考虑焊接残余应力的含缺陷结构安全评定方法评价
2021-11-01 07:39:16汪宇宸周帼彦蒋文春涂善东
压力容器 2021年9期
汪宇宸,周帼彦,蒋文春,涂善东
(1.华东理工大学 机械与动力工程学院 承压系统与安全教育部重点实验室,上海 200237;2.中国石油大学(华东) 新能源学院,山东青岛 266580)
0 引言
在压力容器和管道的焊接过程中,由于焊接区域组织相变、扩散、熔化、流动、凝固、热传递、应力变形等热-力-冶金多因素行为交互作用,不可避免地会产生焊接残余应力[1]。焊接制造过程中的多次熔敷过程,使焊道经历多重热循环的叠加作用,造成焊接接头处有极为复杂的残余应力分布[2-7],可能导致结构发生脆性断裂、氢鼓包、氢致开裂、疲劳破坏等失效形式,对设备的预期寿命(疲劳、应力腐蚀开裂等)产生较大的影响[8-11]。因此,在结构安全评定中准确计入焊接残余应力的影响,对保障设备长寿命安全运行具有重要的意义。
在役压力容器及管道的焊缝结构中出现裂纹状缺陷已屡见不鲜[12]。此类缺陷对设备安全使用产生不良影响,需通过含缺陷结构安全评定标准计算判定是否可继续安全服役。目前,国内外主要的含缺陷结构安全评定标准包括:GB/T 19624—2019《在用含缺陷压力容器安全评定》,SINTAP:1999《欧洲工业结构完整性评定规程》,BS 7910:2019《金属结构中缺陷验收评定方法指南》和API 579/ASME FFS-1:2016《合于使用》(以下分别简称GB/T 19624,SINTAP,BS 7910和API 579)等。以上标准均可进行安全评定,但各自的适用范围和评定方法不尽相同。近年来,国际上结构完整性研究学者已意识到,现有标准对残余应力的考虑过于简单,进而展开了相应的研究工作[13-14]。
本文通过对比GB/T 19624,SINTAP,BS 7910和API 579四个标准在评定规程、焊接残余应力分布规律、焊后热处理对峰值残余应力取值影响等方面的差异,探讨残余应力的存在对含缺陷结构评定结果的影响,以期进一步完善含缺陷结构完整性评定标准对残余应力的考虑。
1 评定规程
