
美国航空航天点焊标准在轨道车辆上的应用
2021-10-21 19:52刘海伟,李军,赵雪山,高文文,颜炳剑,郭猛,郭帅,张强
电焊机 2021年9期
关键词:轨道车辆
刘海伟,李军,赵雪山,高文文,颜炳剑,郭猛,郭帅,张强


摘要:按照合同要求,中车长客在某出口项目执行AWS D17.2/D17.2M:2013点焊标准,该标准是美国航空航天点焊标准,与现行的EN15085铁路轨道车辆焊接标准有较大的差别。从点焊工艺评定试验、设备验证试验、点焊质量判定、周期性检验等方面对AWS D17.2/D17.2M:2013点焊标准进行分析,并与国际铁路客车行业通用的EN15085焊接标准和日本点焊标准JIS E 4048进行对比,确定了AWS D17.2/D17.2M:2013点焊标准执行的重点要求,为项目的顺利实施提供了技术保障。
关键词:轨道车辆;电阻点焊;焊接标准;设备验证;验收标准
中图分类号:TG453+.9 文献标志码:B 文章编号:1001-2003(2021)09-0081-04
DOI:10.7512/j.issn.1001-2303.2021.09.15
0 前言
伴随中车长春轨道客车股份有限公司(以下简称长客)海外市场的开拓,采用点焊工艺的轨道车辆已经走出国门,成功进入了泰国、巴西、澳大利亚及美国等市场,出口车辆材质主要为不锈钢。电阻点焊形核过程发生在板材内部,无法直接观察,且焊接过程中焊核温度很高,升、降温速度极快,平衡态理论只能起到一定程度上的指导作用。为保证电阻点焊工艺满足要求,采取合适的电阻点焊标准并进行关键项点的验证和控制尤为重要[1-4]。
长客不锈钢地铁项目历来采用的是欧洲的国际通用标准,即轨道交通行业的EN15085质量标准体系[5]。而某地铁项目的业主提出了该项目需要执行AWS D17.2/D17.2M:2013点焊标准,此标准为美国航空航天电阻点焊规范,这是长客首次应用此标准[6]。
文中分别从生产过程中涉及到的点焊工艺评定认证方法选择、试验种类、设备验证、验收标准以及周期性检验等方面进行了说明,这些项点能够完整覆盖整个的点焊生产过程,并详细介绍了与EN15085标准存在明显差异之处。
1 点焊工艺评定认证方法选择
焊接工艺评定认证工作是保证焊接质量的重要组成部分。AWS D17.2标准中包含两种点焊工艺评定认证方法,分别为标准认证法和设计许用认证法。其中标准认证法需要检测3个金相试样和5个拉伸试样,相应结果均满足标准要求才认证该工艺合格。设计许用认证法需要进行180点拉伸试验,然后对180组拉伸数据进行整理分析,要求相应结果满足标准要求。目前长客采用的EN15085-3和EN ISO15614-12[7]标准中有类似于美标中标准认证法的认证方法,但是没有类似180点试验的认证方法。且AWS D17.2标准中并未给出两种认证方法的具体适用范围。
在公司生产的地铁项目中,存在多种板厚组合形式,同时板厚比例也大相径庭。根据经验积累,板厚比例过大时会导致焊核的偏移以及比例超差的压痕,此种情况下金相检测的合格率非常低,因此经与业主沟通,决定依据日本标准JIS E4048标准中对于板厚比例的规定。
