
Microstructural evolution and mechanical properties of binary Mg–xBi(x=2,5,and 8 wt%)alloys
2021-10-28 10:09:20HuiYuShaodaFanShuaijuMengJaeOkChoiZhongjieLiYohanGoYoungMinKimWeiminZhaoBongSunYouKwangSeonShin
Journal of Magnesium and Alloys 2021年3期
Hui Yu,Shaoda Fan,Shuaiju Meng,Jae Ok Choi,Zhongjie Li,Yohan Go,Young Min Kim,Weimin Zhao,Bong Sun You,Kwang Seon Shin
School of Materials Science and Engineering,Hebei University of Technology,Xiping Road 5340,Tianjin 300130,China
Abstract The microstructures and mechanical properties of Mg–xBi(x=2,5,and 8 wt%)were investigated compared with pure Mg.The ascast Mg–Bi billets consist of dendriticα-Mg grain matrix,divorced eutectic Mg3Bi2 phase and secondary precipitated Mg3Bi2 phase.After homogenization,secondary precipitated Mg3Bi2 particles were all dissolved into the matrix,while most of the divorced eutectic Mg3Bi2 intermetallic compounds retained.All the as-extruded samples exhibit fully dynamic recrystallization(DRX)and the average grain size decreases and the amount of nano-scale Mg3Bi2 precipitates increases with increasing Bi content.Additionally,Bi alloying has little influence on the texture of the as-extruded pure Mg,with all the samples showing typical basal texture.As the results of grain refinement and precipitation hardening,the strengths of the as-extruded samples increase under both tensile and compressive tests.Besides,the yield asymmetry significantly decreases with Bi content.Moreover,all the as-extruded samples represent similar ductility under compression,while the tensile elongation first increases and then decreases with more Bi added.The as-extruded Mg–5Bi alloy demonstrates good combination of strength and ductility.However,Mg–8Bi alloy displays lower tensile ductility than that of Mg–5Bi alloy due to the presence of abundant undissolved coarse Mg3Bi2 particles,which act as cracking sources during tensile test.Furthermore,the strain hardening rateΘ,strain hardening exponent n,and hardening capacity Hc are greatly reduced by Bi addition,mainly owing to the enhanced synergy effects of grain refinement and numerous Mg3Bi2 precipitates.© 2020 Chongqing University.Publishing services provided by Elsevier B.V.on behalf of KeAi Communications Co.Ltd.This is an open access article under the CC BY-NC-ND license(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Mg–Bi;Mechanical properties;Microstructure;Strain hardening.
1.Introduction
In order to meet the increasing requirement of lightweight materials in transportation for less pollution emission as well as better fuel efficiency,developing low-cost Mg alloys having good mechanical properties without rare earth elements(REfree)is attracting more and more interesting[1–4].Recently,RE-free Mg alloys with excellent mechanical performance have been reported in Mg–Zn[5,6],Mg–Al[7,8],Mg–Sn[9–11],and Mg–Ca[12–14]based alloys by means of grain refinement,precipitation enhancement,and texture modifying.Particularly,Mg–Bi alloy system is attractive due to its good precipitation strengthen potential and low alloying cost.For instance,Utsavi Joshi et al.[15]reported that Bi possesses an effective grain refinement potency in Mg.Sasaki et al.[16]reported a new precipitation-hardenable Mg–6.4Bi–1.3Zn(compositions quoted in present work are all in wt%)alloy,in which the fine Mg3Bi2phase precipitates on the prismatic plane.Remennik et al.[17]fabricated both Mg–5Bi–1Si and Mg–5Bi–1Ca alloy having remarkably high elongation(EL)of over 40%.Our previously study[18]also proved that the mechanical properties can be improved when 6 %Bi added into pure Mg.Moreover,Mg–8Bi–1Al–1Zn alloy was fabricated exhibiting tensile yield stress(TYS)and EL of 291 MPa,and 14.6 %,respectively[19].More recently,a micro-alloying Mg–1.3Bi–0.7Ca alloy having an excellent tensile EL of 43% was fabricated using simple conventional extrusion method[20].Furthermore,low temperature extruded Mg–2.5Bi alloy shown super plasticity over 170 % at room temperature because of its ultrafine grain size[21].Thus,Mg–Bi based alloys are believed to have potential to be developed as a new RE-free type extrudable alloy with good mechanical performance.As to the fundamental research on the Mg–Bi binary alloys,Y.H.Sun[22]investigated the morphology,and orientation of Mg3Bi2phase.Previously[18,23],we studied the effect of Bi on the precipitation and dynamic recrystallization behaviors of Mg during extrusion.However,systematic research on both the microstructure and mechanical behaviour of Mg–Bi binary alloy under both casting and extrusion conditions is still very limited[24].Besides,the strain hardening behaviour of Mg–Bi alloys were rarely reported so far.
In present work,the microstructural variation of the ascast,as-homogenized,and as-extruded Mg–xBi(x=2,5,and 8 wt%)were investigated systematically compared with pure Mg.Besides,the effect of Bi content on mechanical performance and related strain hardening characteristics of asextruded binary Mg–Bi alloys were also analysed based on the microstructure characterization.Such explorations are expected to provide an important basis for the development of Mg–Bi based alloys with high performance at low cost.
