基于响应面设计的头孢他啶母液冷冻浓缩工艺优化
2021-10-25 09:06贾全胡利敏任峰张建丽田洪年刘树斌
山东科学 2021年5期
贾全,胡利敏,任峰,张建丽,田洪年,刘树斌
(华北制药河北华民药业有限责任公司,河北 石家庄052165)
头孢他啶是由葛兰素史克公司研制的第三代头孢菌素类抗生素,具有广泛的抗菌谱和良好的用药效果[1]。国内生产企业通常以头孢他啶二盐酸盐为原料,通过等电点结晶制备头孢他啶[2]。由于制备过程中头孢他啶析晶不完全,导致部分产品仍然残留在母液中。如果将母液直接排放至三废,不仅影响产品收率,还会增加企业污水处理费用,对环境造成较大伤害,也增加了企业成本。
目前头孢类抗生素结晶母液处理方法包括纳滤膜分离法[3]、树脂吸附法[4]、络合法[5]、冷冻浓缩法[6-7]等。采用纳滤膜分离结晶母液,设备采购及维护成本较高;使用树脂吸附有效成分,还需要对树脂进行再生处理,操作过程繁琐;以苯系和萘系化合物为络合剂进行络合,收率较低,且使用大量易挥发性有机溶剂,极易造成大气污染;而冷冻浓缩法作为近年来发展迅速的一种浓缩方式,其原理简单,操作便捷,已被广泛应用于食品加工、酿酒业、中药等领域[8-11]。
冷冻浓缩法根据结晶方式的不同,又分为悬浮结晶冷冻浓缩法和渐进冷冻浓缩法。悬浮结晶冷冻浓缩法是一种不断排除在母液中悬浮的自由小冰晶,使母液浓度增加而实现浓缩的方法。渐进冷冻浓缩是一种随着冰层在冷却面的生成和成长,固液界面附近的溶质被排除到液相侧,导致液相中溶质质量浓度逐渐升高的浓缩方法。文献[7]以头孢他啶结晶母液为原料,使用渐进冷冻浓缩法进行回收处理,考察了冷冻温度、冷冻时间对头孢他啶回收效果的影响,但此方法冰晶夹带率高,易损失物料,且单因素试验得到的结果精度不够,无法取得最佳参数点。
