冰箱箱体生产线控制系统设计
2021-11-01 02:20江澜
锦绣·上旬刊 2021年12期
关键词:生产线
江澜
摘要:本文以冰箱箱体生产线为研究主体,针对其生产过程的控制对象和要求,设计一套基于PROFIBUS-DP现场总线的冰箱箱体生产线控制系统,同时利用互联网+大数据技术平台,识别扫描箱体信息,实现工厂信息化管理。
关键词:冰箱箱体;生产线;PLC;监视识别
0 引言
我国早期冰箱箱体生产线控制系统多采用传统的纯继电器类、或是气动+液压的控制方式,这些控制方式繁琐、维修困难、可移植性差。近年来,分布式控制系统以将管理和控制分离开来的技术特点而得到广泛的应用,将工业控制系统彻底的分散化、网络化和智能化。传统的人工扫描单个箱体信息,效率低、错误率高,难以实现生产——装配——物流——销售过程中信息交融。设计一个结构合理、控制精度高、自动化程度高、信息化管理的冰箱箱体生产线系统具有一定的现实意义。
1 生产线控制系统设计内容
目前为了进一步提升冰箱箱体生产线水平,国内一些企业通过引进国外的先进技术,结合自身产品的需要,采用国际上较流行的直线式冰箱箱体发泡线。这种发泡线就是把发泡工位固定成一排,有输送小车和注射小车在与工位平行的直线上相互配合来回移动,完成送箱、出箱和注射充注的工作。这样的工作方式比之前的两种方式要更为灵活,同时能量消耗较少,当某一个工位出现故障时不需要整个生产线停产来进行维修,从而提高了工作的效率。
在箱体到位后发出注射请求,此时在发泡线两侧的注射小车带动枪头移动并准确的停在箱体注射孔口位置,注射小车的准确定位决定了发泡线的质量和效率。注射小车完成当前注射后,判断会是否还有工位有注射的请求,否则返回原位置等待。利用伺服电机、伺服控制器和变频器来控制输送小车的精确定位,完成箱体的输送工作。
2 冰箱箱体生产线系统的整体结构设计
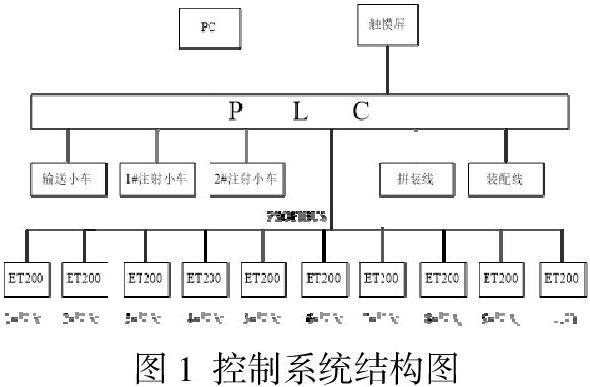
通过对冰箱箱体生产线的组成和工艺流程的分析,确定了上位机(触摸屏)+可编程逻辑控制器(PLC)+PROFIBUS-DP现场总线的整体结构。触摸屏、PLC和现场执行设备之间通过总线的形式进行通信和数据交换。如图1所示。
3 输送、注射小车控制系统硬件设计
3.1 变频调速控制系统
注射小车搭载注射枪头,主要沿直线左行右行,枪头分快、慢三种速度,选用PowerFlex70系列的变频器,率为50/60Hz,其电源容量5.5KW,能够提供24V电源,且为3线控制,有启动,停止和选择正向/反向模式。枪头左行、右行、快速、慢速分别接入变频器的5、6、7、8端子。除了注射小车,每个工位的模具的升降速度也是可调整的。在每个模架上都安装有三个接近开关,当模具从底部开始上升到第一个开关位置时,接近开关发出信号给PLC,PLC通过RS-485与变频器进行数据通信,当上升到第二个接近开关时,变频器按给定值输出,控制速度。
3.2 伺服定位控制系统
伺服定位控制系统有两套,分别是输送小车伺服系统和两套注射枪头小车伺服系统。输送小车的伺服系统主要的工作是从拼装生产线上接到箱体后,接受到有需要进箱的工位的信号后,能够准确的移动到该工位前通过传送带送箱,当此时也有工位需要出箱,小车也能立即行使到工位前接箱。
输送小车伺服系统的伺服电机选用SEW传动設备有限公司的型号为CM90L的交流同步伺服电机,最大的转矩30.1N·m,连续静态转矩21N·m,输出功率4kw,输入电压AC380V,配置13位的旋转编码器。两套注射枪头小车的伺服系统同样选用SEW-传动设备有限公司的型号为的DS56M交流同步伺服电机,最大转矩3.8N·m,连续静态转矩1N·m,额定功率1.5kw,输入电压AC380V,配置17位的旋转编码器。伺服变频驱动器是采用的MDX61B 0015-5A3-400系列的,输出功率为1.5kw,控制回路的输入电压是直流24V,控制方式是PWM方式。
4 箱体信息识别系统设计
基于互联网+大数据平台技术的新一代冰箱箱体监视识别系统。其系统功能是在被监管的所有冰箱箱体上安装电子标签(FLAG)。
在烘箱的前后、拼装生产线处、1#~9#工位前、装配生产线处安置监控识别设备(MRI),对预先拼装完成的箱体各个型号的数量、进入生产运行系统接受发泡的箱体的各型号和数量、各种统计数据和报表等数据信息进行处理。采集到这些信息后都存储起来,和其他一些系统需要储存另外的信息的计算机一起组建光纤网络,将采集到信息数据传送到总的服务器(中央计算机),中央计算机通过TCP/IP协议进行网络数据通讯,所有部分的数据都会在服务器上备份,随时可以下载来调查分析,同时预留与企业ERP系统连接的接口。
5 结语
本文以冰箱箱体生产线为对象,通过其工艺流程和控制对象要求,对控制系统进行了整体结构的设计,尤其是变频调速系统和伺服定位系统,分别对应于模架升降、注射小车和输送小车的运动控制。同时为了方便箱体的信息追踪,提出基于大数据平台的物联网系统,在箱体上贴上电子标签,建立产品跟踪的信息系统的一套全自动的冰箱箱体生产线。
参考文献
[1]张新荣,霍莹基于的生产线运料车控制系统设计[J].制造业自动化,2011.7(12)
[2]刘和义,八工位冰箱发泡自动线[J].液压工业,1989,4:51-54
[3]颜嘉男.伺服电机应用技术[M].北京:科学出版社,2010
[4]辜承林,陈乔夫.电机学(第三版)[M].华中科技大学出版社,2010.1
猜你喜欢
河南科技(2022年8期)2022-05-31
机电工程技术(2021年3期)2021-09-10
中国计算机报(2020年11期)2020-04-21
佛山陶瓷(2017年5期)2017-06-05
中国纤检(2015年22期)2016-01-18