2.Experimental
Analysed compositions of the commercial pure Mg and binary Mg–Bi alloys were Mg(99.95 %),Mg–2.4Bi(B2),Mg–5.3Bi(B5),and Mg–8.2Bi(B8),respectively.The binary Mg–Bi ingots were fabricated by melting high purity Bi and Mg in resistance furnace protected by the atmosphere of mixed CO2and SF6.After melting and stabilization at 720°C for 30 min,the melt was smoothly poured into a stainless steel mould by gravity casting.The machined as-cast Mg–Bi alloy billets with dimension ofΦ60 mm×150 mm were first homogenized at 500°C for 300 min,and then extruded at 300°C.The extrusion ratio and ram speed adopted in present study are 36:1 and 1.0 mm s−1,respectively.Besides,pure Mg was also cast and extruded under the same conditions for comparison.
The phase composition of the alloys was figured out by X-ray diffraction(XRD)analysis.Microstructure of the Mg–Bi alloys were characterized by Olympus BX51M optical microscope(OM),JEOL JSM-7000F scanning electron microscopy(SEM)equipped with both energy dispersive spectrometer(EDS)and electron back-scatter diffraction(EBSD)system.In addition,the characterization of precipitates was conducted using transmission electron microscope(TEM),for which the samples were prepared by ion milling using a Precision Ion Polishing System.For the observation of OM and SEM,the as-cast and homogenized specimens were etched in a solution of 3 ml nitric acid+97 ml ethanol,while the as-extruded specimens were etched using a solution of 3 g picric acid+70 ml ethanol+10 ml acetic acid+10 ml distilled water,respectively.The average secondary dendritic arm spacing(SDAS)of the as-cast Mg–Bi samples and average grain size(AGS)of the ashomogenized and as-extruded Mg–Bi samples were determined using linear intercept method.Moreover,Image-Pro Plus 6.0 was adopted to measure the volume fraction(Vf)of undissolved micro-scale second phase and nano-scale precipitates in homogenized OM pictures and as-extruded TEM images,respectively.For EBSD characterization,the specimens were ground using 400,800,1500,2000,and 2400 grit silicon carbide paper and then polished with colloidal silica.And the raw data of EBSD was analyzed using HKL Chanel 5.
Dog-bone-shaped specimens with the gage dimension ofΦ6 mm×25 mm and cylindrical specimens with the dimension ofΦ8 mm×12 mm were adopted for tensile and compressive tests,respectively.The mechanical properties tests along the extrusion direction(ED)were carried out using an electrouniversal mechanical testing machine(SUNS-UTM5105X)at a strain rate of 1×10−3s−1.All specimens were tested four times to ensure the consistency and the average values and corresponding standard deviations were obtained for the sake of simplicity.Finally,characterization of tensile fractured surfaces and microstructure of the tensile fractured sample along ED were carried out using SEM and OM.
3.Results and discussion
3.1.Microstructure of as-cast and homogenized Mg–Bi alloys
The OM microstructure of the as-cast Mg and Mg–Bi alloys are presented in Fig.1.As-cast pure Mg demonstrates a coarse microstructure with anAGSof~416μm,and the microstructure was greatly refined with Bi addition.B2 alloy has a microstructure consisting of both columnar dendrite and the equiaxed dendrite crystals,while a complete equiaxed dendrite microstructure was observed in both B5 and B8 alloys.Besides,theSDASof B2,B5 and B8 are about 76μm,54μm,and 49μm,respectively.
Fig.2 presents the SEM microstructure of as-cast Mg–Bi alloys.All alloys have typical dendritic structure which is consist of greyα–Mg matrix and bright white intermetallic phases distributing along the grain boundaries.Obviously,there are two distinct different types of intermetallic particles,i.e.divorced eutectic phase with the size of over 5μm located at the grain boundaries and fine secondary precipitation phase with a size of about 0.5μm dispersed both in the grains and along the grain boundaries(GBs).Besides,theVfof both the divorced eutectic phase and fine secondary precipitates increases with Bi content,as summarized in Table 1.Besides,the morphology of microscale second phase gradually transforms from elliptical small particles into network intermetallic compounds,while the size and the morphology of the precipitation phase keep almost the same in Bi-containing alloys.
As presented in Fig.3,EDS analysis were carried out on as-cast B5 alloy to identify these second intermetallic compounds.Both the strip-like and spherical divorced eutectic compounds,and the fine precipitates are rich of Mg and Bi elements,as shown in the EDS mapping images(Fig.3b and c)and point analysis results(Fig.3d–f).These phases were further identified by XRD analysis,the result of which is presented in Fig.4.The Mg–Bi samples are all composed ofα–Mg matrix and Mg3Bi2phase.Besides,as the Bi content increases from 2%to 8%,the intensities of Mg3Bi2diffraction peaks also increase,indicating that theVfof Mg3Bi2phase increases,which is consistent with the observation in Fig.2.Comprehensive consideration of the EDS and XRD results of Mg and Mg–Bi alloys,it can be confirmed that the gray matrix and the white second phase areα–Mg and Mg3Bi2,respectively,which is well agreed with previous researches[15,25].

Fig.1.OM microstructure of as-cast(a)Mg,(b)B2,(c)B5,and(d)B8 samples,respectively(SDAS:average secondary dendritic arm spacing;AGS:average grain size).

Fig.2.SEM microstructure of as-cast(a,d)B2,(b,e)B5,and(c,f)B8 alloys,respectively.
