
高低温环境下扭矩校准技术分析
2021-10-27 01:36林杰俊蒋卫杰常朔源
机电设备 2021年5期
林杰俊,薛 丹,蒋卫杰,常朔源
(上海船舶设备研究所,上海 200031)
0 引言
随着我国工业的快速发展,扭矩传感器已成为扭矩测试中不可或缺的的重要部分,行业对扭矩量值的准确性提出了很高的要求[1]。目前,在我国各种装备动力性能指标中,扭矩是关键性的特征参数[2],航空、航天和船舶等工业领域的扭矩传感器校准通常在20 ℃实验室环境下进行,并未考虑温度变化的影响。然而,不论是国防工业领域还是民用工业,其扭矩传感器实际使用环境的温度变化范围广,与实验室校准环境存在较大差异。当环境温度发生变化时,扭矩传感器的主要部件弹性敏感元件的材料特性和应变计合金材料的热输出特性将发生明显变化,而敏感元件材料特性和应变计材料热输出特性是扭矩静态测量最大的误差源,在测试环境存在温度梯度或瞬变时,这种差异就更大。更极端的环境温度会导致扭矩传感器的输入-输出特性产生无法预知的变化,从而影响到扭矩传感器的正常工作[3]。
当前市场上大部分扭矩传感器,其安装的环境温度为0~60 ℃,因此,动力系统试验环境超出扭矩传感器的正常温度范围,扭矩传感器的输入输出特性无法预知,从而导致动力系统扭矩等参数的监控完全失效。本文在实验室现有的扭矩标准装置基础上,重点研究温度范围(-50~100 ℃)的温控箱设计方案,设计具有隔热效果的温控连接系统,并分析了扭矩校准不确定度,为高低温环境下的扭矩校准提供参考。
1 装置总体设计及工作原理
高低温环境下扭矩校准装置结构如图1所示。
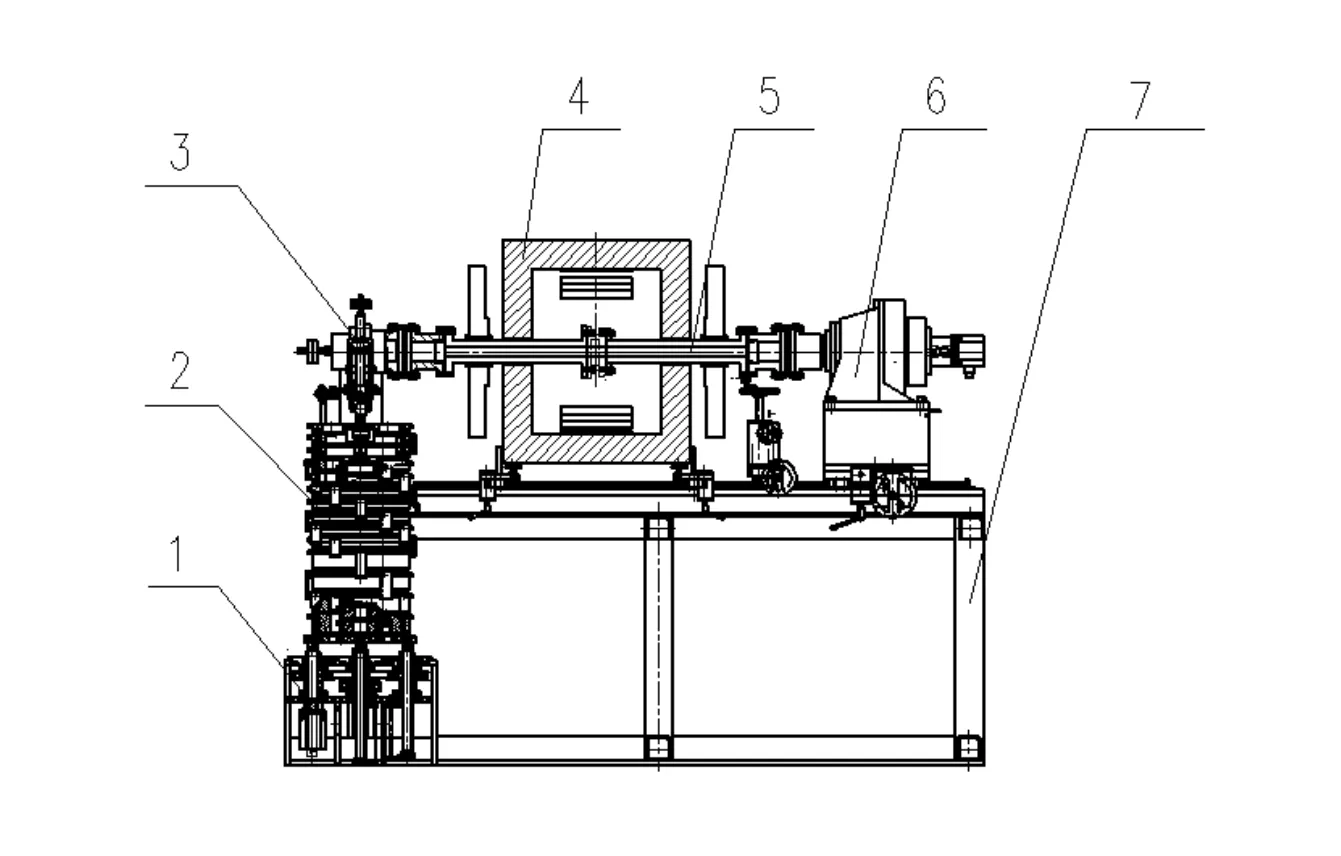
图1 高低温环境下扭矩校准装置结构图
高低温环境下5 000 N·m装置采用的结构为标准力臂+砝码的形式,砝码的配置利用分档的方式,装置校准的范围为10~5 000 N·m,其量程分为4档,分别为500 N·m、1 000 N·m、2 000 N·m与5 000 N·m,每个量程段从10%、20%、30%到100%,均匀分为10个点,变温下的装置可实现在不同温度环境下扭矩全自动的加载与卸载[4]。
