上机图见图1,织物CAD效果图见图2。

图1 织物上机图

图2 织物CAD效果图
4.3 织造关键工艺
织造时尽量将不锈钢纤维纱线穿在前片棕,这样能较好地控制织造时开口高度和经纱张力,也可以减少对不锈钢纤维纱线的作用力。因为不锈钢纤维纱线有形状记忆特点,坯布容易出现卷边折边情况,所以上机参数中适当加宽布边宽度到2 cm以上,并要合理设计布身与布边的组织配合。控制好上机张力,减少织机断头,防止产生呢面小疵点。亚麻纱上机前必须提前给湿,保持适当的回潮率,以减少亚麻纱的断头,提高织机的织造效率[10]。亚麻纱条干不匀率较高,纬向采用多色混纬织造,可以减少呢面色档、纬档现象。
5 染整工序
5.1 染整工艺流程
生修→烧毛→平幅洗煮(2次)→ 吸水→柔软整理→烘呢→中检→熟修→刷毛→剪毛→给湿→罐蒸→压光→罐蒸→成品。
烧毛工艺:天然气压力1 kPa,车速120 m/min,正反双烧。
平幅洗煮工艺:高温槽温度105 ℃,洗呢槽温度60 ℃,车速30 m/min,采用双循环洗呢。
烘呢工艺:烘箱温度130 ℃,上机超喂5%,车速100 m/min,下机幅宽154 cm。
柔软整理工艺:车速20 m/min,温度130 ℃,柔软剂用量20 g/L。
罐蒸工艺:采用单循环内到外工艺,压力80 Pa,时间260 s。
压光工艺:导带对烫辊的作用面比例为60%,车速30 m/min,烫辊温度140 ℃。
5.2 染整工序关键工艺
织物的后整理是非常重要的环节,对于产品的风格形成、呢面的质量、物理指标都起到关键性的作用。后整理时尽量减小经向、纬向张力,减小对不锈钢纤维的拉伸变形,防止其断裂。洗呢时不要采用绳状洗呢,以平洗为佳,以免造成卷边、折痕等疵点。烘呢时按原幅宽上机,不宜拉幅,超喂控制要偏小于同类全毛产品[8]。因该产品风格挺括,手感干爽,需增加柔软工艺改善其手感,要优化罐蒸工艺,使产品手感爽滑、有骨感、光泽优亮,达到面料的最佳效果。
6 产品规格与特点
6.1 产品的特性介绍
多种天然纤维和功能纤维的配合运用,配以别致的花型设计,运用纯洁的净水蓝色系的蓝白搭配,清新淡雅,别具匠心的染色与后处理,使面料表面呈现出一种治愈性的全新概念的美感。极大地体现出面料功能性及艺术魅力。产品手感滑爽、挺括、有独特的形状记忆功能、抗紫外线、防辐射性能俱佳,亚麻透气凉爽、吸湿快干,适合用做春夏季休闲西装面料。