1.1 评定分级与方法
不同标准涉及的失效模式差异较大,但是塑性、断裂失效作为最常见的失效模式,应用十分广泛,其评定过程中考虑焊接残余应力的影响,因此选择塑性及断裂失效评定进行分析。根据输入参数、评定方法的不同,评定规程划分了相应的分析等级(见表1)。GB/T 19624,BS 7910和API 579三个标准均包含3个分析评定等级,而SINTAP则包含3个常规等级和3个高级等级,共6个等级。评定等级越高,结果精度越高,但计算也更加繁琐;等级越低则评定结果越保守。每个分析等级所需输入的拉伸数据及断裂韧性的要求各不相同,分析等级越高所需数据越难获取,应用时需根据所掌握的参数不同和应用场合的差异进行选择。
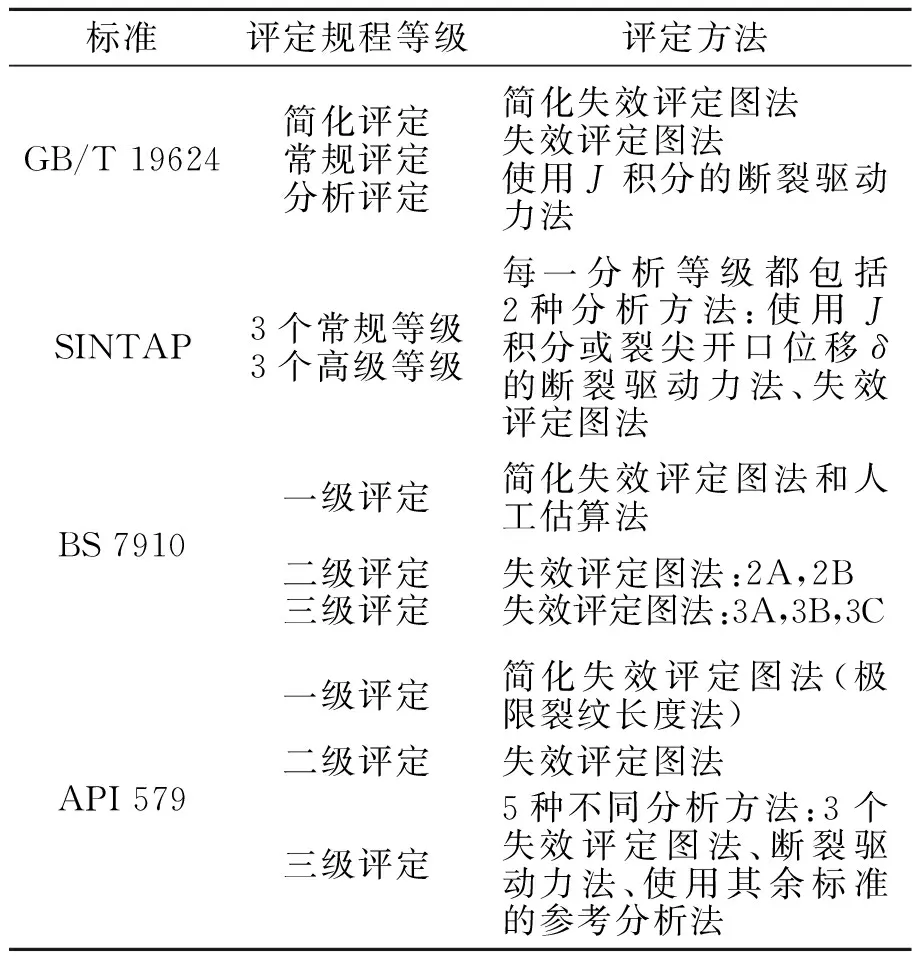
表1 各标准塑性及断裂失效评定的分级和评定方法的对比
各标准的塑性及断裂失效评定规程主要采用失效评定图法和断裂驱动力法进行评定。虽然基本原理类似,但不同标准对评定方法的规定和使用细节差异较大。
断裂驱动力法则根据各标准提供的程序及公式直接计算J积分或裂纹尖端开口位移δ的数值大小,将计算结果直接与判据进行比较。通常情况下,计算结果小于判据值时,则认为含缺陷结构安全,反之则失效。但对于分析评定而言,允许裂纹稳定扩展,在扩展过程中,个别扩展量对应的J积分可以超过延性撕裂断裂韧度JR,但最终评定计算载荷下,裂纹长度a+Δa时的J积分J(a+Δa)应小于裂纹稳定扩展Δa时材料的延性撕裂断裂韧度JR(Δa)。
1.2 评定规程中的焊接残余应力
各标准中塑性及断裂失效评定规程除了评定分级、评定方法不同之外,每个评定等级对焊接残余应力的考虑方法也存在差异,如表2所示。
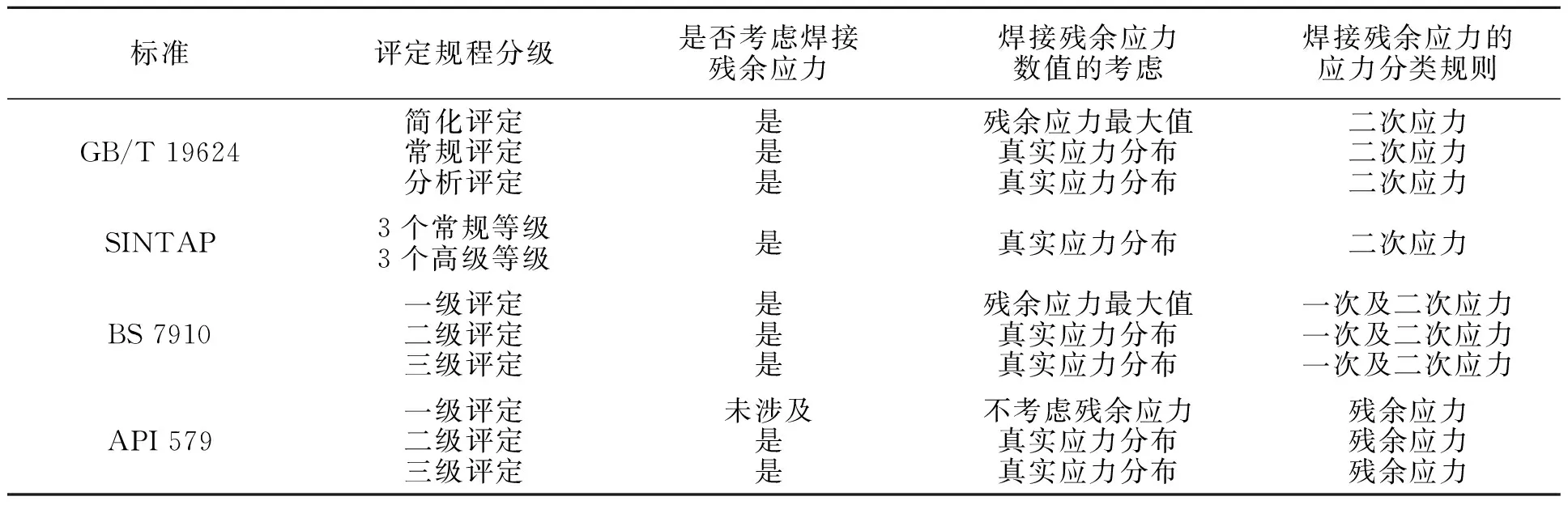
表2 塑性及断裂失效评定规程中考虑残余应力的对比
