
自动缫丝机的“三线”对生丝纤度偏差的影响
2021-10-28 01:00周彬黄定照韦静
广西蚕业 2021年3期
周彬,黄定照,韦静
(1.广西壮族自治区扶绥种畜场,崇左市532100;2.贵港市港南区农业技术推广中心,贵港市537100;3.忻城县蚕业技术指导站,来宾市546100)
生丝由若干根蚕丝捻成,用纤度表示生丝的粗细程度,其标准单位为分特克斯(dtex)。缫丝企业依据生丝的平均纤度、纤度偏差、纤度总差、清洁和净度等数据评定生丝等级[1]。生丝纤度如果达不到相应指标,丝织品易出现厚薄不均匀、经柳、纬档等疵点,严重影响绸厂经济效益[2]。生丝流通一般是现货交易、质押借款和出口贸易,结算方式均为以质定价、按量计算[3]。根据相关数据可知,高品位生丝(5A~6A 级)的价格高于普通生丝(3A~4A 级)[4]。2020年,受国际贸易和新冠疫情的影响,我国缫丝加工企业有124户存在亏损,亏损面为47.15%,亏损额同比增加106.31%,产成品同比增加30.91%,存货同比增加2.62%,出口交易值同比减少42.24%,利润总额同比减少45 318 万元[5]。2020年10月,中国共产党第十九届中央委员会第五次全体会议审议通过的《中共中央关于制定国民经济和社会发展第十四个五年规划和二〇三五年远景目标的建议》中强调,“十四五”时期是我国全面建成小康社会、实现第一个百年奋斗目标之后,乘势而上开启全面建设社会主义现代化国家新征程、向第二个百年奋斗目标进军的第一个五年,经济社会发展要以深化供给侧结构性改革为主线[6]。缫丝企业作为生丝供应方,应当重视生丝质量,满足下游企业对高品位生丝的需求[7]。高品位生丝直接影响缫丝企业的销售收入,纤度是影响高品位生丝的指标之一。
1 材料与方法
1.1 试验设备
选择3组经常生产尴尬纤度的中江2000新时代型自动缫丝机,其他工具为5.5×7.0号扳手,鼓轮若干。
1.2 校调“三线”的方法
校调“三线”原则上不能变动感知部件,只能变动定位鼓轮和探索鼓轮的位置,防止感知部件永久性变形;同时,设备保全人员应当加强巡视,防止鼓轮松动。拨开过停鼓轮的丝条,观察生丝被检测时“三线”是否居中垂直于玻璃隔距间隙,通过移动探索鼓轮和定位鼓轮的位置,促使自动缫丝机的“三线”尽可能居中垂直于隔距间隙。校调前的生丝纤度等级在B类生丝要求的纤度规格范围内,校调后的生丝纤度等级在A 类生丝要求的纤度规格范围内[13]。记录3组自动缫丝机校调前、后的数据。