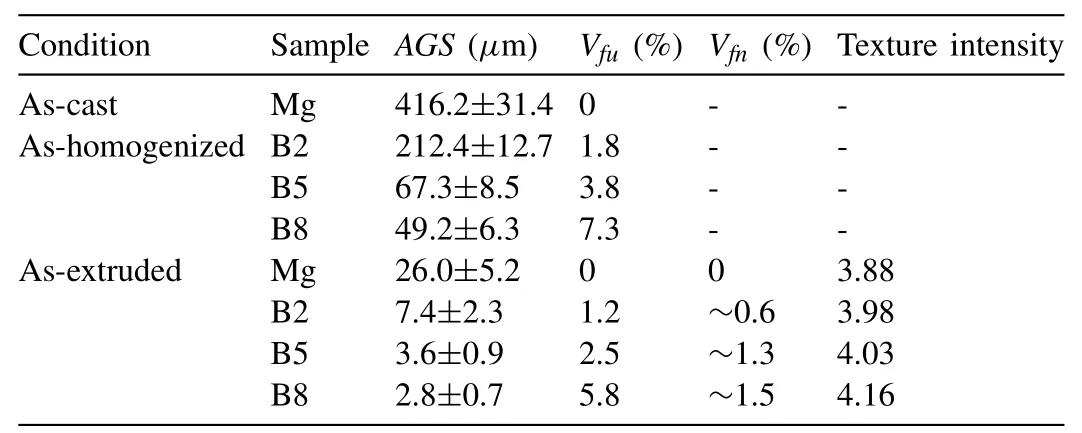
Table 1Microstructural characteristics of as-cast Mg,as-homogenized and asextruded Mg–Bi alloys in different conditions.
The formation of the as-cast microstructure of Mg–Bi samples can be explained as follows.The divorced eutectic Mg3Bi2formed during solid-liquid conversion of solidification and the fine Mg3Bi2precipitates from the supersaturated solid solution after solid-liquid conversion.With the addition of Bi,larger amounts of Bi atoms are enriched in the diffusion layer ahead of the solid/liquid interface during solidification,resulting in the formation of constitutional undercooling,which limits the grain growth,hence refining the grains.Furthermore,the enrichment of the solute element during solidification makes the melt near the solid/liquid interface reach the eutectic composition,and the eutectic structure is formed in the undercooling melt(L→Mg3Bi2+α–Mg).Compared with those of the B5 and B2 samples,the finer grains of B8 is caused by the largerVfof the continuous net-like Mg3Bi2phase(Fig.2d)formed in the B8 alloy,which can act as a barrier to grain growth.Bi has a large solid solubility(8.7%)at higher temperature,which decreases quickly when temperature drops[26].As a result,fine Mg3Bi2particles are expected to precipitate from the supersaturated solid solution during cooling.It can be concluded that with the increase of Bi content,the amount of Mg3Bi2phase increases and theSDASs of as-cast binary alloys decreases,which is consistent with previously reports[23-25].

Fig.3.(a)SEM microstructure of as-cast B5 sample and corresponding EDS mapping micrographs of(b)Mg,and(c)Bi;(d),(e)and(f)represent EDS results of point A,point B and point C in(a),respectively.

Fig.4.XRD spectra of as-cast pure Mg and B2,B5 and B8 samples.
Fig.5 shows the microstructure of homogenized Mg–Bi binary samples.Bothα–Mg and undissolved Mg3Bi2particles are detected for all the Mg–Bi alloys.TheAGSandVfof the undissolved particles are listed in Table 1.Compared with the microstructure of as-cast Mg–Bi alloys in Fig.2,all the fine precipitation Mg3Bi2and part of the coarse divorced eutectic Mg3Bi2in the as-cast Mg–Bi alloys were dissolved into the matrix after heat treatment.TheAGSof homogenized B2 is~212μm and only a little intermetallic compound can be observed in the B2 alloy withVfof~1.8%.With the increase of Bi content,theAGSdecreases sharply and theVfof the undissolved Mg3Bi2increases.Undoubtedly,the smallerAGSin the homogenized B8(~49μm),B5(~67μm)and B2(~212μm)alloy relative to the as-cast Mg(~416μm)is original from the obvious grain refinement in as-cast samples caused by Bi additions.Additionally,these residual Mg3Bi2phases along the grain boundaries after homogenization at 500 °C for 5 h indicate that microscale Mg3Bi2particles have good thermal stability.The increased volume fraction of undissolved Mg3Bi2and decreased grain size of the homogenized Mg–Bi samples with Bi addition are expected to influence the microstructure of the as-extruded samples.
