
关于生产蒸压加气混凝土板材开裂的解决方案
2021-10-27 01:56刘攀山西鼎正环保建材有限公司山西阳泉045200
砖瓦 2021年10期
刘攀(山西鼎正环保建材有限公司,山西阳泉045200)
在国家发展装配式建筑的相关政策号召下,各省市出台了很多奖励、优惠政策。以北京市为例,对装配式建筑有如下政策:①对于未在实施范围内的非政府投资项目,凡自愿采用装配式建筑并符合实施标准的,给予实施项目不超过3%的面积奖励;②对于实施范围内的预制率达到50%以上、装配率达到70%以上的非政府投资项目予以财政奖励;③增值税即征即退优惠政策;④采用装配式建筑的商品房开发项目在办理房屋预售时,可不受项目建设形象进度要求的限制。建筑的装配率越高,政府的奖励和优惠越大,为了提高装配率,建筑业把隔墙由传统加气块墙体换成ALC板材,ALC板材的需求量逐年提高了30%以上,为此,在国内建起了好多蒸压加气混凝土板材厂家。
为适应和满足当前的市场需求。我们在原蒸压加气混凝土砌块生产线上,对原有部分设备设施进行升级改造为空翻切割生产线,从而提高了生产线自动化、智能化、信息化水平,可全自动化生产优质蒸压加气混凝土板,增加产品品种,提高生产效率和经济效益。
新的生产线建成投产后,在板材试生产过程中,成品板材出现了不同程度的裂纹现象,经和同行业兄弟厂家请教,才知道所有厂家都遇到过板材裂纹的情况,这一现象已成了行内的共同难题,它直接降低了产品的合格率,加大了产品成本,影响了企业的经济效益。为了解决这一难题,我们历经一个多月的探索和尝试,终于攻克了板材产生裂纹这一顽症。下面就在这方面所遇到的各种现象、采取措施、攻关经历、成果展现等情况叙述如下。
1 在板材试生产前我们对所用原材料的化学指标和物理指标进行了检测,具体原材料质量状况如下
石灰粉的化学成分及物理指标见表1。水泥为硅酸盐水泥,其性能检测结果见表2。铝粉的性能检测见表3。粉煤灰的性能检测结果见表4。烟气脱硫石膏的性能检测结果见表5。稳泡剂的相关性能检测见图1。

图1 稳泡剂的性能检测

表1 石灰粉性能检测结果

表2 水泥的性能检测结果

表3 铝粉的性能检测结果

表4 粉煤灰的性能检测结果

表5 烟气脱硫石膏的性能检测结果
2 设计工艺配比及质量品质状况
根据所用原材料化学成分和板材工地的普遍要求,设计生产ALC板配比的原则是:制品具有良好的使用性能,符合建筑的要求。在诸多性能中,确保体积密度和抗压强度达到优等品要求。同时,也要考虑到制品的耐久性等性能,所产生的坯体具有良好的工艺性能,且与工厂生产条件相适应,如浇注稳定性、料浆的流动性(稠度)、硬化时间以及简捷的工艺流程等。在第一阶段的设计了3种配合比。
2.1 1#配比见表6(每模按4m3计)试配时间:2021年5月24日

表6 1#配比
按照以上配比生产的产品照片见图2。

图2 1#配比生产的产品
成品外观和力学检验结果见表7。

表7 产品性能检测结果
从外观和检测结果上看,产品没有达到设计要求,公司技术人员又做了调整配合比。
2.2 2#配比见表8(每模按4m3计)试配时间:2021年5月27日

表8 2#配比
按照以上配比生产的产品照片见图3。

图3 2#配比生产的产品
成品外观和力学检验结果见表9。

表9 2#产品性能检测结果
从产品外观和检测结果上看,没有达到设计要求,技术人员召开专门会议,参考以前生产过板材的配比,又对配合比做了调整。
2.3 3#配比见表10(每模按4m3计)试配时间:2021年6月18日