1.3 计算公式和分级指标
平均纤度和纤度偏差计算公式如下。
xi:第i绪生丝纤度数值;n:总绪数。
纤度总差计算方法为,检验每组机各绪的生丝纤度后,取2%的最细、最粗的生丝,分别求其纤度平均值,再与平均纤度比较,取最大差值作为该受检生丝的纤度总差。生丝平均等级计算方式为,按照逐日排列每天登记试验数据,并将数据做简单算术平均数,平均等级的计算以A的系数进行计算,平均数的小数部分移置A后面,如:系数的平均数为3.14,则生丝平均等级为3A14。工厂生产规格为22.2/24.4 dtex生丝的纤度分级指标如表1所示。

表1 生丝纤度22.2/24.4 dtex分级指标(厂检)
2 结果分析
2.1 检验结果
根据校调“三线”前后生丝检测结果(表2)的记录,运用SPSS 20.0数据统计分析软件进行描述统计分析(表3)可知,校调“三线”前后的生丝平均纤度基本符合生产规格,但校调“三线”后生丝的目标纤度值明显增加,生丝纤度偏差和生丝纤度总差有所减小,并且生丝纤度等级也有所提高。

表2 校调前后的生丝纤度检验
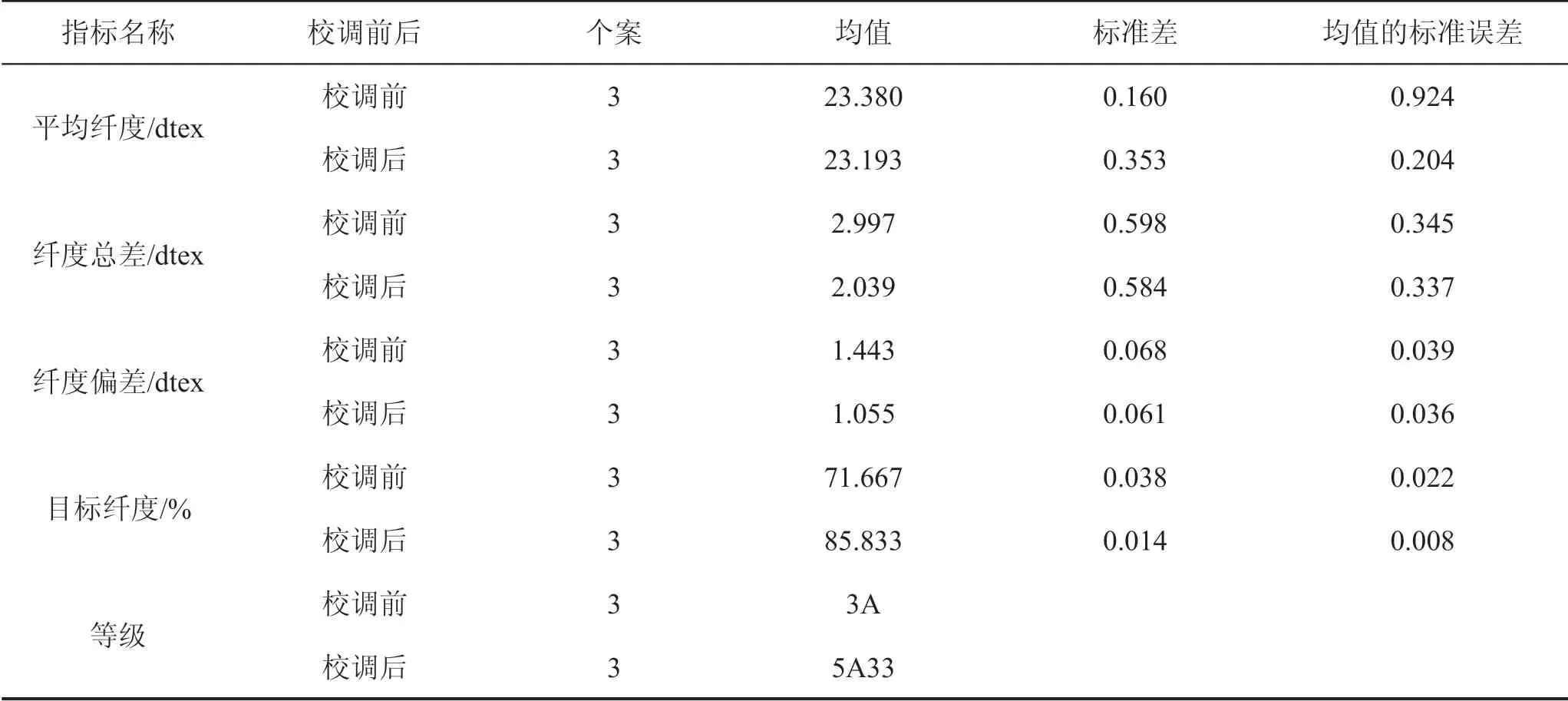
表3 根据表2数据所得统计表

续表2
2.2 数据分析
运用独立样本t检验比较校调“三线”前后两组数据之间的差异。
2.2.1 正态性检验对纤度偏差的正态性检验
原假设H1为纤度偏差各数值服从正态分布,备择假设H2为纤度偏差各数值不服从正态分布。运用SPSS 20.0 数据统计分析软件进行正态性检验分析(表4)。因为P值大于0.05,所以接受原假设H1,拒绝备择假设H2,即纤度偏差各数值服从正态分布。同理可得,因为平均纤度和纤度总差数值的P值均大于0.05,所以各数据均符合正态分布。

表4 正态性检验
2.2.2 方差齐性检验对纤度偏差的方差齐性检验 原假设H3为纤度偏差的方差具有齐性,备择假设H4为纤度偏差的方差不具有齐性。运用SPSS 20.0数据统计分析软件进行方差齐性检验分析(表5)。因为P值大于0.05,所以接受原假设H3,拒绝备择假设H4,即纤度偏差的方差具有齐性。同理可得,因为平均纤度和纤度总差的P值均大于0.05,所以平均纤度和纤度总差的方差具有齐性。