日本标准JIS E4048[8]中对于组合形式板厚比例的要求为普通钢材及不锈钢重合板的合计板厚与外侧板的板厚之比应小于5。当3张或4张板重合时,普通钢材及不锈钢最厚板的板厚与外侧薄板的板厚之比应小于3。另外,不锈钢最薄板的板厚应超过外侧薄板板厚的1/2以上。
因此,结合AWS D17.2标准的执行难度和公司的实际情况,在项目的点焊工艺评定认证中当板厚组合形式满足以上的板厚比例要求时,选取标准认证法进行工艺评定的制作工作;当板厚组合形式不满足以上要求时,则选取设计许用认证法进行工艺评定的制作工作。
2 点焊工艺评定认证试验种类
2.1 标准认证法需要进行的试验
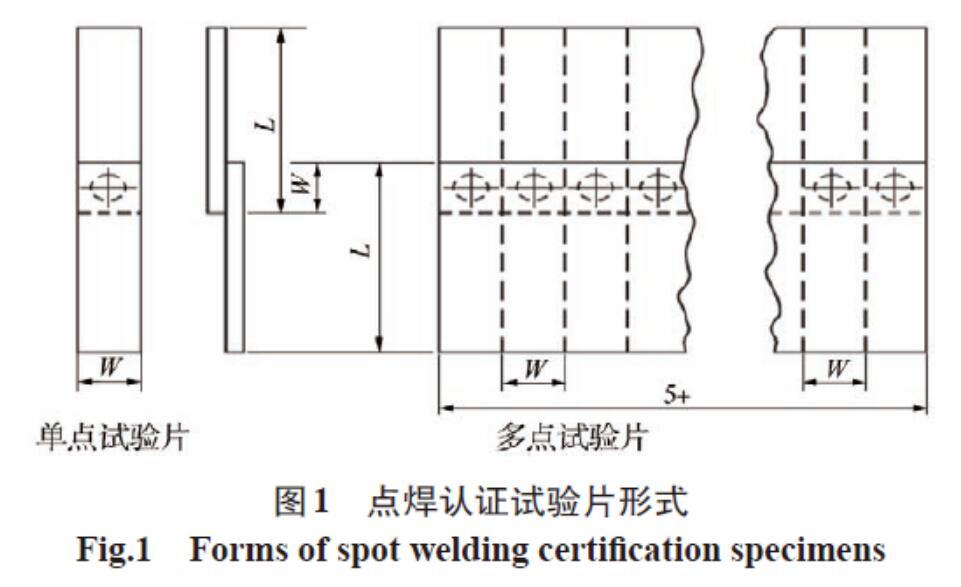
AWS D17.2标准中明确了标准认证法需要点焊的试验片数量和试验种类,如表1所示,共需8个点焊试验片,其中5个进行拉伸试验,3个进行金相试验。进行点焊的试验片可以分为两种规格,具体见图1。图1a为采用小试验片进行单点点焊试验,图1b为采用大试验片进行多点点焊试验后再切割成单点点焊试验片的规格。根据经验,多点试验片能够更好地模拟实际生产中存在的点焊分流、焊接变形、装配间隙等影响点焊质量的因素,故选取图1中的多点试验片进行点焊并开展相应试验。
2.2 设计许用认证法需要进行的试验
设计许用认证法需要点焊180个点焊试验片,然后全部进行拉伸试验并记录拉伸值,要求最小拉伸值需大于图纸上明确的拉伸值,此处默认拉伸值为标准认证法中相应板厚的拉伸值。
日本标准JIS E4048标准中无此相关内容,无可对比性。长客使用的EN15085-3和EN ISO15614-12标准,进行工艺评定认证工作需要进行2个金相试样和11个拉伸试样。根据经验可知,在金相试样满足标准要求时,拉伸试样基本能够合格,所以此标准的认证方法与美标的标准认证法基本一致。针对金相数量來说,美标稍微严于欧标,同时欧标没有类似180点试验相关的认证方法。
3 设备要求及验证试验
开展工艺验证试验前需要按照AWS D17.2标准中相关项点对点焊设备、拉伸设备、工装夹具进行确认或维保,具体要求如下:
(1)点焊设备必须配有合适的电源、能够充分冷却电极的装置,同时需要稳定控制和显示焊接电流、焊接压力和焊接时长的装置。焊接前焊接压力和焊接电流不能作业,焊接时需要稳定一致直至点焊工作结束。
(2)拉伸试验机的精度应该控制在指示读数的±2%以内,同时最大拉伸速度不应超过13 mm/min,不满足此标准的拉伸试验机不允许使用。
(3)工装夹具在设计制造时要充分考虑焊接电流分流的问题,保证焊接电流通过点焊料件完成点焊工作。
(4)所有涉及到点焊的设备均需定期进行维护保养,同时需要保存相应的维护保养记录待查。
在所有设备满足以上要求时,才能开展点焊设备验证工作,具体如下:
(1)点焊设备验证试验种类及数量。针对直接参与生产过程的点焊设备,AWS D17.2标准中明确了具体的设备验证需要进行5个金相试样和100个拉伸试验,具体的试验种类及数量具体如表2所示。
(2)点焊设备验证检测标准。
点焊设备验证试验片的检测标准与文中标准认证法的检测标准完全一致,同样需要进行目视验收、金相验收和力学性能验收,相应的标准不变。
(3)点焊设备工作范围验证需求。