4个标准的15个评定等级中,除了API 579一级评定规程之外,其他均考虑了焊接残余应力的影响,这是由评定方法的原理和计算流程决定的。API 579一级评定规程未涉及焊接残余应力,是因为其所使用的简化评定图法仅考虑了缺陷尺寸等几何结构参数。其余各标准评定规程使用的是失效评定图法和断裂驱动力法,使用过程中涉及到应力强度因子、J积分和裂尖开口位移等参数的计算。此类参数主要针对近场应力推导而得,而焊接残余应力属于二次应力,研究发现,二次应力虽无法直接导致塑性倒塌失效,但可以引起塑性区的增大并最终导致失效,其影响无法忽略,因此在使用失效评定图法和断裂驱动力法时均考虑了焊接残余应力。
但是,各评定规程对焊接残余应力数值的要求不尽相同。GB/T 19624的简化评定和BS 7910的一级评定方法假设在构件中均布恒定的焊接残余应力,其大小为实际残余应力的最大值,这种估计偏差大,也较为保守,只适用于最简单的简化评定图法。其他12个评定方法均需要考虑缺陷部位的真实应力分布情况,以确保评定结果的可靠性,且所输入的焊接残余应力分布规律越贴近实际情况,评定结果也越好。
此外,不同标准中对于焊接残余应力的应力分类规则也各不相同。GB/T 19624和SINTAP将焊接残余应力列入二次应力的范畴,通过计算和相应系数考虑其对应力强度因子等参量的影响。BS 7910认为缺陷附近的焊接残余应力是二次应力,但远离缺陷部位的焊接残余应力由于会产生截面力及力矩,而对载荷比、应力强度因子比等参数产生严重影响,因此可将其归为一次应力。API 579则在一次应力和二次应力之外建立了单独的残余应力类别,并将焊接残余应力纳入其中考虑,强调了焊接残余应力的重要性。
2 焊接结构分类
由上述分析可知,为了保证评定分析结果的精确性,获取缺陷部位焊接残余应力的分布极为重要。有限元模拟方法和试验测试法是获取特定构件、特定部位焊接残余应力分布情况的重要手段,但是两种方法在实际应用过程中均存在一定的局限性。有限元模拟法要求具有一定理论计算基础,需要已知相应材料不同温度下的拉伸性能、热物性能及实际焊接工艺参数,且需要较长的计算时间和较大的储存空间。试验测试方法可分为有损的破坏性机械释放测量法[19-23]和无损的非破坏性物理测量法[24-27]。有损法需要对所测结构进行破坏,故无法对在役设备进行测量。而除中子衍射法[28-29]之外的无损法均无法获取沿厚度方向的残余应力分布情况。因此,使用上述两种方法获取残余应力分布并进行安全评定可能缺乏实际意义。