表10 3#配比
按照以上配比生产的产品见图4。

图4 3#配比生产的产品
3#配比生产的成品外观和力学检测结果见表11。

表11 3#配比生产的产品外观及力学检测结果
从以上三个阶段的试产情况看,生产出的板材理化力学性能接近设计要求,但外观上出现了不同程度的裂纹,有中间贯通的,有两头半贯通,有从塑料卡子处开裂的,成品率很低,没有达到预期的效果。
3 造成的原因分析及采取措施
技术人员一起共同分析裂纹原因,大家认为成品板材有缺陷,大多出现在切割的前后,造成的原因较多,有工艺控制条件,有切割机的机械性能、吊运过程的影响及操作人员的技能等。大家逐一对造成缺陷的要素进行原因分析,并制订相应措施,要求尽快落实到位,生产出符合设计要求的成品ALC板材。
3.1 机械方面
在试产过程中,我们发现了许多机械问题,如加气混凝土成型的模具都比较大,特别是空翻式切割工艺,模具长度为4.8m。当起吊力量过猛时,过大的冲击荷载使坯体受到过大震动,容易造成坯体的裂纹;板材吊空中翻转时,因坯体由大面支承改由侧面支承,翻转后的上部中间已受到较大的压应力,再加上交相叠压承受的拉应力,板材也极易造成裂纹,机械损伤是造成坯体裂缝的一大原因。针对存在的问题,我们责成设备厂家列出清单逐一解决。
3.2 原材料方面
一是使用的石灰为快速石灰,消解时间短,升温速度过快,造成坯体温度过高引起的料浆稠化过快,浇注稳定性较差。因为,当坯体温度过高时,切割缝增加了坯体的散热面积,大量的散热必然使坯体内部产生应力,当坯体的强度不能抵挡热应变时,自然会产生裂纹。避免这种热应变裂纹的方法是降低坯体内部温度,我们采取减少石灰用量,增大水泥用量,适当增大石膏用量,石膏会显著延缓铝粉的发气过程,抑制石灰的消化,防止水泥假凝,使其消化时间延长,并最终降低坯体消化温度。
二是板材坯体未掺入高温膨胀调节材料。因本次试产板材未掺加坯体膨胀调节材料,板材坯体膨胀系数与钢筋的膨胀系数不同步,由于钢的热膨胀系数为1.2×10-5mm/m.C,而加气混凝土热膨胀系数只有0.8×10-5mm/m.C左右,也就是说,假如一块3.6m的加筋板,由60℃上升到198℃时,在长度方面,钢筋与加气混凝土的热膨胀之差约为1.99mm。显然,这将导致板材产生裂缝,这也是造成裂纹的重要因素。
高温(1000℃~1100℃)烧成的菱苦土在遇水后消解时间延长至8h以上,因此,其可用来调节蒸压过程中加气混凝土制品的膨胀,使板材坯体适应钢筋的膨胀。菱苦土的加入,则可提高加气混凝土的热膨胀系数,在蒸养时使其尽量与钢筋的热膨胀系数相一致,同时在静停时注意坯体的保温,因为板材配料中的菱苦土一般要求在8h前后消解。所以,板材在完成浇注切割后及时入釜蒸压养护,以保证坯体的膨胀适应钢筋的膨胀。
三是产生裂缝的原因与铝粉发气不够均匀舒畅有关。当料浆温度高,稠化快时,铝粉发气后期的气体和温度上升,可能使已经稠化的初期坯体产生水平层裂。在坯体硬化过程中,料浆发气早,边浸度不均会产生弧形分层,这些分层的界面处就容易产生裂缝。
针对以上分析原材料方面的问题,我们调整了配比:适当减少了水泥和石灰的配比,又换了一种更适宜的铝粉,增添了菱苦土,菱苦土的性能指标见表12。
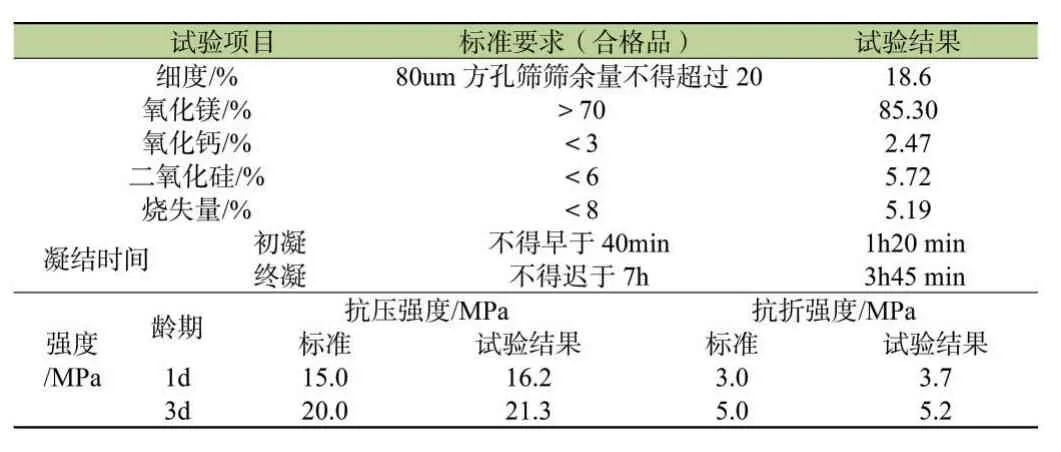
表12 菱苦土质量指标
3.3 在坯体硬化过程中的缺陷及其原因
3.3.1 硬化不均