本研究先将结晶母液进行除盐处理,再采用悬浮结晶冷冻浓缩方法对头孢他啶母液进行研究,此方法较渐进冷冻浓缩方式具有能耗低、效率高、提取充分等特点。在单因素试验基础上,利用响应面设计优化头孢他啶母液冷冻浓缩工艺,优化后的工艺可有效提高产品总收率,具有效率高、提取充分等特点,为工业化生产提供理论依据。
1 材料与方法
1.1 仪器与试剂
头孢他啶二盐酸盐(河北金旭药业);头孢他啶母液(华北制药河北华民药业有限责任公司);实验室用冷冻浓缩罐(石家庄众泰不锈钢设备制造厂);1260高效液相色谱仪(美国Agilent);V20卡尔费休水分仪(美国Mettler Toledo)。
1.2 试验方法
头孢他啶结晶母液制备工艺[12]:将60 g头孢他啶二盐酸盐原料加入90 mL纯化水中,搅拌控温10 ℃,向其中加入4 mol/L氢氧化钠,将pH调至5.60,再用磷酸调节pH至4.5,加入0.06 g头孢他啶,继续用磷酸调pH至3.75,过滤分离头孢他啶晶体后,得到头孢他啶结晶母液,浓度15~20 mg/mL。
除盐母液制备工艺:取头孢他啶母液降温至-5 ℃,用固体氢氧化钠调节pH至5.5,将固液混合物过滤,得到除盐母液。
悬浮结晶冷冻浓缩工艺:将500 mL浓度为15 mg/mL头孢他啶除盐母液泵入到带有夹套的实验室用冷冻浓缩罐,控制冷媒温度,待贴近罐壁的液体开始冷冻后,缓慢转动框式搅拌桨将冻冰层刮下形成细小的冰晶,悬浮的冰晶逐渐长大,冷冻一段时间后,经离心分离出冰相即得到浓缩母液。
渐进冷冻浓缩工艺:在冷冻浓缩反应罐中加入头孢他啶结晶母液,关闭进料阀,开启冷媒进出口阀门,向内盘管通入冷媒,调节反应罐内温度至-5 ℃以下,控制冷冻时间3 h,打开氮气阀门加压,将未冻液体经过滤布层接出即得到头孢他啶冷冻浓缩母液。
浓缩母液套用工艺:使用悬浮结晶冷冻浓缩工艺制备出的浓缩母液替代溶解用的纯化水,其余操作与头孢他啶结晶母液制备工艺过程一致。

图1 工艺流程图Fig.1 Process flowchart
1.3 头孢他啶回收率的测定方法