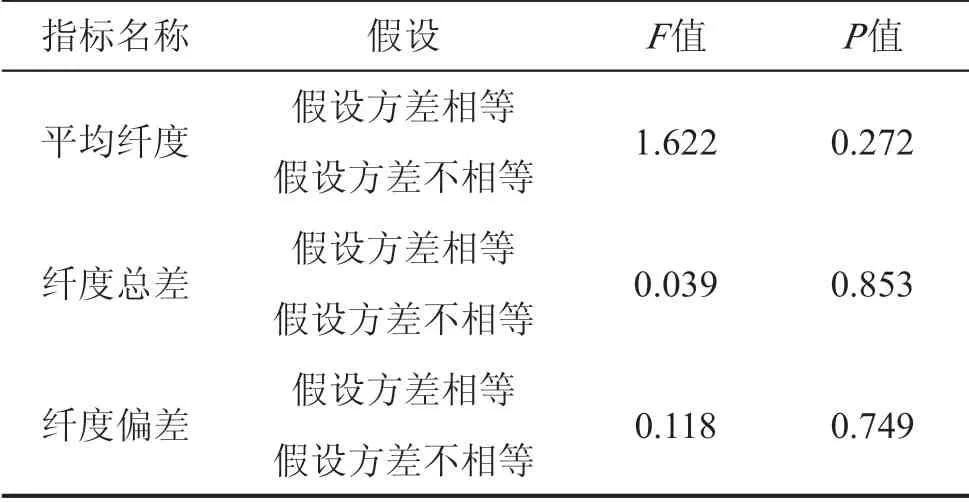
表5 方差方程的Levene检验
2.2.3t检验对平均纤度、纤度总差和纤度偏差各两组数据进行检验 原假设H5为两总体均值无显著差异,备择假设H6为两总体均值显著差异。运用SPSS 20.0数据统计分析软件进行t检验分析(表6)。

表6 均值方程的t 检验
平均纤度和纤度总差的t检验分析表明,因为平均纤度和纤度总差的P值均大于0.05,所以接受原假设H5,拒绝备择假设H6,即校调“三线”前后,生丝平均纤度和纤度总差没有显著差异。
纤度偏差的t检验分析表明,因为P值均小于0.01,所以拒绝原假设H5,接受备择假设H6,即校调“三线”前后,纤度偏差具有显著差异。
3 小结与讨论
3.1 生丝平均纤度和纤度总差不显著的分析
在生产中,感知器的规格是确定的,若生丝纤度粗,与玻璃隔距片产生的摩擦力则大,纤度细则产生的摩擦力小。生产纤度规格为22.2/24.4 dtex 的生丝,仅依靠生丝对玻璃隔距片的摩擦力可能无法使感知器有效工作,需要使用调节链条给感知器添加一个力。当生丝纤度小于细限纤度时,感知器能够及时发出添茧命令。因此,确定生产规格、感知器规格和调节链条长度后,生丝纤度一般都能够符合生产规格,并且影响生丝纤度规格的主要因素是感知器规格、调节链条的有效长度和给茧机的有效添茧。但若不校调“三线”,生丝的纤度差异较大,尴尬纤度较多。结合纤度总差的计算方式可知,当生丝纤度在生产规格范围内,纤度总差也基本能够确定。
3.2 探讨改进方式
实际生产中,调节链条的有效长度是通过纤度集体调节装置对整组自动缫丝机进行调整,纤度调节表中每格刻度的调节因生丝纤度规格而异。调节表每格刻度对应生丝纤度的变化有相关的经验值(表7)[14]。例如:中心纤度设计为23.310 dtex,实际中心纤度为21.756 dtex 时,通过调节手柄进行顺时针转动(以刻度0 为基准点),当刻度表指针指向7时,生丝的实际中心纤度相应增加1.554 dtex,即调整后的实际中心纤度为21.756+1.554=23.310 dtex。一般情况,缫丝企业通过试样得出茧丝纤度后,计算出绪下茧粒数,生产前即可确定纤度调节表中指针的位置。

表7 调节刻度表对应生丝纤度变化的经验值