同一模具中板材坯体上下左右各部分硬化程度不一致,原因是坯体在静停过程中,坯体的不断散热导致各部分温度不均匀,从而致使加气混凝土板材坯体各部分的硬化程度不同,越靠近模边和上下,表面温度就越低,硬化也就越慢,强度(指坯体强度)越低,而中心部位温度较高,尤其是在室内自然静停硬化条件下,这种现象更加明显。如果静停室内温度较低,还可能形成内外强度悬殊的问题,经实测,坯体中心处的强度与四角部位和表底层的坯体强度相比,边角部分一般只及中心强度的60%~90%,严重时这一差距更大。坯体强度过低的地方,轻微的震动或碰撞或遇剪应力都会导致裂缝及缺棱掉角现象的产生。
坯体硬化不均有时会造成硬化不足的假象,导致错过切割时机,当以模具中部硬度为切割依据时,又可能发生边缘坯体坍塌或裂缝等现象,若采用翻转切割,则造成的破坏更严重。
造成坯体硬化不均的主要原因如下:静停室四周没有隔热保温设施,室温散热快,环境温度低,生产加气混凝土板的模框为钢板制成,模框的保温较差,环境温度对坯体有直接的影响。静停环境温度的高低直接影响到静停时间的长短,静停的环境温度高,则相对静停时间短,反之,则静停时间长,坯体热损失大,造成坯体内外温度差别很大。坯体内外的硬化程度不同,由此而引起的应力将使坯体在蒸压养护前即有可能产生裂纹,因此,硬化不均的坯体,在进行翻转、切割和切面包头工序时,容易产生变形、裂纹、沉陷及外层剥落等弊病。
针对静停室方面存在的问题,我们首先给静停室加装保温设施,具体制定了如下静停要求:
坯体进入预养室静停初养,应及时观察发气过程,并按要求记录发气速度、坯体温度、稠化和冒泡情况。坯体静停的主要控制参数为:
静停时间:2.0h~3.0h;
静停温度:>40℃以上;
坯体静停后强度:0.2MPa~0.3MPa。
3.3.2 坯体强度方面
坯体强度是判断坯体是否适合切割的一个重要指标,也是对浇注及静停质量的检验。判断加气混凝土坯体的硬化程度是否宜于进行切割,也就是说是否达到切割的强度要求,在生产中采用两种方法相结合:一种是经验法,凭操作者的经验判断是否可以切割,通常都是以手指按压坯体表面或手掌拍压坯体表面,凭感觉判断其硬度,判断坯体上、中、下各部位硬化是否适宜。有时借助钢钎插向坯体内部,以了解坯体内部强度,这种方法比较简单,但是,随意性较大;另一种方法是利用贯入式坯体强度测定仪,测出坯体强度,用以指导对坯体硬化程度的判断。
3.3.3 蒸养方面
在升温过程中,没有掌握好时间和速度,如升温太快,使坯体内外层温度差过大,从而造成制品结构的破坏。但如果升温太慢,粉煤灰本身是一种具有活性的材料,在不太高的温度环境下就可与氢氧化钙发生反应,生成高碱的水化硅酸钙凝胶,这种高碱性水化合物逐渐包裹在粉煤灰颗粒表面,对在较高温度时产生的低碱性水化产物托勃莫来石等起到了一定的阻碍作用,从而影响到制品的性能。这就需要在实践中逐渐摸索出最佳升温操作规范。
在恒温时间及温度的调控上存在一定的问题,养护恒温除了保证水热合成反应的充分进行,对各种水化产物的比例也有影响,当温度低于200℃时,制品强度随着养护温度的提高而增加;当温度超过213℃时,强度不仅不增加,反而会降低,从而影响制品的性能。在整个养护时间不变的情况下,恒温温度(压力)越高,恒温时间可以越短,恒温温度比恒温时间对制品的性能有更大影响。蒸压养护制度对制品的干燥收缩、抗冻性、抗碳化性等耐久性指标影响很大,在相同的养护压力下随着恒温时间的延长,干燥收缩值降低,而压力过大(1.5MPa),并不有益于干燥收缩性能的改善。抗冻性的冻融强度损失与恒温时间密切相关,随着恒温时间的延长,其冻融强度损失减少,相反,压力提高(1.5MPa)其冻融强度损失反而增加。抗碳化性则随着压力和时间的增加而提高。这也需要在实践中逐渐摸索出最佳恒温操作规范。