为了弥补模拟和试验的局限性、提高评定结果的精确性、增加使用的便捷性,4个标准均给出了典型焊接结构的残余应力分布规律和数值表达式,并根据焊接结构的不同进行分类。但由于分类依据和侧重点不同,各标准的分类结果存在一定差异,如表3所示。

表3 各标准中焊接结构分类的对比
SINTAP和BS 7910作为欧洲标准,都是按照焊接接头类型和焊缝位置进行分类。API 579则综合考虑了焊接接头类型、焊缝位置和焊缝所在压力容器的类型等3个不同的参数,先根据压力容器类型进行初次分类,再依据接头形式和焊缝位置进行细分。而GB/T 19624没有明确的分类依据和侧重点,只简单分为对接焊缝和T形对接焊缝等,对焊缝所在的容器类型、焊缝位置均不作考虑。与其他三个标准相比,GB/T 19624未直接明确接管焊缝、补焊焊缝等常见焊接结构的残余应力分布,所涉及的焊接结构较少;同时,由于缺乏明确的分类规则,导致分类结果存在一定程度的重复,使用时易造成选择上的误差。但是,GB/T 19624 设置了最大残余应力取值系数,评定者可凭经验确定。这一设定是出于实际焊接残余应力大小和分布复杂性的考虑,从易用和保守角度出发,给出了相对简单的取值原则和有一定调整范围的取值系数推荐值,一定程度上保证了标准的协调性和易用性。
为方便使用者根据设备情况选择更为准确的应力分布规律,在GB/T 19624的后续更新和补充中可依据接头类型、焊缝位置等重要参数进行系统化的分类。
3 焊接残余应力分布规律
3.1 表示方法及影响因素
在根据焊接结构进行初步分类之后,各标准给出了焊缝的残余应力分布规律,但在应力分布路径和应力方向等表示方法上存在差异。如表4所示,SINTAP和API 579给出了焊接残余应力沿厚度方向和表面的分布规律,而BS 7910和GB/T 19624只给出了厚度方向的分布规律。BS 7910如此处理是由于该标准将远离焊缝位置的焊接残余应力划归为一次应力进行考虑,需将应力换算成截面的力和力矩,无需表面应力分布情况。GB/T 19624仅给出了厚度小于25 mm的对接接头的表面应力分布情况,其余焊缝结构表面应力水平尚未明确,导致焊接残余应力的影响无法合理评定。