调平减速机构是5 000N·m扭矩标准装置中的主要部件。选用的平衡减速机型号为,CHH-6190DA-7569额定输出扭矩大于5 000N·m,减速比为i=7 569。衡减速机可以在直线导轨上左右手动移动,并且在平衡减速机上安装电动操作按钮,方便各种长度以及不同形状接口试件的安装。
当校准装置开始工作时,首先利用精密挠性联接器可减少同轴度误差,将装置的标准力臂系统输出主轴、被校扭矩传感器与调平减速机构的输出主轴进行连接。打开温控系统,温度在-50~100 ℃内可调。在应对多种类型或规格的被校扭矩传感器时,还可能需要适配设计加工其余辅助连接机构。开始校准工作时,装置的砝码加载机构根据设定的程序依次开始下降,由于被校传感器的扭转变形,标准力臂系统处于失衡状态,与此同时,激光位移传感器测量出偏移量,将偏移数据反馈至装置的电控系统,将失衡状态的标准力臂系统恢复加载前的状态。此时,在砝码与标准力臂系统共同的作用下形成设定的扭矩标称值,并且施加在被校传感器之上,完成对扭矩传感器的校准[5]。
根据扭转原理,一定长度与力的作用形成标准扭矩量值,实现对被校扭矩传感器施加标准的扭矩值[6]。由伺服电机+减速机组成的调平机构,将标准力臂调整回水平状态的同时形成大小相等且方向相反的平衡扭矩。为了在一定程度上减小同轴度对扭矩校准形成的影响,利用挠性联接器对同轴度进行调整。当校准扭矩传感器时,采用挠性联接器进行连接,由液压抱闸与挠性联轴器进行串接,使被校传感器轴心、标准力臂的扭矩连接主轴中心与平衡减速机的轴中心在同一直线上。上述各种机械机构均必须安装在强度与刚度均足够的床身基座上。
2 刀口支承技术研究
一般而言,常规的刀口支承摩擦力矩约可达到2.0×10-5N·m,可以说,这种形式支承的灵敏限很高。通过对刀口支承的设计结构的改变,适当增加刀刃和刀承两者之间接触面积,从而能够大幅提高刀口支承的承载能力,但是由于刀刃和刀承之间的接触面积增大,必然会使刀口支承的灵敏限大幅降低。从机械结构上来看,刀口支承实质上属于滚动接触支承的一种类型。刀口支承由刀口、凹的圆柱形刀承(也可采用平刀垫或凸的球形刀垫)配对组成,如图2所示。为保证刀口与刀承之间有较小表面粗糙度,精加工时,通过磨削与抛光,最终缩小两者之间的滚动摩擦系数。