在降温过程中降温速度普遍过快,如在开釜门之际,由于釜外的冷空气骤然与制品接触,易使制品产生微裂纹。防止的方法是拧松釜门,开门后不要立即打开,有条件时尽量多等些时间,以使制品逐渐冷却。整个降温过程开始时降温速度较慢,中期较快,到后期(表压为0.1MPa以下)又较慢。在降温的2h内,后期降温放出多余的蒸汽就需要40min~60min,这是因为,釜内蓄热量很大,排出一些蒸汽后,釜内蒸汽压力下降,温度也随之有所下降,随着釜内压力继续下降,制品含水大量蒸发,温度将较快下降。降温后期耗时较长是因为釜内外压差很小,蒸汽外排动力减弱及制品水分的继续蒸发(包括釜内积水的蒸发),因此,要求操作工在排温降压时,先放一次冷凝水,然后再排气。
总之,蒸压养护制度不当,主要是升温或降温速度过快而产生的过大的内应力,对制品形成破坏,其裂缝多为整坯体的外缘一周,裂缝形成的断面垂直于底板。针对存在的问题,我们根据实践摸索出的经验重新修订了蒸压养护制度。
编组好的板材坯体由链条牵引机拉入釜内进行蒸压养护,养护分抽真空、升压、恒压、降压四阶段进行,养护时间12h左右,压力1.2MPa。
a.蒸压养护:
抽真空:0.0MPa~-0.06MPa 0.5h
升压:-0.06MPa~1.2MPa 4h
恒压:1.2MPa(温度193℃±5℃)7.5h
降压:1.2MPa~0.0MPa 2.0h
合计:14h(含进出釜)
b.操作要求:
打开釜门,架设过桥,以慢动式卷扬机拉动蒸养小车,使其缓慢进入蒸压釜,撤去过桥,关闭釜门,冲釜圈,抽真空,进蒸汽。
进汽升压时,在压力达到0.3MPa前,进汽速度应缓慢,从-0.06MPa到0.3MPa,一般控制在2.5h左右;升压时应尽量使用降压釜的排出蒸汽,以节约用气。
恒压时,应注意釜内压力变化,每20min记录一次压力,遇有不可抗的降压时,应于压力恢复时再行补汽。
降压出釜,应于釜内压力降至0MPa,且釜内余汽排空后,先打开出釜釜门0.5h后,再打开入釜釜门0.5h,然后再出釜,冬季切忌快速而直接打开釜门。
3.3.4 工艺方面
钙硅比、水料比、浇注温度等工艺参数不是最佳。一是水料比过大,坯体成型的后期因水分大量蒸发,易造成坯体收缩而引起裂纹,这类裂纹一般较细,并且破坏深度较浅,水料比较大且硅质材料较粗时,容易使固体物料快速沉降,引起坯体上下密度偏差过大,会因坯体的上下压力差偏大造成水平裂纹,并使制品断裂;二是水料比过小,则会因石灰消解时缺少必要的水分使坯体失去流动性而表面发生龟裂,这类裂缝虽浅,但裂纹宽度较大;三是浇注温度过高,容易引起成型后期坯体大量失水,特别是在切割以后,由于坯体缺少弹性,难以抵抗大量散热引起的收缩而使坯体产生裂纹,这类裂纹主要发生在模具中部热量集中的部位;四是配合比中,石灰、水泥等钙质材料配比偏多,钙硅比较高,当钙硅比不断增大时,粉煤灰的掺量逐渐减少,生石灰的掺量逐渐增大,而生石灰的密度远大于粉煤灰,并在加气混凝土中起到物理填充效应和化学活性效应,因此,加气混凝土的绝对干密度逐渐增大。当配合比中的钙硅比大于最佳钙硅比时,继续增加胶结料用量时制品的强度不再上升甚至会下降。当钙质材料加大时,引起坯体总的热量过大,坯体过早失去弹性,从而造成裂纹,这类裂纹基本类似于水料比过小和浇注温度过高造成的裂纹;五是固定钢网的塑料卡子,卡在钢筋网片上部第一根纵筋上,在发气过程中发生料浆包裹卡子效果不好,切割后卡子上面出现大的孔洞,针对这一现象,采取的措施是:把固定钢网的卡子向下移动16cm,卡在钢筋网片从上向下数的第二根纵筋上。
3.3.5 配比方面
针对工艺方面的不足,我们通过多次实验室和生产工艺上试制等调整工艺配比及其他参数见表13。