将点焊试验片组合形式的厚度视为点焊设备的工作范围,需要对点焊设备实际工作范围上限和下限进行相应的验证工作。如设备工作范围上限和下限的试验全部合格,则证明能够满足此范围内的所有组合形式的点焊焊接工作。
日本标准JIS E4048标准中无此相关内容,无可对比性。长客使用的EN15085-3和EN ISO15614-12标准并未明确提及点焊设备的验证工作。相比来说美标需要进行设备的验证工作,比欧标要严谨很多。
4 验收标准
4.1 标准认证法的验收标准
点焊试验片验收标准从目视检验、金相检验和力学性能检验进行了明确,具体要求如下:
(1)进行目视检验的试验片的可见区域必须光滑无裂纹,如有缺陷视为不合格。
(2)进行金相检验的试验片需保证焊核连续,如果不连续发生在自熔核边缘的熔核半径15%的范围内,或者不连续性延伸至外部薄板的部分超过焊缝薄板厚度25%,或者不连续性最大尺寸超过焊缝熔核直径的15%时均视为不合格。
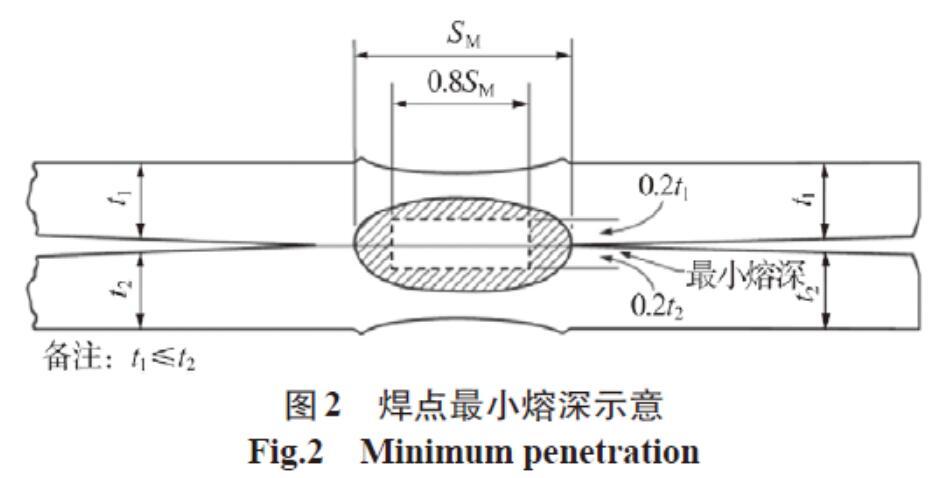
在金相检验时需要检测焊点的最大熔深和最小熔深,最小熔深示意如图2所示。对于最大熔深,在任意形式的试验片组合中,外侧试验片的熔深都不得超过试验片自身厚度的90%,否则视为不合格。对于最小熔深,在2个相同厚度的试验片组合中,每个试验片的熔深都需超过试验片厚度的0.2倍。如果是2个不同厚度的试验片组合,那么每个试验片的熔深需要超过较薄试验片厚度的0.2倍。在3个或3个以上的试验片组合中,外侧试验片的熔深需要超过外侧试验片中较薄试验片厚度的0.2倍。如不满足以上要求均视为金相检验不合格。
在金相检验时还需要检测焊核直径,如果2个试验片形成组合中板厚不一致,那么根据组合中较薄试验片确定焊核最小直径,在3层及3层以上试验片形成的组合中,以组合外侧2个试验片中的较薄试验片来确定焊核最小直径。AWS D17.2标准中明确了不同板厚试验片的最小焊核直径,如检测结果小于规定数值,则视为不合格。
AWS D17.2标准中对力学性能不仅有最小值和平均值要求,对一致性也提出了要求。其中要求所有试验片的拉伸值均不低于标准中明确的最小拉伸值,同时要求所有试验片拉伸值的均值需要大于标准中明确的最小拉伸值。对于一致性方面,要求90%试验片的拉伸值在拉伸平均值的±10%以内,同时超出平均值±10%的拉伸值不允许超过平均拉伸值的±20%。
4.2 设计许用认证法的验收标准
点焊试验片验收标准从最小值、平准值和一致性三方面进行了要求。对于设计许用认证法检测的180个焊点的拉伸值,既要满足所有试验片的拉伸值均需要超过图纸中明确的最小拉伸值,还要记录并计算180个焊点的平均拉伸值。最重要的是要求95%试验片的拉伸值称必须大于平均值的0.875倍。
采用标准认证法或者设计许用认证法的试验片都需满足相应的验收标准,如存在不满足现象需要经调整焊接参数或其他方法处理后重新进行试验并检测直至合格。
通过对比,美标需要对拉伸值进行统计分析,对拉伸值的最小值、平均值和一致性也有要求,较日标和欧标更为严谨。
5 生产期间周期性的检验试验
在实际生产过程中,AWS D17.2中明确了在每天开工前、每工作2 h后、更换电极后、完工后均需要进行周期性试验。EN15085-3中仅明确需要根据焊接数量、焊接设备和焊接性能定期进行试验,并未明确间隔时间。日本标准JIS E4048标准中无此相关内容,无可对比性。