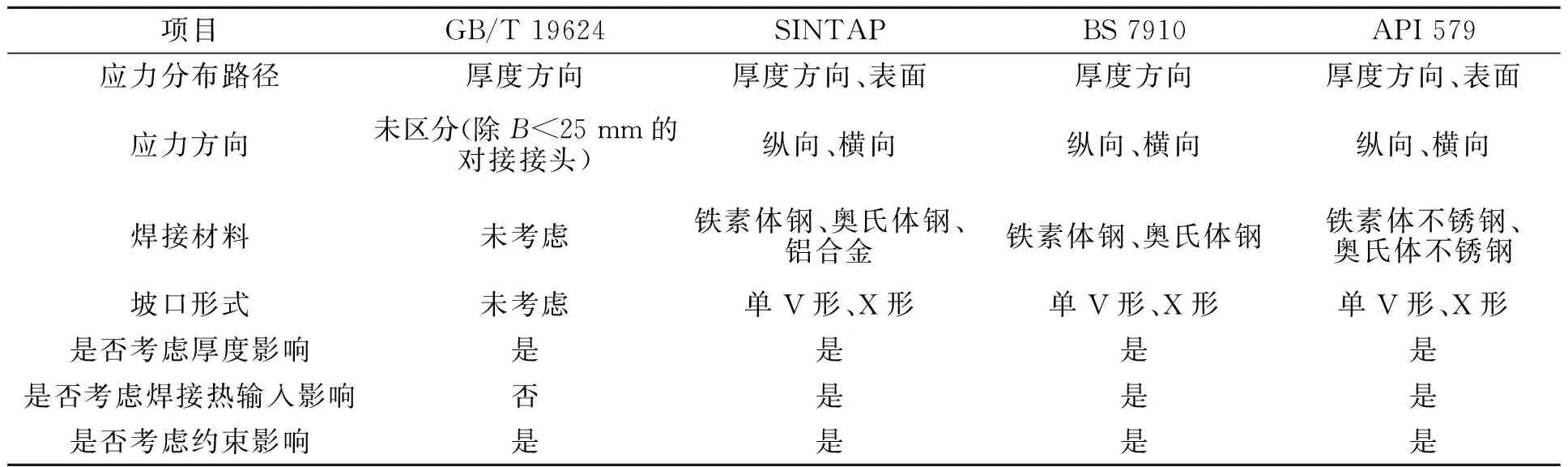
表4 各标准中焊接残余应力表示方法及影响因素的对比
SINTAP,BS 7910和API 579将残余应力分为纵向应力和横向应力分别考虑,这样可根据缺陷位置选择相应的应力。垂直于焊缝的缺陷选择纵向残余应力进行评定,平行于焊缝的缺陷选择横向残余应力,这样的分类规律符合实际,也保证了评定的准确性。GB/T 19624仅在壁厚小于25 mm 情况下利用缺陷位置区分应力方向,而其余焊缝结构的应力分布规律均未区分应力方向,忽略缺陷与焊缝相对位置造成的影响,易导致不准确的评定结果。
除焊缝位置和接头种类等结构参数外,材料种类、坡口形式、厚度、焊接热输入、约束情况等参数均会对残余应力大小及分布规律产生影响,但各标准涉及的影响因素和参数范围各不相同,如表4所示。
SINTAP针对的材料包括铁素体钢、奥氏体钢和铝合金,BS 7910针对铁素体钢和奥氏体钢,API 579针对铁素体不锈钢和奥氏体不锈钢,而GB/T 19624未考虑材料种类对残余应力的影响。根据NB/T 47015—2011《压力容器焊接规程》,常用的坡口形式包括:单V形、X形、单U形、双U形和I形等。SINTAP,BS7910和API 579均考虑了最为常见的单V形和X形坡口,而GB/T 19624未提及坡口形式差异的影响。厚度作为结构中最重要的参数,所有标准均考虑了其带来的影响效应,但涉及的构件厚度变化范围差异较大。焊接热输入为单位长度上输入能量的大小,由于焊接是热-力耦合过程,温度变化会对最终应力大小产生显著影响,因此SINTAP,BS7910和API 579均考虑了焊接热输入的影响,而GB/T 19624未提及。焊接构件的约束情况会影响焊缝及其母材的变形大小,因此所有标准均考虑了约束带来的影响,但考虑方法不同。SINTAP给出了不同约束条件下的应力分布规律;BS 7910则明确规定不考虑高约束焊缝情况;GB/T 19624和API 579将约束情况用不同的压力容器类型加以区分,这也是导致API 579分类方法与其他标准不同的原因之一。