3.2.Microstructure of as-extruded Mg–Bi alloys
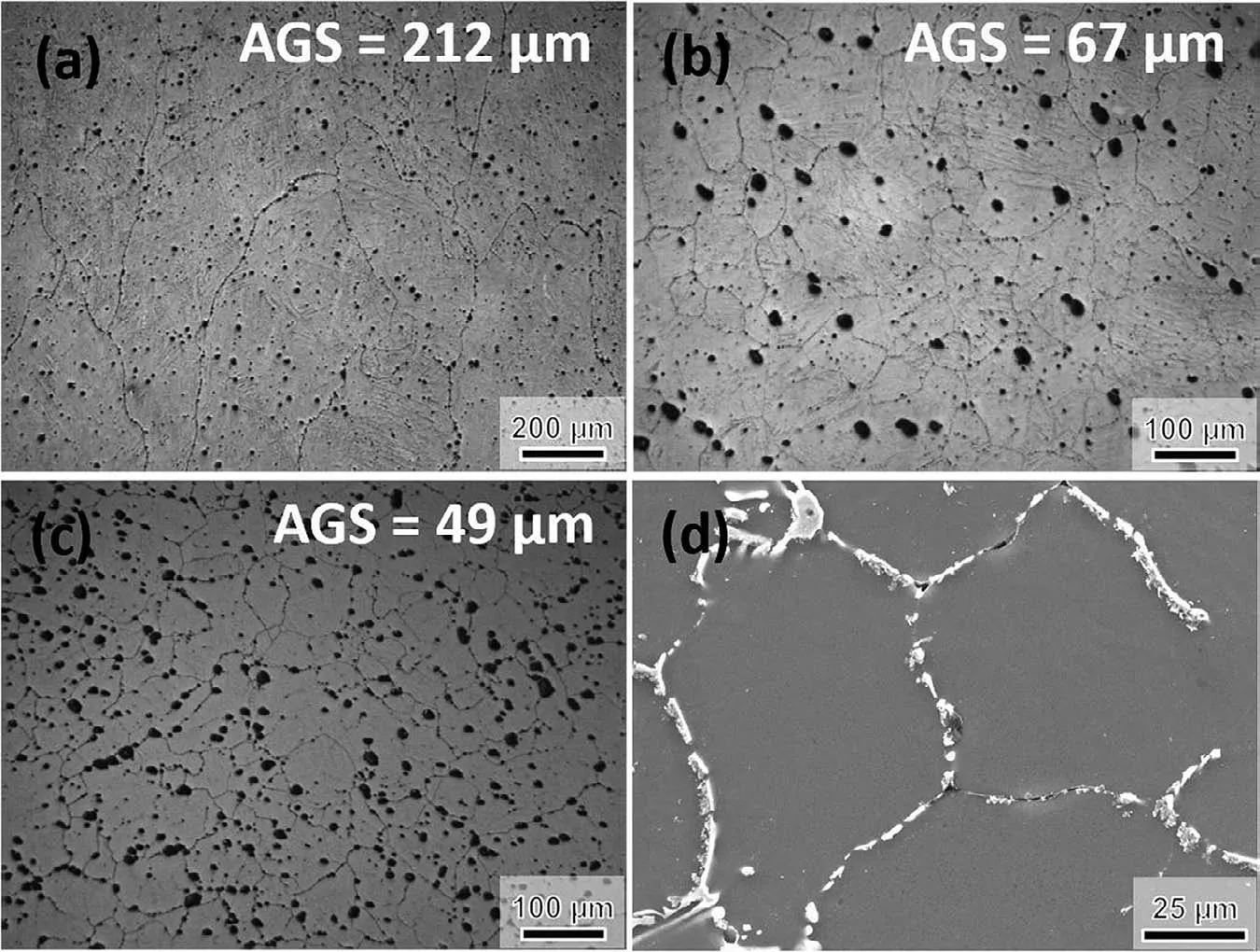
Fig.5.OM images of homogenized(a)B2,(b)B5,(c)B8 alloys,respectively;(d)SEM image of B8 alloy.

Fig.6.Microstructure of as-extruded(a–c)B2,(d–f)B5,(g–i)B8 alloys and(j,k)pure Mg,respectively;(l)AGS of as-extruded samples with different Bi content.
Micrographs taken along ED of as-extruded Mg and Mg–Bi binary alloys are presented in Fig.6.All the as-extruded samples show completely dynamic recrystallized(DRXed)microstructure,demonstrating significantly grain refinement compared with the homogenized samples.The difference in microstructure of the as-extruded samples with different Bi content can be obviously identified.Firstly,theAGSbecomes smaller as the Bi content increases from 0 to 8 wt%;theAGSs of the as-extruded Mg,B2,B5,and B8 alloys are about 26 μm,7.4μm,3.6μm and 2.8μm,respectively,as listed in Table 1.As shown in Fig.6b,e and h,only a few micro-scale Mg3Bi2particles can be found in as-extruded B2 specimen,while large amount of Mg3Bi2strips were detected in B8 sample.These microscale Mg3Bi2particles are original from the undissolved Mg3Bi2particles in homogenized samples.Furthermore,as seen in Fig.6c,f,and i,much finer particles with sizes<1μm are distributed in the matrix of Bi-bearing alloys,which were not present in as-homogenized condition,indicating that dynamic precipitation occurred during extrusion.

Fig.7.TEM image of as-extruded(a)B2,(b)B5 and(c)B8 alloys,respectively,and(d)selected area diffraction pattern of precipitate in(c).
Furthermore,TEM characterization was performed to reveal the dynamic precipitation behaviour of as-extruded Mg–Bi samples,as presented in Fig.7.The most distinctive feature of the TEM bright field images is that globular particles with the size varying from 50 to 200 nm are distributed both at GBs and within grain interiors in all samples.The nano-scale particle was further identified as Mg3Bi2(hcp,a=0.4666 nm,c=0.7401 nm)by the selected area diffraction pattern(Fig.7d).The formation of these fine globular Mg3Bi2phases indicates that dynamic precipitation occurs during extrusion at 300°C.The dynamic precipitation behaviour of fine particles during extrusion have been commonly reported in other precipitation-hardenable alloys[9,27,28].In terms of Mg–Bi binary alloys here,there is a relatively high solubility limit of Bi in Mg at elevated temperature,which decreases nearly to 0 at 300°C.During extrusion,dislocations tangles caused by plastic deformation can act as heterogeneous nucleation sites for the precipitation of Mg3Bi2.As a result,the precipitation kinetics in the alloys could be accelerated,thus promoting the precipitation of Mg3Bi2phase from aα–Mg matrix supersaturated with Bi.TheVfof Mg3Bi2precipitates in as-extruded B2,B5,and B8 alloys was measured as~0.6%,~1.3%,and~1.5%,respectively,as listed in Table 1.Apart from the nano-scale Mg3Bi2precipitates,some micro-scale Mg3Bi2particles were also observed in the B5 and B8 alloy and theVfof both the nano-scale and micro-scale Mg3Bi2particles increase with Bi content,consistent with the above SEM observation.