图2 刀口支承受压接触受力分析图
刀口支承本质上是一种没有中间滚动元件的滚动接触支承。在这种支承中,半径为r的刀口在凹圆柱、平支承或球面支承上的滚动,但其滚动是明显受限制的,不能完成整周的滚动,仅能作小幅度摆动。在需要具有最小摩擦阻力的支承时,刀口两平面应相交,刃口应尽可能尖锐,即图2所示的r角应尽可能的小。
对于刀口支承的结构研究,首先通过详细的理论计算与有限元分析得出初步的设计参数,然后进行试样制造并进行相应的各项试验,依据试验数据,再不断调整设计参数。依靠这样理论与实际试验相结合实施方法,找到最合理的刀口与刀承之间的接触半径与长度,从而使刀口支承在可靠的承载能力和最高的灵敏限之间取得最佳的平衡点。如何能使刀口支承具有足够的承载能力的前提下,使刀口与刀承之间接触面积最小化,这是受到刀口支承的材料、冶炼和热处理和超精密加工工艺等多个技术环节共同影响的结果,研究过程首先依据理论计算初步确定设计之后,再逐步通过不断的实验调整修正,最终达到较为理想的状态。
5 000N·m装置标准力臂选用臂长为1 000 mm,其主刀口支承的额定载荷主要由几个部分组成:标准力臂的自重约为3 800 N,单侧砝码组的满负荷为5 000N,则标准力臂的两侧挂载满负荷状态下约为10 000 N,其余连接转接配件与被校扭矩传感器连接法兰以及悬挂机构等合计重约1 200 N。即刀刃、刀承最大将要承受约15 000N左右的压载负荷,因此设计的5 000N·m装置配套的刀刃承载能力应优于22 500 N(考虑1.5倍安全裕度)。以上数据通过以前生产的5 000N·m扭矩机刀口承载力试验得到验证。
而本项目设备(不包括温控系统)的技术指标要求为0.03级,故相关技术内容与技术要求可参照《JJG 769—2009扭矩标准机检定规程》。规程中规定,初负荷和最大负荷的灵敏限应不大于扭矩值误差的1/3,扭矩示值误差≤±0.03%因此,在设计计算中,先按照标准的要求作为计算依据,
标准装置的最大负载为5 000N·m,则有:f1=0.5 N·m;标准装置的最小负载为50 N·m,则有:f2=0.005 N·m。则可将装置灵敏度计算转换为所需要加载的克砝码为:
1)最大负载时的装置灵敏度要求为f1≤0.5 N·m,即在1 m力臂端需加载的砝码质量≤50 g。
2)最小负载的装置灵敏度要求为f2≤0.005 N·m,即在1 m力臂端需加载的砝码质量≤500 mg。
通过分析计算可知,当标准装置左右两侧均加载最小负载(50 N·m)并保持平衡时,最多仅可以额外加载500 mg砝码,就要求必须能够打破标准力臂系统的平衡状态。当标准装置左右两侧均加载最大负载(5 000N·m)并保持平衡时,最多仅可以额外加载50 g砝码,则要求必须能够打破标准力臂系统的平衡状态。以上数据通过以前研发的5 000N·m扭矩标准装置灵敏度试验得到验证。
3 温控箱设计研究
扭矩校准的温度环境依托于温控箱,具体技术指标为:温度范围为-50~100 ℃,均匀度2 ℃,波动度1 ℃/2 h。由于温控箱需要适用于扭矩标准装置,故对温控箱进行适应性设计。
温控系统的高温控制是利用导入热风从而加热箱体实现的,温度的控制是通过程序实现的。为达到较高箱体温度与快速的升温速率,一般情况下是通过增加加热的功率与提高温控软件的控制状态。制冷系统一般情况下利用液氮或压缩机的方式实现。该变温试验系统也可实现高温、交变和低温等状态。
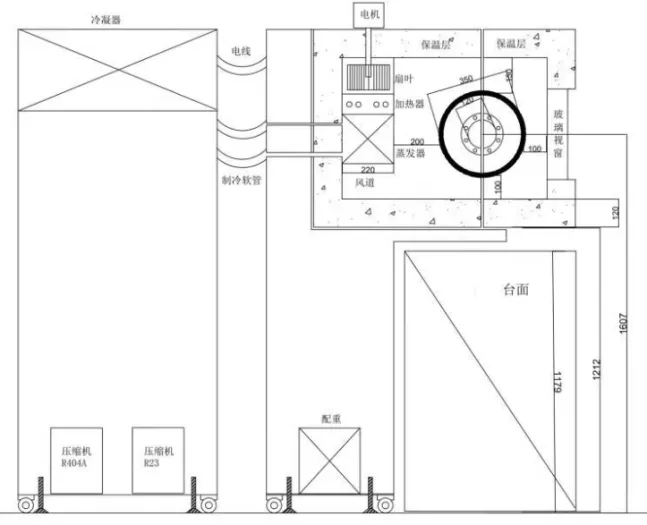
图3 温控系统结构原理图(单位:mm)
制冷系统作为温控系统的关键部件之一,是整个温控设计的重点与难点,其设计质量的优劣直接影响到试验箱的性能。目前,通用的制冷方法有以下3种:1)机械制冷,即蒸气压缩机制冷;2)液氮制冷;3)两者相结合的制冷方式。本文利用2种方式相结合的制冷方式,满足-50 ℃的要求。
加热系统的重要部件是发热材料。铁铬铝系电热合金材料与镍铬合金材料的工作温度一般情况下都可达1 200 ℃,完全可以达到项目要求的加热指标。
温控箱的整体结构如图4所示。

图4 温控箱结构设计图
4 隔热连接系统设计
国防工业动力系统的试验场所环境条件苛刻,极端温度可达-50~100 ℃。一般情况下,扭矩传感器的校准都是在实验室环境进行的,温度范围为(20±5) ℃。温度是影响传感器材料物理特征的重要环境参数,当环境温度发生变化时,扭矩传感器的弹性敏感元件的材料特性和应变计合金材料的热输出特性发生明显的变化,而敏感元件材料特性和应变计材料热输出特性是扭矩静态测量最大的误差源。温度变化将导致扭矩传感器的输出值发生变化,使得实验室温度下校准方法难以保证传感器在实际使用温度下的测量精度,造成测量误差。