与其他三个标准相比,GB/T 19624所考虑的影响因素较少,在后续的补充和发展中可对焊接残余应力影响参数进行敏感性分析,补充不同参数对焊接残余应力的影响,提高所推荐应力分布规律的准确性。
3.2 分布规律
对于同一焊缝结构,不同标准给出的残余应力分布大小及规律存在很大不同,这导致选择不同的标准对设备进行安全评定时,评定结果也不同。
以对接板焊缝和管道轴向焊缝为例,对比分析各标准焊接残余应力分布规律的差异。焊缝结构如图2所示,应力方向分为横向和纵向,应力分布路径则分为沿厚度方向和表面方向。
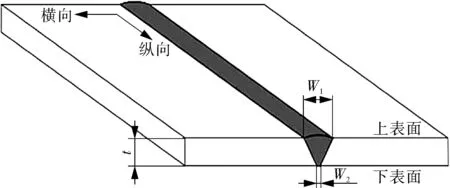
(a)对接板焊缝 (b)管道轴向焊缝
3.2.1 纵向应力
纵向应力平行于焊缝。4个标准均给出了纵向应力沿厚度分布的规律,分布规律表达式列于表5,应力分布如图3所示(图中,横坐标中t表示距离焊缝底部的距离,B表示壳体计算厚度)。
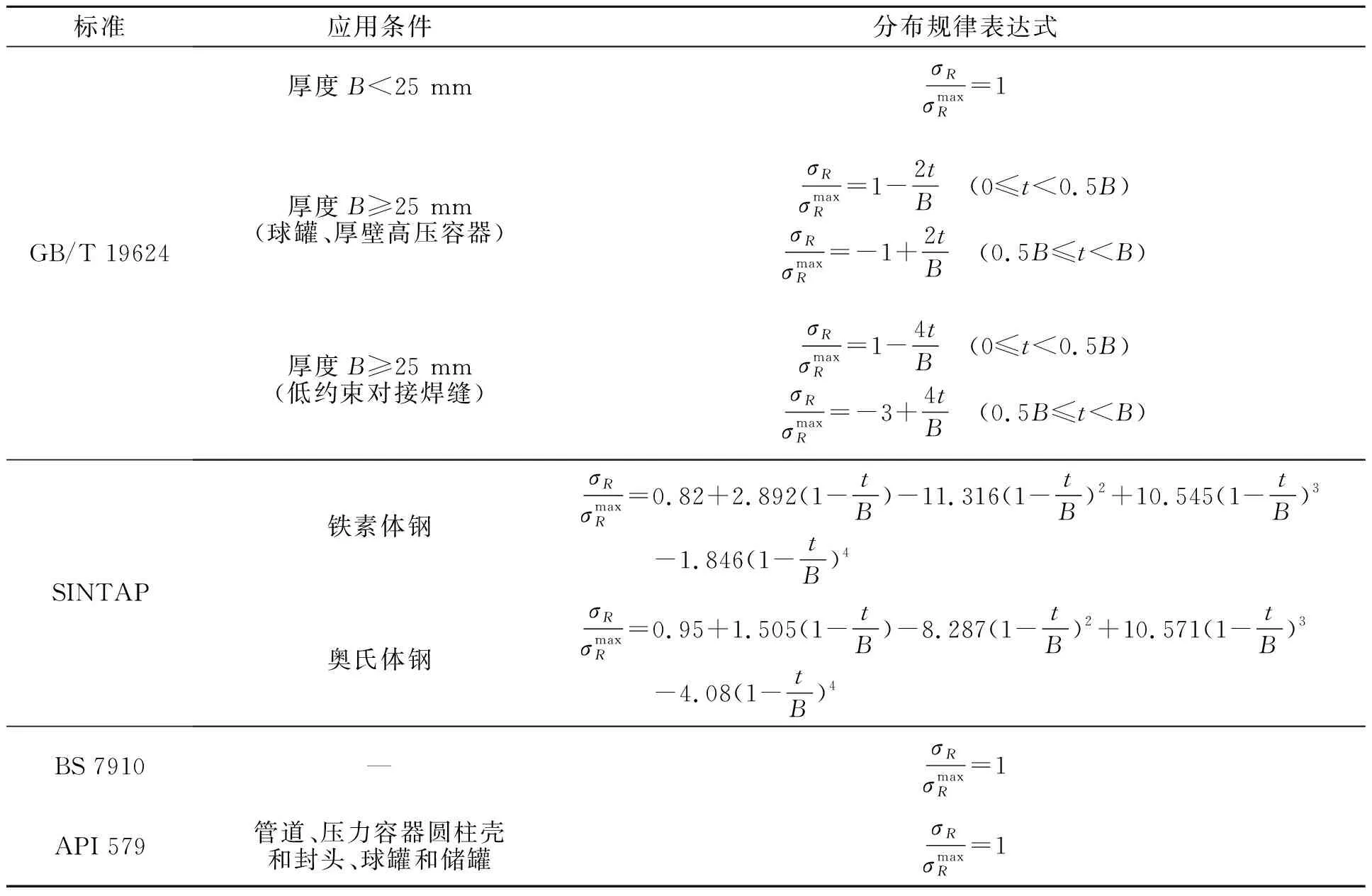
表5 纵向残余应力沿厚度分布规律表达式

沿上表面方向的纵向焊接残余应力分布情况如图4所示。

3.2.2 横向应力
横向应力垂直于焊缝,其沿厚度方向分布规律如图5所示。可以看出,国外标准推荐的分布基本一致,均利用幂函数多项式对应力分布规律进行描述(如表6所示),只在常数项上有些差别。GB/T 19624则根据构件厚度推荐了3个分布规律,其中,对于薄板结构(厚度<25 mm),认为沿厚度均布大小为30%屈服强度的拉应力,低估了横向峰值残余应力的大小;对于厚板结构(厚度≥25 mm),认为应力沿厚度方向线性分布,与国外标准差别较大,相对较为保守。与文献[14,35]实际测量结果相比,4个标准均存在应力分布不够准确的情况,这会使缺陷结构完整性评定结果产生误差。

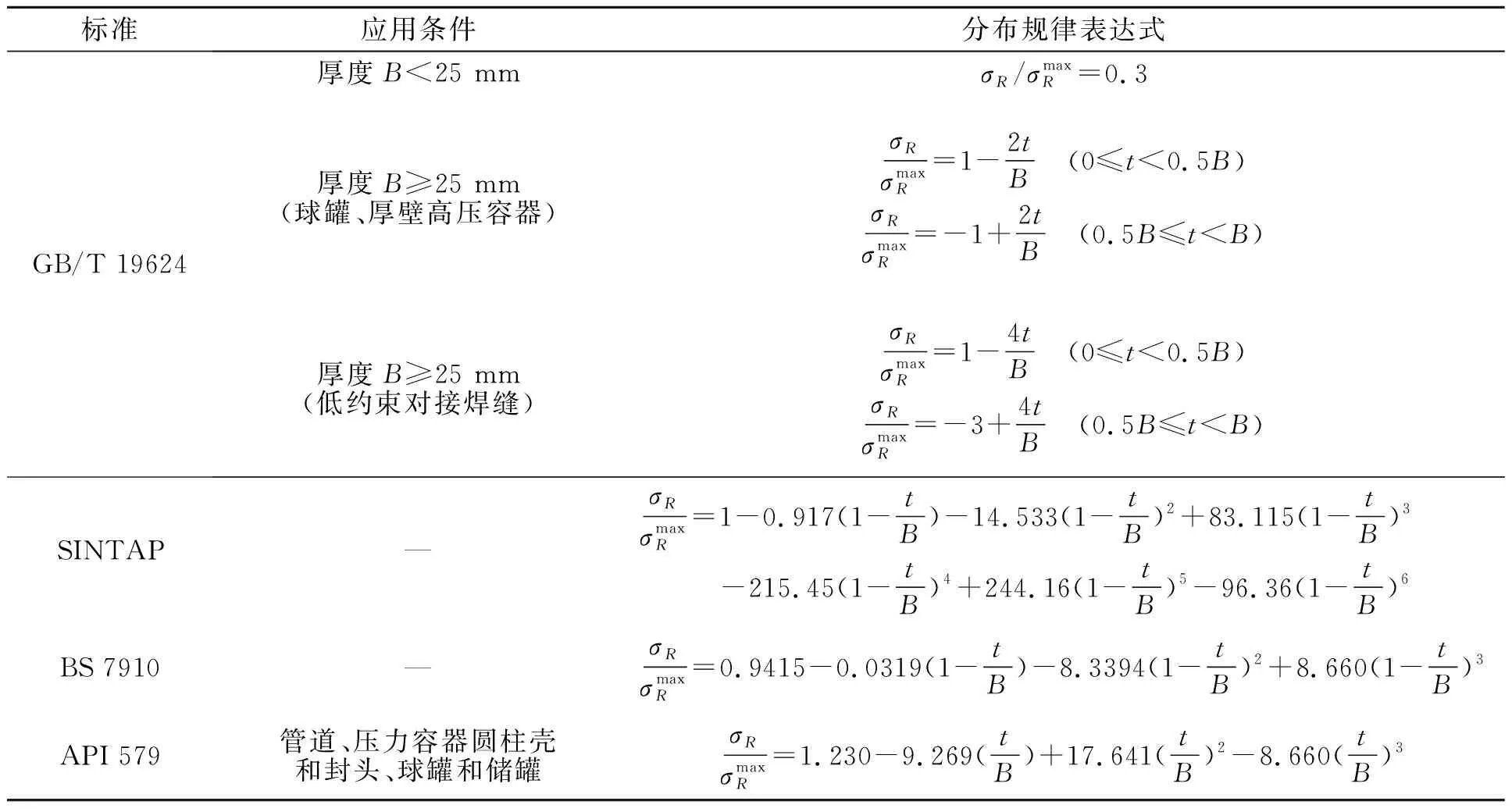
表6 横向残余应力沿厚度分布规律表达式
4 焊后热处理应力释放规律对比