Generally,For Mg and most of the Mg alloys,discontinuous DRX(DDRX)is the main mechanism operating under deformation at a relatively high temperature of 300°C employed in the present study[23].During the progress of DDRX,dislocations are piled up around the grain boundaries and dislocation density increases gradually because of the large strain introduced by extrusion.Besides,this localized strain is relieved by strain-induced grain boundary migration,which causes grain boundary bulging.As a result,new strain-free grains are nucleated along the grain boundaries,and subsequent growth of these DRXed grains lowers the internal strain energy of the materials[29].The boundaries act as nucleation sites for DRXed grains formed through DDRX.In this study,theAGSs of the as-homogenized Mg–Bi billets are substantially smaller than that of the Mg billet;that is,more nucleation sites for DRX occur in the Mg–Bi billets than in the pure Mg billet,which can promote the DDRX behaviour in Mg–Bi alloys.Specifically,the smaller initial grain size of the B5 and B8 samples than that of Mg and B2 is believed to promote DDRX by providing higher density of GBs as nucleation sites[19,29],thus contribute to the much finer microstructure.In addition,theVfand size of second phases play an important role in DRX behaviour[30,31].For example,the Mg3Bi2particles with the size>1μm are expected to promote dynamic recrystallization(DRX)through particle-simulated nucleation(PSN)mechanism[30,32,33].Large strain energy accumulates around the large particles(size>1μm)during hot deformation,thereby resulting in the formation of DRXed grains on the periphery of the particles.The occurrence of DRX by PSN of such large particles during hot extrusion and the resultant increase in the DRX fraction of extruded material have been widely reported in Mg–Bi[19,23]systems.Furthermore,the fine Mg3Bi2precipitates in B2,B5 and B8 alloy will restrict the growth of DRXed grains by pinning effect[19,31]after their precipitation,thus contributing to the fine-grained DRXed structure.In contrast,there was no second phases in Mg to prevent grain growth.Consequently,theAGSof the asextruded samples significantly decreases with the increase of Bi concentrate.And the highest fraction of GBs and Mg3Bi2particles in homogenized B8 sample lead to its smallest AGS among all the samples.

Fig.8.Typical inverse pole figure maps and inverse pole figures of as-extruded(a)Mg,(b)B2,(c)B5,and(d)B8,respectively.
3.3.Texture of as-extruded Mg–Bi alloys
EBSD analysis were conducted to evaluate the texture evolution of the as-extruded samples with different Bi addition,as illustrated in Fig.8.TheAGSidentified by the inverse pole figure maps(Fig.8a–d)are about 24.1μm,7.2μm,3.5 μm and 2.7μm for the as-extruded Mg,B2,B5,and B8 alloys,respectively,which is agreed well with SEM observation(Fig.6).Besides,Fig.8e–h represents the inverse pole figures of the as-extruded alloys.All the samples demonstrate a basal fibre texture with the{0001}plane and the[20]or[100]direction oriented parallel to the ED,which is generally existed in extruded Mg alloys[19,34].Additionally,the intensity of fibre texture slightly increases with Bi content,suggesting that the Bi addition has insignificant effect on texture modification,which is similar with Sn[28,35]but quite different from Ca[36].All these differences in the microstructure characterized above are expected to yield different on mechanical responses,which will be presented in the following two sections.
3.4.Mechanical performance of as-extruded Mg–Bi alloys
Fig.9 demonstrates the typical engineering stress–strain curves of the extruded samples and the mechanical performance of the extruded samples are summarized in Table 2.Overall,with increase of Bi content,both compressive yield strength(CYS)and TYS increase,while the tensile EL of Mg–Bi alloys firstly increases and then decreases.The as-extruded Mg–Bi alloys demonstrate much higher TYS(>170 MPa)than that of Mg(119 MPa).Moreover,both as-extruded B5 and B8 alloys have TYS of~200 MPa and EL more than 15%,demonstrating good comprehensive mechanical performance including both strength and ductility.However,the mechanical properties are quite different with a former Mg–Bi alloy showing different microstructure extruded under low temperature,which having a much higher EL of 50–170% but relatively lower TYS of 130–170 MPa[21].In addition,both the EL and TYS of as-extruded B5 fabricated here are much higher than that of Mg–6Bi(TYS,129 MPa,EL,4.1%)extruded at 350°C[23],which can be owing to the much finer fully DRXed grains of the B5 in this study.These significant differences suggest that the processing parameter has great effect on the microstructure and mechanical properties of as-extruded Mg–Bi alloys.Furthermore,the as-extruded B5 sample exhibits higher TYS than Mg–6Sn(191 MPa)alloy[28]and much higher than Mg–4Zn(89 MPa)alloys[37],indicating the great potential for Mg–Bi based alloys in developing as wrought Mg with high performance.
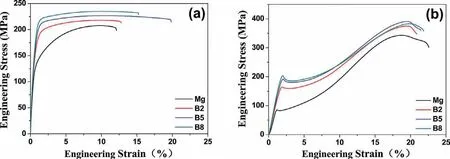
Fig.9.Typical tensile(a)and compressive(b)engineering stress–strain curves of the extruded pure Mg,B2,B5 and B8 alloys,respectively.

Table 2Room temperature mechanical properties and strain hardening parameters of as-extruded samples.