当生产的纤度规格为22.2/24.4 dtex 时,如果指针在刻度区间(3,13)内,每格调节量对应0.222 dtex基本是稳定的,但是不在刻度区间(3,13)时,每格的调节量对应生丝纤度的变化相对不稳定。调整调节链条时,不论顺时针转还是逆时针转,尽量以刻度0为基准点,以消除调节装置因转动件间隙所造成的调节误差[15]。当纤度偏粗时,逆时针方向转动调节手柄,使链条缩短;当纤度偏细时,顺时针方向转动调节手柄,使链条放长。在现有的基础中,调节链条的长度与生丝纤度之间有何种具体的数学关系,需要有识之士进行分析。
以往,要做小生丝纤度偏差主要强调生产车间的现场管理,目的是为了让自动缫丝机更好的发挥其性能[16]。我国的缫丝企业,车头工、挡车工和设备保全工主要是为了辅助自动缫丝机的有效运转,防止产生或能及时排除丝条故障并能及时掐除给茧机多添的茧,防止车头不能及时供应正绪茧,防止自动缫丝机出现机械故障,全方位保证生丝的产量和质量。当下,要保证生丝纤度的质量,关键在于感知器的工作效率。要保证感知器的工作效率,降低生丝纤度偏差,仍需要设备保全工人在掌握感知器工作原理的前提下对“三线”进行校调并且对自动缫丝机进行优质保养,同时也要保证现场管理的有效性。
4 结论
校调自动缫丝机“三线”对做小生丝纤度偏差是有利的,并且纤度偏差的指标值处于A 类生丝的区间,但是对生丝纤度的均值和纤度总差影响不大。生丝行业的市场类型属于垄断竞争型,结合国家政策和产品市场需求,缫丝企业的超额利润同生丝质量的关系将会更加密切。缫丝企业作为种桑养蚕农户与纺织企业的中间部门,在可观的超额利润的前提下,既可为纺织企业提供充足的生丝,又可保证农户的收入,为推进农业农村现代化提供坚实的支撑。
猜你喜欢
当代水产(2022年6期)2022-06-29
保健医苑(2022年4期)2022-05-05
商界评论(2022年1期)2022-04-13
宝藏(2021年6期)2021-07-20
宝藏(2021年6期)2021-07-20
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年6期)2020-08-25
数学大王·趣味逻辑(2019年10期)2019-11-06
草原(2018年2期)2018-03-02
财经理论与实践(2014年1期)2014-04-02