为了降低焊接残余应力对设备稳定运行、使用寿命等方面的影响,实际生产过程中需尽量降低焊接残余应力的大小[36]。一般的机械作用[37]无法降低设备整体残余应力,通常采用焊后热处理来进行设备加工后的整体残余应力消除[15]。应力评定时需要对降低后的焊接残余应力值进行估算。
各标准均给出了经过焊后热处理后的残余应力数值大小,具体见表7。其中GB/T 19624不区分纵向应力和横向应力,应力大小为30%~50%的屈服强度。应力范围过大导致使用者无法准确选取应力水平进行评定,且易造成评定结果产生较大浮动。SINTAP,BS 7910和API 579三标准均规定,纵向应力大小经焊后热处理衰减至30%的屈服强度,横向应力大小衰减至20%的屈服强度;但由于焊后热处理的应力释放机理尚未明确,对于屈服强度的选择却需根据标准规定进行计算。随着相关研究[38-42]对其应力释放机理和应力大小的进一步明确,可在用SINTAP,BS 7910和API 579进行评定时选择使用。
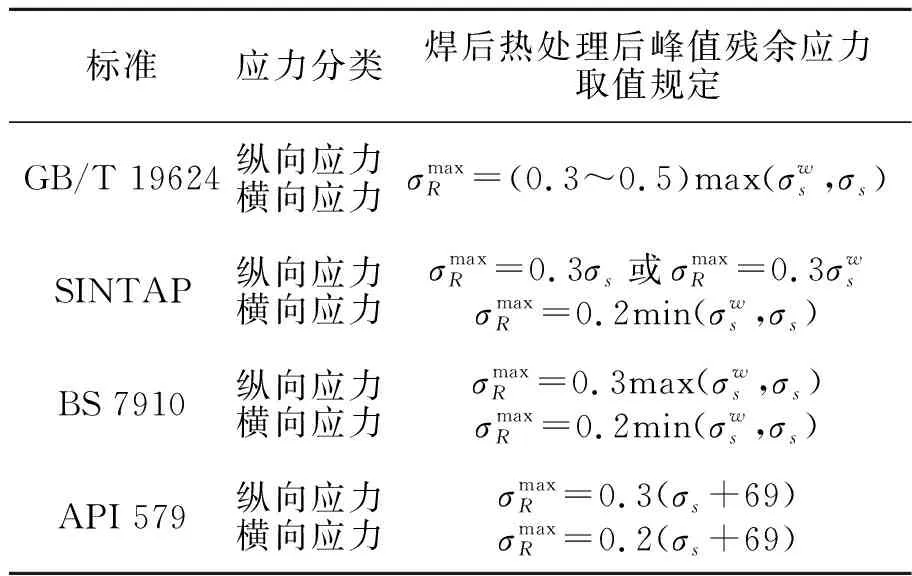
表7 各标准焊后热处理应力释放规律的对比
在设备制造中,除了整体焊后热处理,局部热处理也经常使用。但各标准中对于局部热处理的应力衰减规律均未作详细说明。GB/T 19624要求使用者根据经验进行判断,而API 579则推荐了相关文献[43-45]供用户参考使用。这是由于现行局部热处理方法无法完全消除残余应力,并会导致新的热影响区产生,使应力分布更加复杂。与此同时,局部热处理后应力变化情况、分布规律等仍缺乏深入研究,没有理论支撑。
综上分析,与其他三个标准相比,针对GB/T 19624的完善,需进一步加强整体焊后热处理和局部热处理的应力衰减机理和衰减幅度研究,以给出更为具体、准确的焊接残余应力大小。
5 结语
本文从评定规程、焊接结构分类、焊接残余应力分布规律及其影响因素、焊后热处理对峰值残余应力取值影响等方面,对比分析了GB/T 19624,SINTAP,BS 7910,API 579四个含缺陷结构安全评定标准的适用性及其差异,得到以下结论。