It is widely accepted that the mechanical performance of Mg alloys are greatly affected by the microstructure including grain size of the matrix,second phase,solute atoms,and texture.Here,the solution strengthening is ineffective as the solid solubility of Bi in Mg is almost 0% below 300°C[26].Besides,the influence of texture is also insignificant considering the similar basal texture of both Mg and Mg–Bi binary samples.However,calculations according to the Hall–Petch equation[38]figure out that the enhancement in TYS due to grain refinement for B2,B5,and B8 alloy is 25.8MPa,59.4MPa,and 76.8 MPa,respectively.Thus,the relatively higher strength of Mg–Bi alloys compared with Mg is mainly owing to the grain refinement.Besides,compared with Mg,both precipitation strengthening from fine Mg3Bi2precipitates and dispersion strengthening by relatively large Mg3Bi2particles are also considered to improve the strength of Mg–Bi samples.Specifically,the EL of the B8 alloy(15.2%)is lower than that of B5(19.8%)despite the decreased grain size and similar texture,suggesting that too much Bi addition(8% or more)will cause the decrease of tensile ductility.This suggest that the largeVfof large undissolved Mg3Bi2particles in the B8 alloy will break the matrix and induce cracks in the alloy,as clearly shown in SEM(Fig.6 h)and TEM(Fig.7 c).Additionally,Fig.10 shows fracture surfaces of as-extruded Mg and Bi-containing alloys after tensile test.All the as-extruded samples exhibit a ductile fracture mode with abundant of dimples,which become smaller and denser with more Bi content.The broken second phases(~5μm)and cracks are readily observed in the Mg–Bi specimens(red arrows in Fig.10),and the number of broken second phases increases with Bi content.These undissolved microscale Mg3Bi2particles are easily broken and play an important role in acting as crack sources or stimulating the crack sources in the matrix during tensile testing.In fact,the evidence of undissolved microscale Mg3Bi2particles acting as crack sources can also be detected by TEM image in Fig.7c.It is easy to produce cracks at the boundary between the matrix and the microscale Mg3Bi2phase.In addition,as instructed by yellow arrows in Fig.10 f–h,the Mg–Bi alloys reveals that the amount of nano-scale Mg3Bi2particles increase when more Bi added into Mg,which is consistent with the SEM(Fig.6c,f and i)and TEM(Fig.7)results.
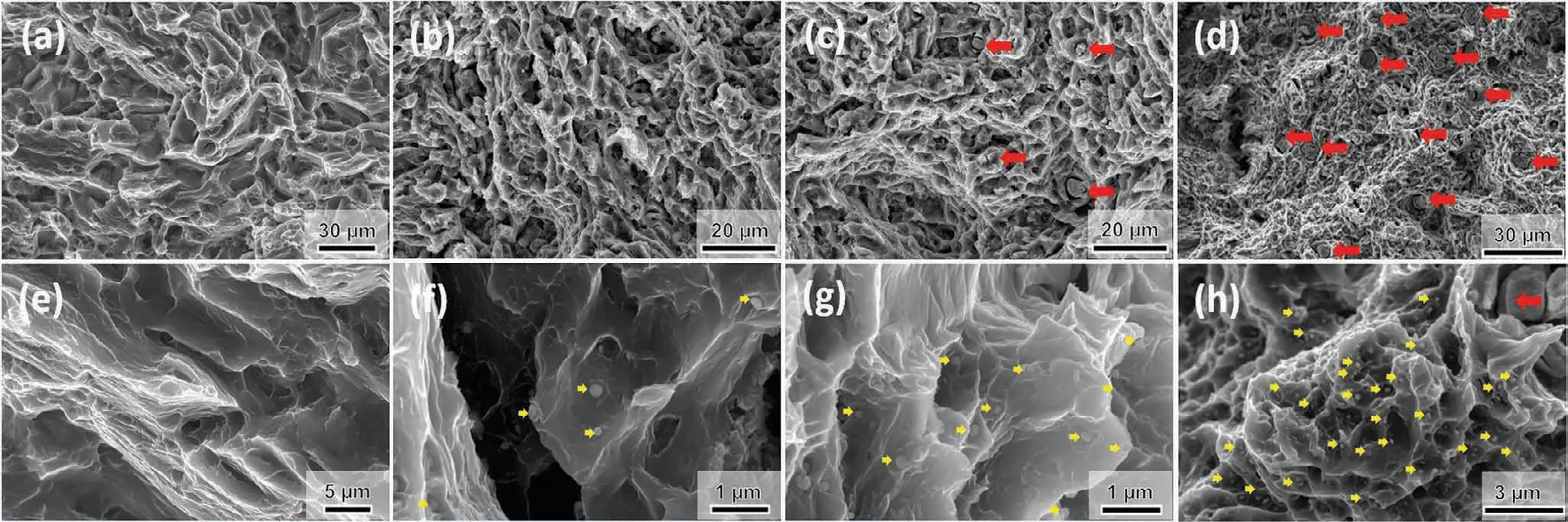
Fig.10.Fracture morphologies after tensile test of as-extruded(a,e)Mg,(b,f)B2,(c,g)B5 and(d,h)B8 samples,respectively.
It is interesting that the tensile elongation of B5 is larger than B2 alloy though the Vfof large undissolved Mg3Bi2particles in the B5 alloy is higher than that of B2 alloy.The significant difference between as-extruded B5 and B2 alloys lies in the average grain size.For as-extruded Mg(~26μm)and B2 alloy(~7.4μm)with fiber basal texture,when the AGS is large,the contraction twin is easily to be activated during tensile deformation along extrusion direction,which in turn can act as originates of fracture.While the formation of contraction twin can be effectively restricted in the B5(~3.6μm)and B8(~2.8μm)alloys,which have much finer grain size.That explains why the EL of as-extruded B5 and B8 alloys is higher than that of the as-extruded Mg and B2 alloy.It is also should be noted that,under compression,all the Mg–Bi alloy demonstrates similar ductility,showing that the detrimental effect on ductility of coarse Mg3Bi2particles is not as significant as the case under tension.