头孢他啶回收率的计算如下式所示:
(1)
式中,i为头孢他啶回收率;v为除盐母液体积,mL;m为冰晶质量,g;w1为除盐母液含量,mg/mL;w2为冰晶含量,mg/mL。
冰晶质量的测定:将冰晶与浓缩母液离心分离,升温至冰晶完全解冻,称量解冻液的质量;
除盐母液含量的测定:取解冻液,按照《中国药典》二部2015版[13]中头孢他啶含量测定项下色谱条件进样测定,计算样品中所含头孢他啶的浓度;
冰晶含量的测定:取解冻液,方法同除盐母液含量测定。
1.4 试验设计
根据1.2节悬浮结晶冷冻浓缩工艺进行单因素试验,分别确定冷冻温度、冷冻时间、搅拌速率等条件对冰晶质量、冰晶含量的影响。
根据单因素试验结果,采用Design-Expert软件进行响应面设计,以冷冻温度(A)、冷冻时间(B)、搅拌速率(C)为自变量,头孢他啶回收率(Y)为响应值设计试验,各因素及水平见表1。

表1 响应面设计因素及水平Table 1 Factors and levels of the response surface method
2 结果与分析
2.1 单因素试验
2.1.1 冷冻温度的影响
根据1.2节悬浮结晶冷冻浓缩工艺进行试验,在冷冻时间2 h,搅拌速率10 r/min条件下,分别设定冷冻温度为-1、-3、-5、-7、-9、-11、-13 ℃,在出现冰晶后开始计时,60 min后冷冻离心,并测定冰相中头孢他啶的含量和冰晶质量。如图2所示,冷冻温度直到降至-5 ℃以下,冰晶质量才明显增多,-5~-13 ℃时增量变缓,且冰晶形成过程夹带部分头孢他啶一同析出,冰晶含量开始升高。因此,选择冷冻温度-5~-7 ℃。
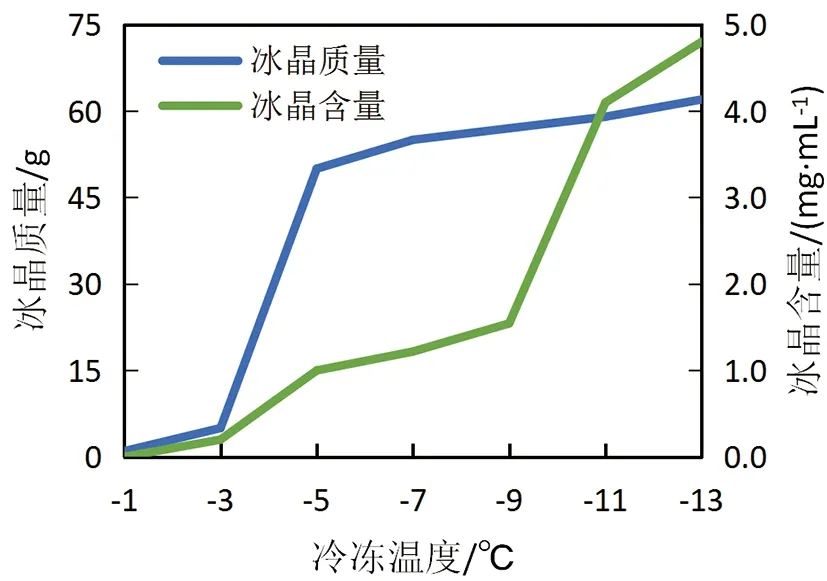
图2 冷冻温度对冰晶含量和冰晶质量的影响Fig.2 Effect of freezing temperature on ice crystal content and quality