(1)SINTAP,BS 7910和API 579均存在明确的焊缝结构分类规则和依据,包含所有常见的焊缝结构,具有较好的合理性。GB/T 19624的焊缝结构分类规则不够明确、分类结果不够全面,但通过最大残余应力取值系数保证了标准的协调和易用。对比而言,具有明确规则的焊缝结构分类处理显然有较好的针对性。
(2)GB/T 19624未区分焊接残余应力方向,仅给出沿厚度方向的应力分布规律,对影响因素的考虑较为简单。而SINTAP,BS 7910,API 579三个标准则将应力分为纵向应力和横向应力,并给出了应力沿厚度和上表面的具体分布规律,且对焊接残余应力的影响因素考虑较为全面、完整。各标准所推荐应力分布规律表达式虽各不相同,但均存在不够准确的情况,易造成评定结果与实际不符。
(3)GB/T 19624中对于焊后热处理态残余应力水平的规定较为宽泛,而SINTAP,BS 7910,API 579中均对此做出了明确的规定。所有标准对局部热处理后的应力分布情况研究尚显不足。
需要特别指出的是,在针对考虑焊接残余应力的含缺陷结构完整性评定时,GB/T 19624虽较其他几个标准偏保守,不易产生危险,但在焊缝结构分类、应力方向划分和应力分布规律准确性等诸多方面还不够完整、全面,后续仍需通过更多案例分析和研究加以完善。
猜你喜欢
电子乐园·下旬刊(2022年6期)2022-05-16 03:54:52
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
今日农业(2021年7期)2021-07-28 07:07:32
四川劳动保障(2021年3期)2021-01-27 19:50:42
世界汽车(2020年6期)2020-12-28 02:40:14
小学生学习指导(低年级)(2020年6期)2020-07-25 02:31:38
小学生学习指导(低年级)(2020年6期)2020-07-25 02:31:34
模具制造(2019年10期)2020-01-06 09:13:08
学苑创造·A版(2016年6期)2016-06-20 18:03:19
焊接(2016年2期)2016-02-27 13:01:20