由于该温控系统的温度范围为-50~100 ℃,因此,在设计时考虑了温度变化造成的轴系变形,因此设计高低温试验箱的连接系统结构如图5所示。
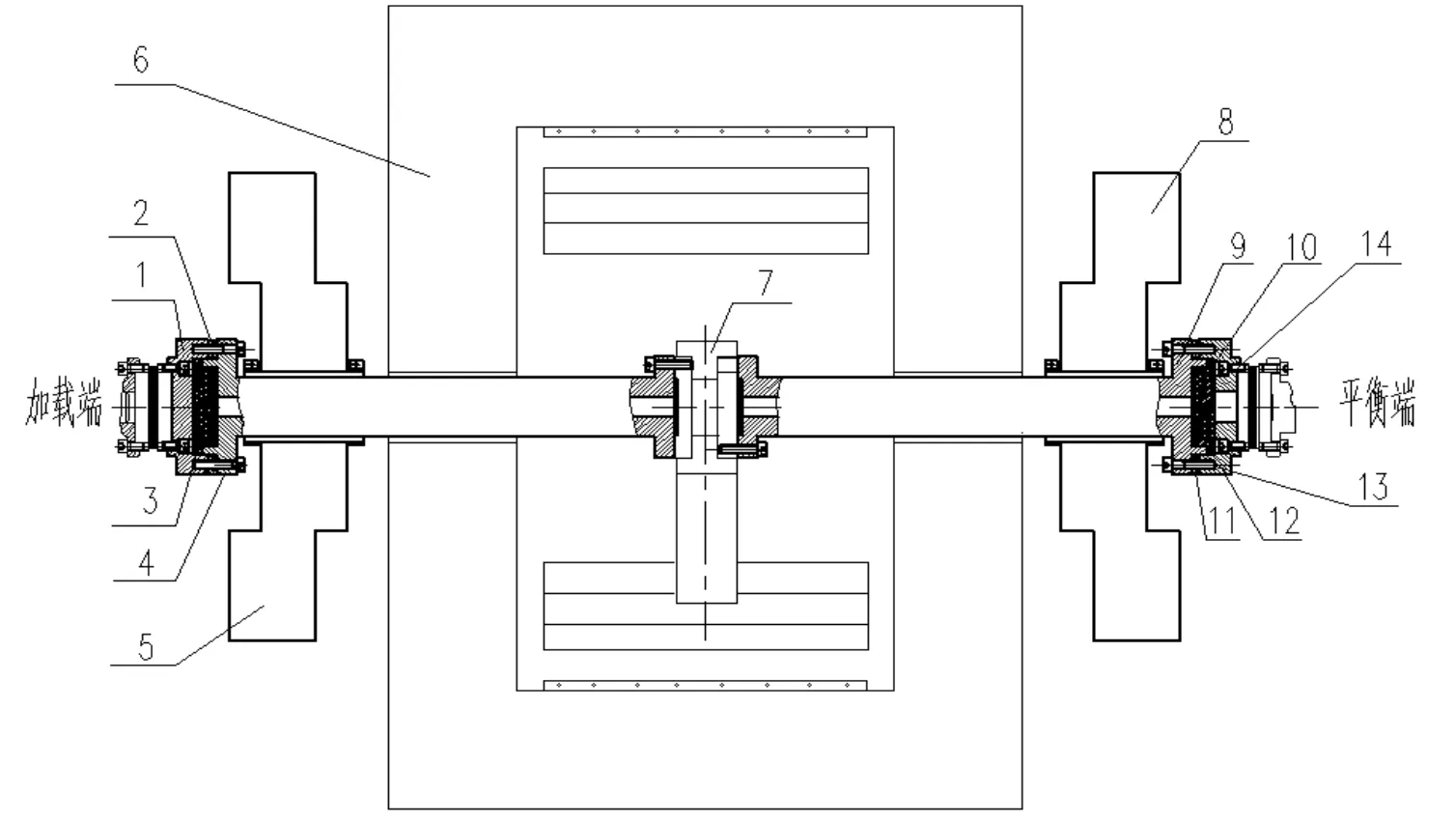
图5 温控连接系统
工作时,被校扭矩传感器安装在温控箱内,加载端施加扭矩,扭矩通过加载端联接轴与平衡端联接轴传递到平衡端,温度箱的温度在-50~100 ℃内变化,温度变化通过加载端联接轴与平衡端联接轴传递到两端,加载端散热环与平衡端散热环利于热量的散发,加载端隔热盘与平衡端隔热盘采用四氟乙烯的材质,有利于热量的传递,从而减少了温度箱的温度变化对扭矩传递的影响。
铝合金散热环结构如图6所示。
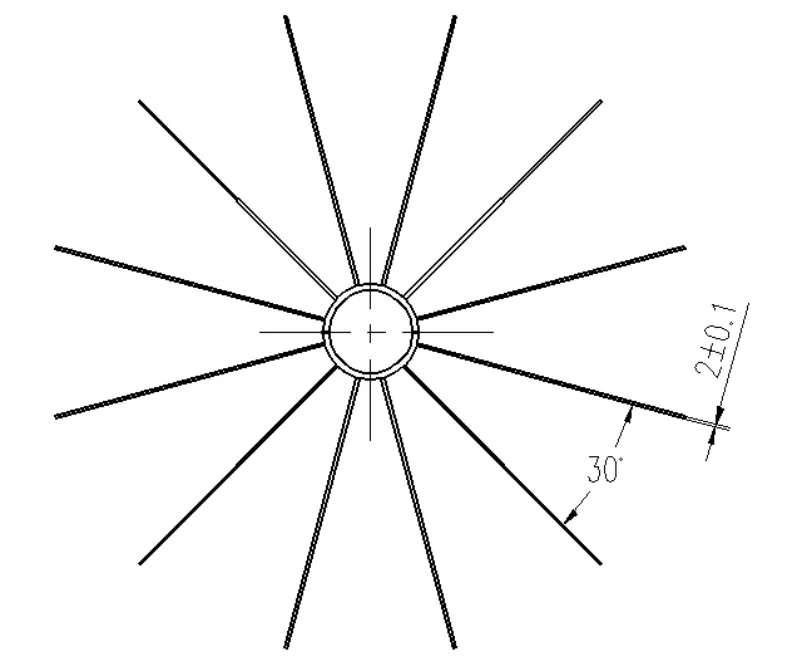
图6 铝合金材质散热环结构示意图(单位:mm)
散热环采用6061铝合金,共12个叶片均匀分布在中间的圆环上,且每个叶片厚度均为2 mm,有利于轴系快速散热。
传动轴的结构如图7所示。

图7 联接轴结构示意图
联接轴的材质为42CrMo,且为空心轴,内径与外径的比列为1∶2.5,有利于减少温度变化产生的变形。
5 装置测量不确定度分析
5.1 数学模型
该标准装置的校准方法是利用标准力臂结合砝码产生纯扭矩的方法进行,其基本的数学模型为[7]

式中:函数含义参见表1。

表1 函数含义
5.2 测量不确定度来源分析
从上述数学模型可以看出,该装置的不确定度分量主要有4个,且各个不确定度分量之间的关系是相对独立的[8]。
1)力臂长度偏差引入的不确定度分量:长度偏差、环境温度变化、力臂受力产生绕度和力臂水平位置偏差引入的相对标准不确定度分量urel(L)[8]。
2)砝码力偏差导致的不确定度分量:砝码质量误差、位置不同导致重力加速度误差、砝码摆动与环境温度波动等引入的相对标准不确定度分量urel(F)[9]。
3)装置支承的摩擦扭矩引入的相对标准不确定度分量urel(f)[9]。