2.1.2 冷冻时间的影响
根据1.2节悬浮结晶冷冻浓缩工艺进行试验,在搅拌速率10 r/min、冷冻温度-5 ℃的条件下,分别冷冻30、60、120、180、240 min之后冷冻离心,并测定冰相中头孢他啶的含量和冰晶质量。如图3所示,冰晶质量随冷冻时间延长,逐渐增多,冷冻时间达到180 min后,冰晶形成速度放缓,且冰晶含量明显升高。因此,选择冷冻时间180 min。

图3 冷冻时间对冰晶含量和冰晶质量的影响Fig.3 Effect of freezing time on ice crystal content and quality
2.1.3 搅拌速率的影响
根据1.2节悬浮结晶冷冻浓缩工艺进行试验,在冷冻时间3 h、冷冻温度-5 ℃的条件下,分别设定搅拌速率10、20、30、40 r/min之后冷冻3 h,并测定冰相中头孢他啶的含量和冰晶质量。如图4所示,框式搅拌速率在40 r/min增速的过程中,由于结冰过快导致产品直接包裹在冰块中,速率越快,在搅拌作用下,冰晶颗粒越细小,表面积越大,增加了冰晶与产品分离的难度;另一方面转速过快,消耗功率增加。因此,选择搅拌速率20 r/min。
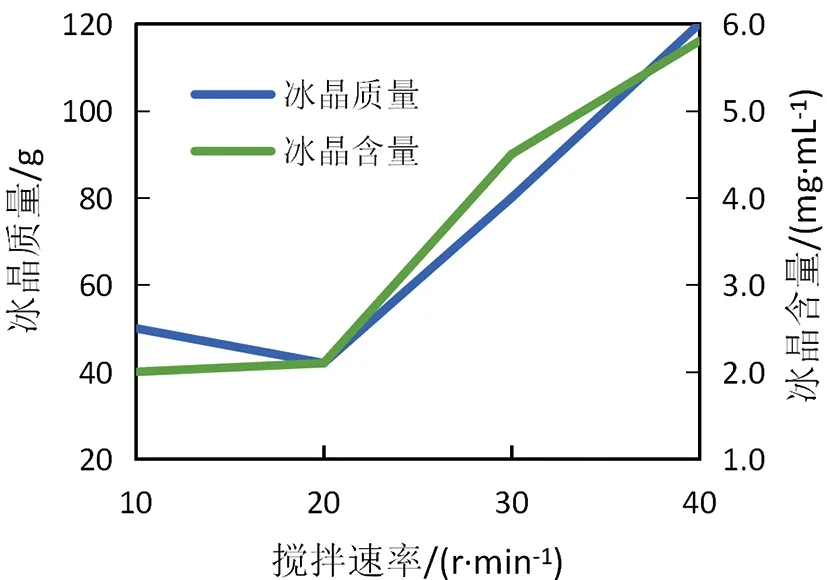
图4 搅拌速率对对冰晶含量和冰晶质量的影响Fig.4 Effect of stirring rate on ice crystal content and quality
2.2 响应面设计结果及分析
2.2.1 设计方案及结果
根据因素水平设计得出本试验方案及结果(表2),对表2中的试验数据进行多元回归拟合,可以得到头孢他啶回收率与各因素变量的回归方程模型:
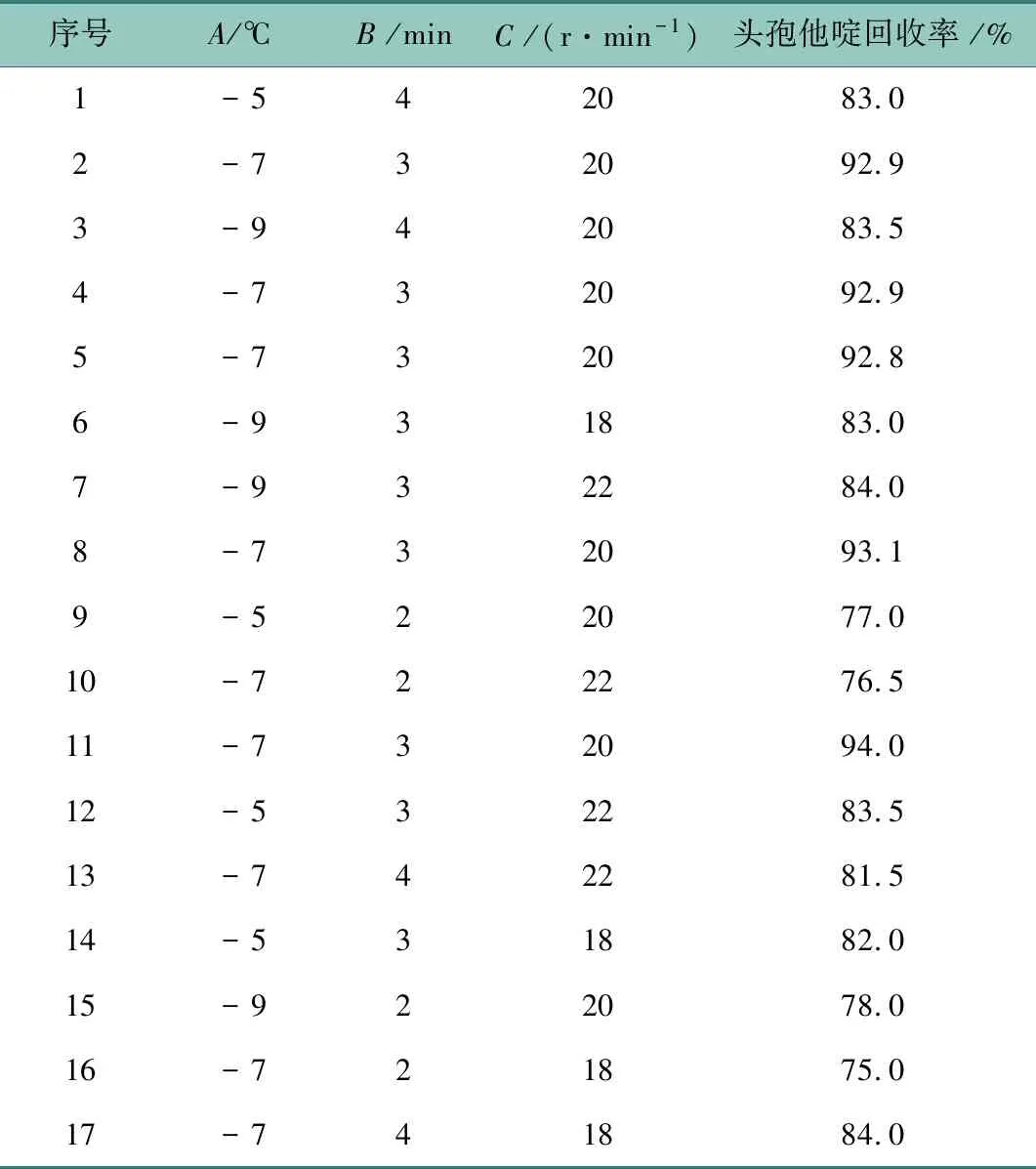