The difference between TYS and CYS causes yield asymmetry,which is usually described using the asymmetry ratio R(CYS/TYS)of yield point.A higher R value indicates a lower yield asymmetry[19].As given in Table 2,the R value of the as-extruded Mg is 0.71,while the as-extruded Bi-bearing alloys demonstrate much higher R values of 0.95–0.96,which are also much higher than that of reported Mg–Sn based alloys[28,35]and RE-containing Mg–Zn–Ho alloy[39].The factors affecting the{102}<101>tensile twins,which is greatly influence the yield asymmetry of Mg alloys,include grain size,texture,and second-phase particles[40].Considering the little different in texture between Mg and Mg–Bi alloys,it is believed that the decrease ofAGSand the increase ofVfof Mg3Bi2with increasing Bi content contribute to improving the R value by suppressing the tensile twinning.Recent researches[41,42]have demonstrated that second phase particles in Mg–Al and Mg–Zn based alloys can effectively suppress the tensile twinning by both pinning twinning dislocations and restricting boundary motion.It should also be mentioned that small amount of Bi addition(2%)can significantly reduce the yield asymmetry.These results imply that the Mg–Bi based alloy can be designed and developed as wrought Mg alloy with good comprehensive mechanical properties including strength,ductility and tension-compression symmetry.
3.5.Strain hardening characteristics of as-extruded Mg–Bi alloys
As presented in Fig.11a,the tensile engineering stress–strain relationship of as-extruded Mg and Mg–Bi binary samples can be converted into true stress–true strain(σ–ε)curves based on the uniform deformation during tensile test.The corresponding parameters such as ultimate tensile strength(σUTS),and yield strength(σ0.2)of extruded specimens can be derived from the curves,as listed in Table 2.The strain hardening characteristics of the as-extruded Mg and Mg–Bi alloys is evaluated by introducing the strain hardening rateΘ(Θ=dσ/dε)[43].Fig.11b illustrates theΘvs.net flow stress(σ–σ0.2)relationship for the extruded samples with various Bi concentrations.Owing to a short elastoplastic transition after yielding,the value ofΘof Mg and Mg–Bi specimens all firstly decreases sharply,followed by relatively low reduction tendency.The initialΘvalue is 9400 MPa,8800MPa,7400MPa and 5850 MPa for Mg,B2,B5 and B8 alloy,respectively.And theΘvalue decreased from 2310 MPa to 408 MPa at(σ–σ0.2)=30 MPa with the increase of Bi addition from 0 to 8%.Besides,the curves of the Mg–Bi binary alloys are nearly parallel to each other,and the strain hardening rate decline of B5 and B8 slow down gradually and almost overlapping with each other afterσ−σ0.2=30 MPa,suggesting that the dynamic recovery in the two alloys is almost the same during this work-hardening stage.
In addition,the value of the hardening capacity,Hc,defined asHc=(σUTS−σ0.2)/σ0.2[44],decreased from 0.96 to 0.27 with the increase of Bi concentration from 0 to 8%,as summarized in Table 2.The trend ofHcvariation in Mg–Bi samples here is similar with Mg–Sn alloys[35]but opposite to Mg–Zn alloys[37].To further evaluate the strain hardening characteristics of uniform plastic deformation region of Mg–Bi alloys,the strain hardening modelσ=Kεnis adopted,whereKandnare the strength coefficient and the strain hardening exponent,respectively[45].As included in Table 2,the highestnvalue in Mg–Bi alloys is obtained at B2(0.10),which is much smaller than that of Mg(0.22)and Mg–Sn[35]and Mg–Zn[37]binary alloys.
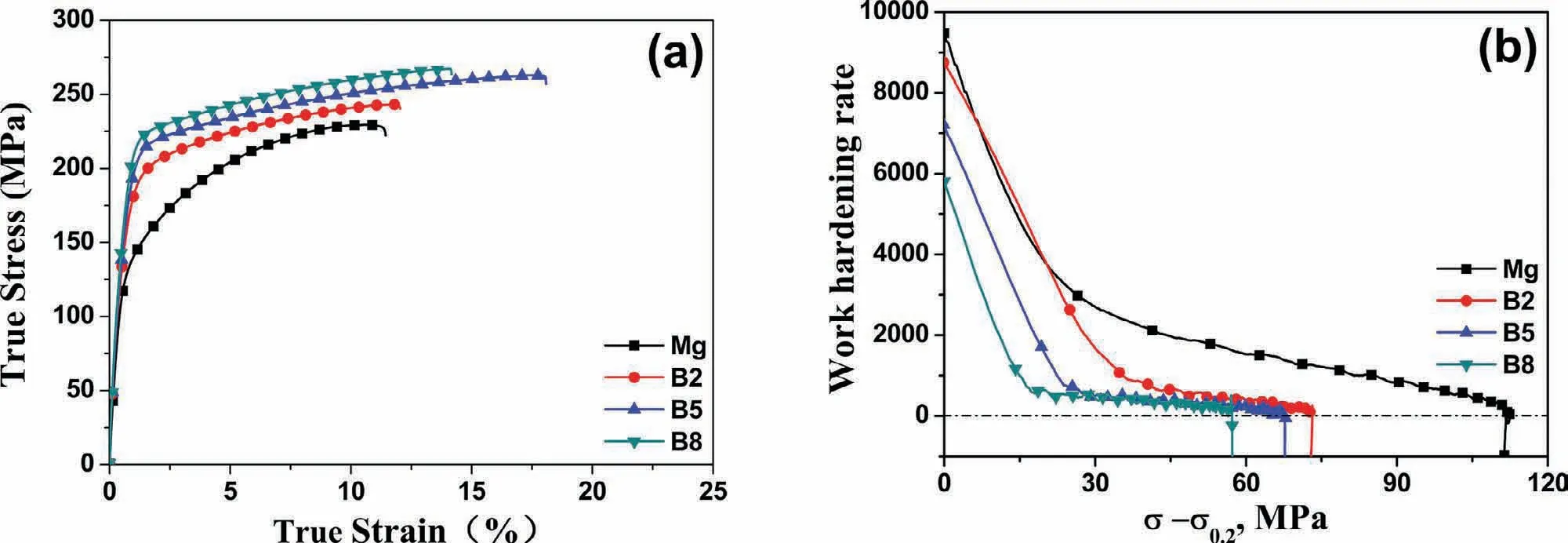
Fig.11.(a)Tensile true stress–true strain curves and(b)work hardening rate(Θ)as a function of net flow stress(σ−σ0.2)of as-extruded Mg,B2,B5,and B8,respectively.