表13 4#配比(每模按4m3计)试配时间:2021年6月25日
在实际生产过程中,工艺员可根据当日原材料情况进行微调整。原材料性能应于每天生产开始前提供,并于生产过程中进行定期检测,其中,石灰每10模重复检测一次。
按照4#配比方案生产的产品照片见图5。

图5 4#配比生产的产品
4#配比生产的成品外观和力学检测结果见表14。

表14 4#配比生产的成品外观和力学性能
从外观和检测结果上看,4#配比生产的板材质量指标都接近设计要求,公司技术人员又在菱苦土掺量、扩散度等做了调整,配比见表15。以上4m3的量折算成干基总量2258kg(粉煤灰料浆水分37.6%,干基62.4%=1595kg,铝粉、稳泡剂忽略不计)百分比:粉煤灰∶水泥∶石灰∶石膏∶菱苦土=70.64∶14.17∶8.99∶4.43∶1.77钙硅比计算见表16。

表15 5#配比:(每模按4m3计)试配时间:2021年7月3日

表16 蒸压加气混凝土板钙硅比计算
钙硅比:0.453
水料比:0.554(按体积密度调节)
按照5#配比生产的产品照片见图6。

图6 5#配比生产的产品
5#配比生产的成品外观和力学检测结果见表17。
从外观和检测结果上看,完全达到A5.0B06设计要求。
5 结语
通过一个多月的努力,我们整改了机械设备、原材料、工艺配比等方面的问题,改善了静停室养护条件,修订了蒸养制度,配备了板材坯体强度检测仪器,通过分析研究,探索创新,调整实践,克服了生产板材出现裂纹这一弊病,批量生产板材合格率达99.5%以上,实现了预期目标,积累了一些成功经验,具有积极的推广意义,可为广大加气混凝土企业提供ALC板材生产实践中发现问题、解决问题和研究问题的思路与方法,使企业的经验和成果便于交流与推广,以促进加气混凝土行业的健康发展。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年6期)2022-04-18
陶瓷学报(2021年4期)2021-10-14
建材发展导向(2021年16期)2021-10-12
佛山陶瓷(2021年1期)2021-03-02
中国特种设备安全(2020年11期)2020-06-09
佛山陶瓷(2019年9期)2019-12-02
佛山陶瓷(2017年8期)2017-09-06
国际木业(2016年4期)2017-01-15
国际木业(2016年6期)2016-02-28