表2 Box-Behnken响应面设计方案及结果Table 2 Scheme and results of the Box-Behnken response surface design
Y=93.11-0.37A+3.19B+0.19C+0.12AB+0.12AC-1.00BC-4.43A2-8.30B2-5.55C2。
2.2.2 响应面方差分析

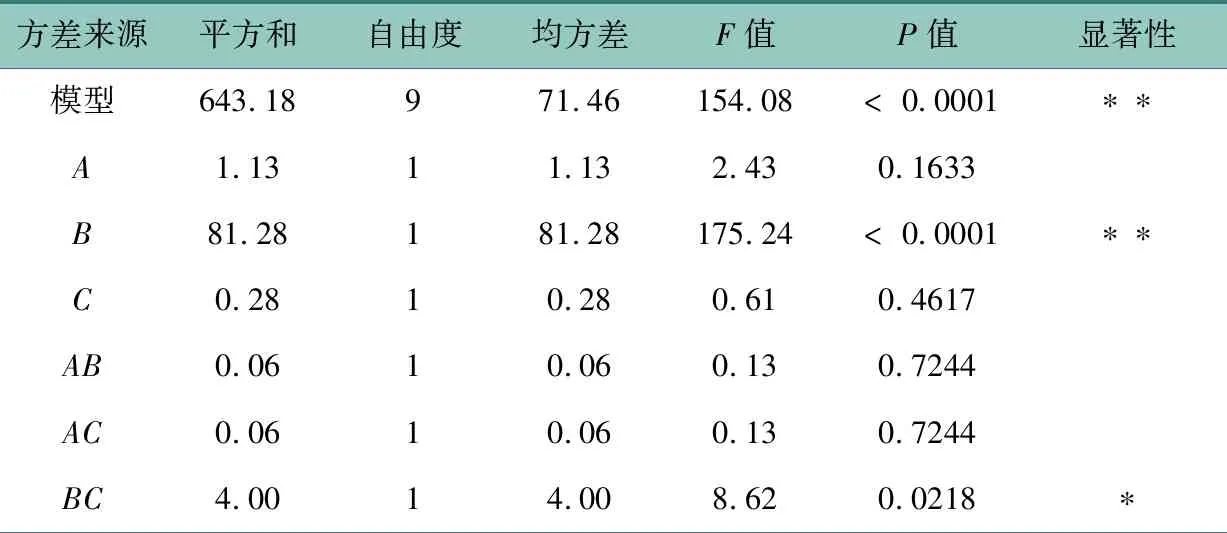
表3 方差分析Table 3 Results of variance analysis

续表3
2.2.3 响应面的交互分析
利用Design-Expert软件可以得到等高线图和3D响应面图,等高线的形状可以反映两者交互作用的强弱,圆形代表交互作用弱,椭圆形代表交互作用强。
观察图5发现,当搅拌速率不变时,随着冷冻温度降低,回收率先逐渐增大再逐渐减小,当冷冻温度为-7 ℃时,回收率达到峰值;当冷冻温度不变时,随着搅拌速率的增加,回收率先逐渐增大再逐渐减小,当搅拌速率为20 r/min时,回收率达到峰值。根据等高线的形状可知搅拌速率和冷冻时间交互作用最弱。

图5 搅拌速率和冷冻温度对头孢他啶回收率影响的响应面图谱Fig.5 Response surface graphs of the effects of stirring rate and freezing temperature on the recovery of ceftazidime
观察图6发现,当冷冻时间不变时,随着冷冻温度降低,回收率先逐渐增大再逐渐减小。当冷冻温度为-7 ℃时,回收率达到峰值;当冷冻温度不变时,随着冷冻时间的增加,回收率先逐渐增大再逐渐减小,冷冻时间2~3 h时,回收率明显增加,冷冻时间在3~4 h时,回收率变化减缓,当冷冻时间为3 h时,回收率达到峰值。根据等高线的形状可知搅拌速率和冷冻时间交互作用较强。