6.2 物理指标
成品规格及织物的物理性能见表3。成品面料实物图见图3。
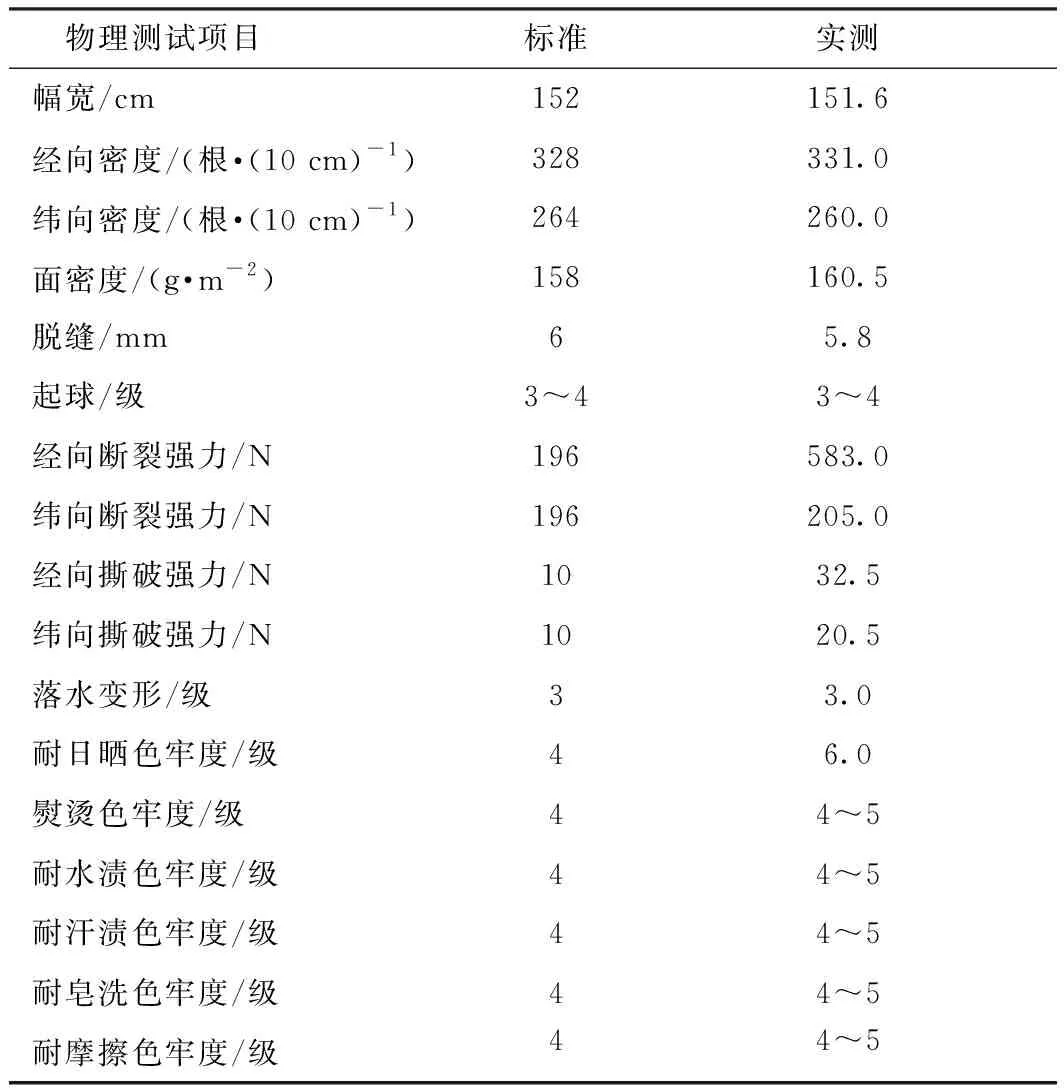
表3 成品规格及织物的物理性能
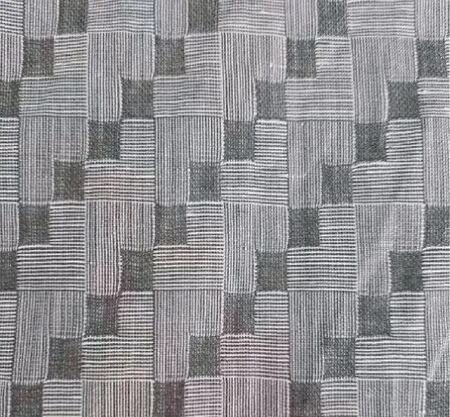
图3 成品面料实物图
织物手感干爽、光滑,呢面有微皱感、肌理感,光泽优亮。颜色采用2种不同颜色对比搭配,形成了阶梯的斜纹图案。面料休闲自然,适合制作男装休闲单层西装或夹克等服装。
7 结束语
本文探讨了羊毛、亚麻、不锈钢纤维精纺面料的开发与设计生产要点,从设计开发、生产工艺、实际操作等方向进行研究,发现亚麻纱容易出现染色不匀、染花等情况,通过采用雷马素染料筒纱染色,温度控制在35~60 ℃之间,可有效解决染色问题。不锈钢纤维刚性大,容易出现脱圈、断丝、卷边、折痕等质量问题,复精梳工艺注意生产张力控制,合理控制合毛油用量,保持成品毛条良好的条干。纺纱宜采用不锈钢纤维长丝与一根单纱毛纱合股工艺。织造时尽量将不锈钢纤维纱线穿在前片棕。后整理采用小张力平幅工艺等措施,可实现产品的正常顺利生产,最终达到设计者的开发目标。将亚麻、不锈钢纤维应用于毛精纺面料的开发生产,实现了毛精纺面料防辐射、抗静电、接触凉感等功能,产品品质质量俱佳,功能性、实用型均有较大突破,拓宽了毛精纺面料的品种。
猜你喜欢
东坡赤壁诗词(2022年4期)2022-10-30 12:18:17
中华养生保健(2020年10期)2021-01-18 06:45:28
纺织服装流行趋势展望(2020年4期)2020-02-01 06:31:06
意林·全彩Color(2019年9期)2019-10-17 02:25:52
汉语世界(The World of Chinese)(2019年2期)2019-04-19 01:38:10
山东纺织经济(2019年5期)2019-02-19 21:04:40
作文与考试·小学高年级版(2017年23期)2017-12-14 00:15:29
纺织导报(2015年6期)2015-12-31 19:29:30
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
纺织科技进展(2015年1期)2015-11-28 05:56:13