4)装置同轴度误差变化引入的相对标准不确定度分量urel(δ)[9]。
5.3 5 000 N·m装置的测量不确定度评定
5.3.1 标准力臂长度引入的测量不确定度分量
1)标准力臂长度测量引入的标准不确定度分量urel(L1)
依据扭矩标准机检定规程中的要求,该装置标准力臂长度的最大允许误差为10-4,按照均匀分布,其相对不确定度为urel(L1)=5.8×10-5[10]。
2)标准力臂长度因温度波动而引入的标准不确定度分量urel(L2)。标准力臂的长度由于材料的热胀冷缩会发生变化,装置所处环境的温控波动范围为Δt=±2 ℃,故可计算出标准力臂因温度波动而产生长度变化量为[10]

式中:α=11.2×10-6/ ℃(40Cr)。
按照均匀分布,故因温度波动造成主力臂长度变化所引入的相对标准不确定度分量为urel(L2)=1.3×10-5。
3)标准力臂满载挠度变形和力臂水平位置偏差引入的标准不确定度分量urel(L3)
经计算,标准力臂在加载最大值后力臂弯曲变形量为0.095 mm,由于受激光位移传感器的测量精度与电气控制精度共同影响,测量时标准力臂在水平方向的位置偏离约为0.12 mm,共计ΔH=0.22 mm,根据误差三角形计算[11],力臂下降引起水平方向的长度变化为ΔL3=2.4×10-5。
按均匀分布,引入的相对标准不确定度分量为urel(L3)=1.4×10-8。
4)力臂长度引入的相对标准不确定度分量urel(L)=5.9×10-5。
5.3.2 砝码力造成的测量不确定度分量
1)砝码质量测量引入的相对标准不确定度分量urel(F1)
依据扭矩标准检定规程中的要求,该5 000N·m扭矩标准装置的砝码质量最大允许误差为3×10-5,按照均匀分布[10],其相对不确定度为urel(F1)=1.7×10-5。
2)位置不同导致的重力加速度偏差引入的相对标准不确定分量urel(F2)
经国家计量院对实验室所处位置的重力加速度g的测量,其值为9.794 062 m/s2,测量不确定度urel(F2)=5×10-7[10]。
3)温度波动对砝码质量影响造成的相对标准不确定度分量urel(F3)