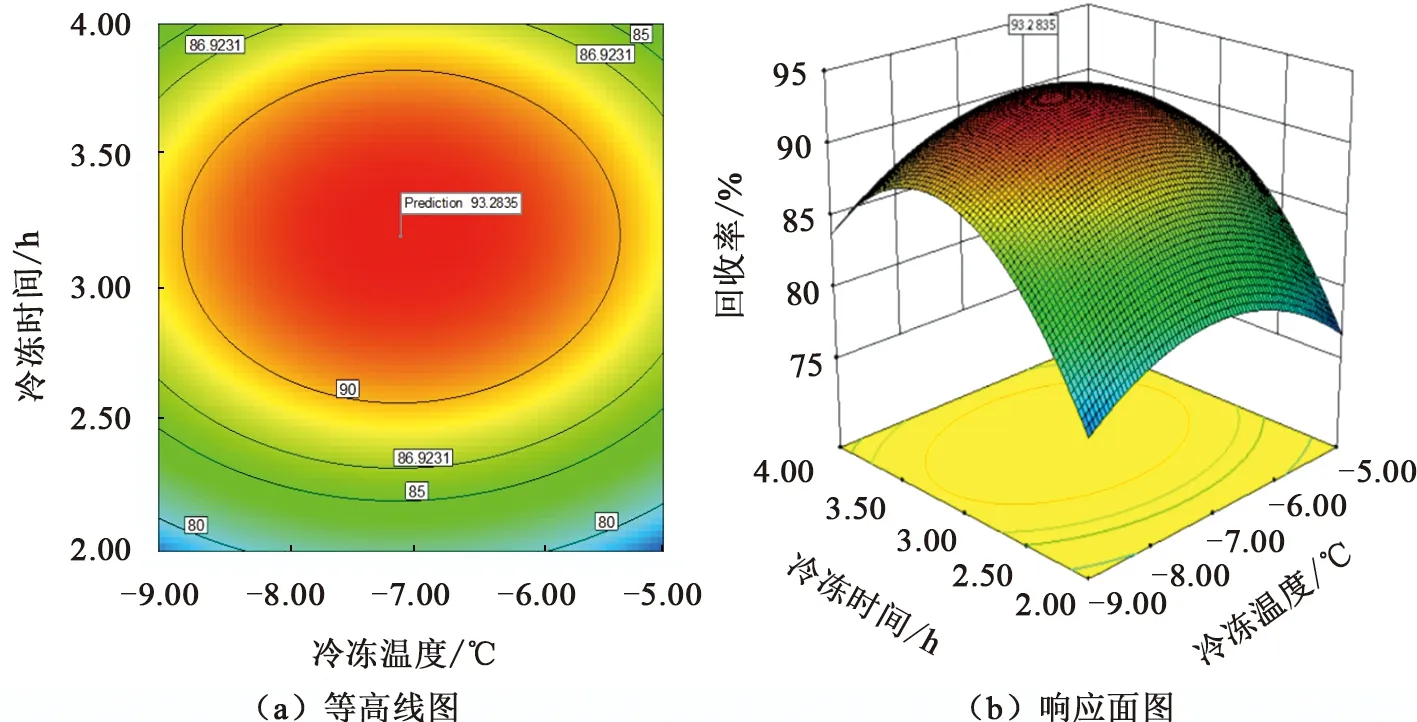
图6 冷冻时间和冷冻温度对头孢他啶回收率影响的响应面图谱Fig.6 Response surface graphs of the effects of freezing time and temperature on the recovery of ceftazidime
观察图7发现,当搅拌速率不变时,随着冷冻时间增加,回收率先逐渐增大再逐渐减小,冷冻时间2~3 h时,回收率明显增加,冷冻时间在3~4 h时,回收率变化减缓,当冷冻时间为3 h时,回收率达到峰值;当冷冻时间不变时,随着搅拌速率的增加,回收率先逐渐增大再逐渐减小,当搅拌速率为20 r/min时,回收率达到峰值。根据等高线的形状可知搅拌速率和冷冻时间交互作用最强。
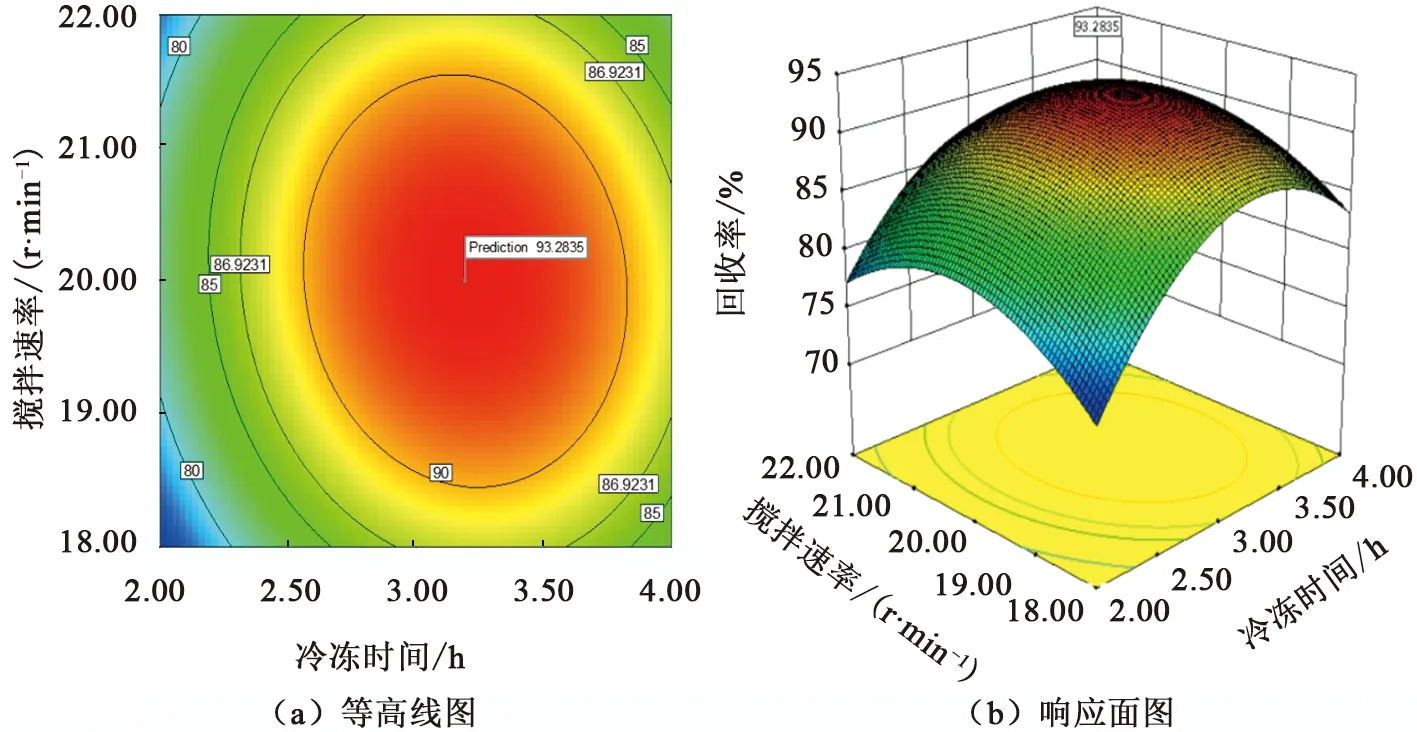
图7 搅拌速率和冷冻时间对头孢他啶回收率影响的响应面图谱Fig.7 Response surface graphs of the effects of stirring rate and freezing time on the recovery of ceftazidime
2.3 响应面最优条件的确定及验证
通过Design-Expert软件对试验参数进行拟合预测,得到最佳回收条件:冷冻温度-7.08 ℃、冷冻时间3.19 h、搅拌速率19.99 r/min,预测头孢他啶回收率将达到93.42%。
进一步验证模型方程的适用性与可靠性,结合生产实际可操作性,采用冷冻温度-7 ℃、冷冻时间3 h、搅拌速率20 r/min,进行母液中头孢他啶的回收试验,平行试验3次,结果头孢他啶的平均回收率达到93.15%,与理论值误差为-0.27%,表明拟合模型适用于优化头孢他啶母液回收处理的工艺参数,详见表4。

表4 验证试验结果Table 4 Verification test results