中车长春轨道客车股份有限公司按照以上步骤开展了点焊相关的工作,满足了AWS D17.2航空航天用电阻焊接规范的相关要求。通过美标与欧标的对比,AWS D17.2航空航天用电阻焊接规范相对更为细致、严谨、全面,为在执行欧洲点焊标准时提升焊接质量提供了一条可以借鉴的途径[9]。
6 结论
(1)从标准覆盖面方面对比。JIS E 4048标准仅明确了焊点间距和到边缘的距离,对于其他项点均未进行要求。EN15085-3标准相对JIS E 4048标准还明确了工艺评定实验要求、验收标准和生产周期检验。AWS D17.2标准相对EN15085-3标准还明确了设备要求及验证方法。整体来说标准完整程度为AWS D17.2标准最高,EN15085-3标准次之,JIS E 4048标准最低。
(2)从拉伸值要求方面对比。JIS E 4048标准标准和EN15085-3标准仅明确了最小拉伸值。AWS D17.2标准除此之外还明确要求平均值和一致性,不论是标准认证法的涉及到的5个拉伸值,还是设计许用认证法涉及到的180个拉伸值,还是设备验证涉及到的100个拉伸值,均对拉伸值的最小值、平均值和一致性进行了要求。即AWS D17.2标准最高,EN15085-3标准和JIS E 4048标准次之。
参考文献:
[1]张洪延.电阻焊:基础与应用[M].北京:科学出版社,2016.
[2]赵熹华,冯吉才.氩焊方法及设备[M].北京:机械工业出版社,2005.
[3]郭猛,张勇,王亭,等.外加磁场对轨道车辆不锈钢点焊组织性能的影响[J].焊接,2019(8):61-64.
[4]刘庆祝,王洪潇,赵国新.激光焊搭接工艺与电阻点焊工艺在轨道车辆不銹钢车体中的对比分析[J].电焊机,2018,48(10):44-47.
[5]EN15085-3-2007(C),铁路的应用-铁路车辆及部件的焊接[S]. 2007.
[6]AWS D17.2/D17.2M:2013航空航天用电阻焊接规范[S].美国国家标准,2013.
[7]EN ISO 15614-12:2004(E)金属材料的焊接工艺条件及说明书-焊接工艺测试-12部分:点焊、缝焊和凸焊 欧洲电工标准化委员会[S]. 2004.
[8]JIS E 4048:2008 铁路车辆-客车车体结构-点焊接头的设计方法[S].日本工业标准委员会,2008.
[9]王大臣,刘晓琴,逯连文,等.电阻点焊熔核检测标准对比及分析[J].电焊机,2020,50(6):96-99.
猜你喜欢
科技创新导报(2017年10期)2017-06-19
中国高新技术企业(2016年36期)2017-05-27
科技创新与应用(2017年13期)2017-05-24
科技资讯(2017年6期)2017-04-26
科技资讯(2016年36期)2017-04-21
山东工业技术(2017年7期)2017-04-10
中国科技纵横(2017年3期)2017-03-29
山东工业技术(2017年6期)2017-03-28
企业文化·中旬刊(2016年5期)2016-05-16
科技传播(2016年7期)2016-04-28