装置砝码组的质量会因实验室温度波动而发生变化,装置所处环境的温控波动范围为Δt=±2℃,从而导致空气密度和专用砝码密度变化,最终会使密度因子y=1-(ρa/ρm)产生变化[10]。密度因子的最大变化Δy可按下式(3)进行计算:

按均匀分布,引入的相对标准不确定度分量为urel(F3)=6×10-7。
4)砝码晃动引入的相对标准不确定度分量urel(F4)
装置中砝码摆动量基本可以忽略,故引起的相对误差较小,小于1×10-6[10]。
5)砝码引入的相对标准不确定度分量urel(F)=1.7×10-5。
5.4 摩擦扭矩引入的测量不确定分量
依据扭矩标准机检定规程中的要求,该5kN·m扭矩标准装置的摩擦扭矩最大允许误差为1×10-4,按均匀分布[10]。则urel(f)=5.77×10-5。
5.5 轴心线变化引入的相对标准不确定度分量
根据同轴度调试经验,一般可以将同轴度误差控制在0.02 mm以内,温控系统的温度变化将导致轴系发生形变,而轴的变形比较均匀,温度的变化对同轴度基本不会产生影响[10]。故温度变化前后,同轴度误差以0.02 mm预估,则urel(δ)=1.2×10-5。
5.6 扩展不确定度

式中:uc(MA)=8.5×10-5。

式中:Urel=1.7×10-4;k=2。
6 结论
通过对温控系统及连接传动的设计,减少了温度对扭矩校准的影响,提高了变温环境下扭矩校准的准确性,并通过测量不确定预估分析,表明在-50~100 ℃环境下,扭矩校准的不确定度优于0.05%(k=2),为今后高低温环境下的扭矩校准提供了可靠的技术手段。
猜你喜欢
农业装备与车辆工程(2022年4期)2022-10-31
商品与质量(2021年7期)2021-04-02
数学小灵通(1-2年级)(2018年6期)2018-06-28
中国卫生标准管理(2015年25期)2016-01-14
中国卫生标准管理(2015年6期)2016-01-14
山东工业技术(2015年18期)2015-07-16
数学大王·中高年级(2015年6期)2015-06-26
创业家(2015年2期)2015-02-27
物理教学探讨·初中学生版(2009年3期)2009-05-13