2.4 浓缩母液套用试验
按照1.2节浓缩母液套用工艺进行试验,与现有技术方法套用试验结果做对比。试验1分别是为应用悬浮结晶冷冻浓缩方法未套用和套用制备的样品,试验2分别为应用渐进冷冻浓缩方法未套用和套用制备的样品,试验3分别为应用初始母液进行未套用和套用制备的样品。由表5中试验数据可以看出,应用悬浮结晶冷冻浓缩方法套用制备头孢他啶的整体收率提升明显,由表6中检测结果可以看出,制备的样品质量指标与现有技术基本一致。

表5 对比实验Table 5 Comparative experiment

表6 头孢他啶主要质量指标情况Table 6 Main quality indexes of ceftazidime
3 讨论
本研究采用悬浮结晶冷冻浓缩方法处理头孢他啶母液,在单因素试验基础上通过响应面设计优化冷冻浓缩工艺参数,得出最佳工艺条件为:冷冻温度-7 ℃,冷冻时间3 h,搅拌速率20 r/min。经过验证,优化后工艺参数稳定,头孢他啶回收率达到93.15%,套用质量收率达到92.6%,比未套用母液的质量收率提升约8.3%,比应用渐进冷冻浓缩方法的质量收率提升约0.9%。该工艺操作简单、重复性好,具有实用价值,可为头孢他啶的后续研究提供参考。
猜你喜欢
医学理论与实践(2022年13期)2022-07-13
中国药学药品知识仓库(2022年7期)2022-05-10
科普童话·学霸日记(2021年3期)2021-09-05
科普童话·学霸日记(2021年1期)2021-09-05
石油炼制与化工(2020年2期)2020-02-20
中国氯碱(2017年3期)2017-04-18
琴童(2016年5期)2016-05-14
中国卫生标准管理(2015年18期)2016-01-20
中国卫生标准管理(2015年24期)2016-01-14
营销界(2015年23期)2015-02-28