Fig.12.OM images of as-extruded(a,b)pure Mg and(c,d)B5 alloy after tensile test,respectively.
During plastic deformation of tensile test,the dislocation density increases,which in turn affects the strain hardening behaviour greatly.It is well accepted that the value ofσ–σ0.2during plastic deformation is proportional to the dislocation density(ρ)(that is,ρ1/2∝σd≈σ–σ0.2,whereρandσdis the dislocation density and the Taylor dislocation contribution,respectively.)[46,47].Accordingly,the microstructural factors including grain size,precipitates,texture and solute atom in the matrix all might have some effects on the strain hardening behaviour.Firstly,the main factor affecting the strain-hardening parameters is the grain size.The large grain size of Mg can provide more space to accommodate dislocations,which improves the value ofHcandn.While the grain refinement caused by Bi addition would decrease the maximum dislocation density in grains,thus the dislocation accumulation rate will be limited.Furthermore,grain refinement with Bi addition could reduce the rate of twinning,which are always initiated much easier in larger grains.As shown in Fig.12,OM observation of the Mg and B5 specimens after tensile test reveals that large amounts of twins are observed in the coarse microstructure while only a few twins can be detected in B5 alloy with refined grain.The decrease of twinning fraction in Mg–Bi alloys with smaller grain size can weaken strain hardening ability as twins can impede dislocation movement effectively[35].Besides,abundant Mg3Bi2precipitation particles in Mg–Bi alloys are detrimental to the dislocation storage and consequently diminish strain hardening ability in Bi containing alloy(Fig.6),and similar results were also reported in Mg–Sn alloys[35]and ZK60–Sc alloys[48].On the other hand,the influence of grain orientation can be ignored in this study since the there is no significant change in texture intensity among the Mg and Mg–Bi alloys.In addition,as mentioned above,the Bi solute in the matrix below 300°C is too slight to affect the strain hardening behaviour.In short,the decreases of strain hardening rateΘ,the hardening capacityHcas well as strain hardening exponentnwith increasing Bi content are mainly original from the comprehensive effects of remarkable grain refinement and vibrant precipitation.
4.Conclusions
The microstructural evolution,mechanical performance and related strain hardening characteristics of Mg–xBi(x=2,5,8wt%)were systematically investigated and discussed.From above analysis,the following conclusions can be obtained:
(1)The microstructure of the as-cast Mg–Bi alloys consisted of dendriticα–Mg,fine secondary precipitated Mg3Bi2phase and divorced eutectic Mg3Bi2phase.
(2)All the as-extruded samples exhibit fully dynamic recrystallization.Besides,theAGSof DRXed grains decreases and the amount of micro-scale Mg3Bi2phase and nano-scale Mg3Bi2precipitates increase with Bi content.
(3)The enhancement of tensile strength by Bi addition is mainly original from the grain refinement and co-exist of numerous dynamic precipitation nano-scale Mg3Bi2and micro-scale Mg3Bi2phases through precipitation and dispersion strengthening,respectively.However,too much undissolved coarse Mg3Bi2particles are harmful to the ductility of Mg–Bi alloy.The optimized content of Bi into Mg is determined to be around 5%.
(4)Moreover,the yield asymmetry and the strain hardening parameters such asΘ,Hcandnof pure Mg can be significantly reduced just by small amount of Bi content,which is mainly owing to the synthesis effects of grain refinement and numerous Mg3Bi2precipitates.
Acknowledgements
This work was supported by the National Natural Science Foundation of China(grant number 51701060),the Natural Science Foundation of Hebei Province(grant number E2016202130)and Tianjin city(grant number 18JCQNJC03900),the Scientific Research Foundation for the Returned Overseas Chinese Scholars of Hebei Province(grant number C20190505),100 Foreign Experts Plan of Hebei Province,the National Research Council of Science & Technology(NST)grant by the Korea government(MSIP)(grant number CRC–15–06–KIGAM),and the Joint Doctoral Training Foundation of HEBUT(grant number 2018HW0008).
 Journal of Magnesium and Alloys2021年3期
Journal of Magnesium and Alloys2021年3期
- Journal of Magnesium and Alloys的其它文章
- Modifying microstructures and tensile properties of Mg-Sm based alloy via extrusion ratio
- The effects of Ca and Mn on the microstructure,texture and mechanical properties of Mg-4 Zn alloy
- H2 generation kinetics/thermodynamics and hydrolysis mechanism of high-performance La-doped Mg-Ni alloys in NaCl solution—A large-scale and quick strategy to get hydrogen
- The slip activity during the transition from elastic to plastic tensile deformation of the Mg-Al-Mn sheet
- Rotational and translational domains of beta precipitate in aged binary Mg−Ce alloys
- Does acid pickling of Mg-Ca alloy enhance biomineralization?