
汽车门总成面差不稳定性研究
2021-10-20 06:26:56程宗乔赵秀侠刘守伟
模具制造 2021年8期
程宗乔,李 铁,赵秀侠,刘守伟
(奇瑞汽车股份有限公司,安徽芜湖 241000)
1 引言
近年来,现代汽车工业迅猛发展,车型更新日新月异,汽车的整体制造技术在不断提升。在进行汽车制造的过程中,车门包边工艺是提升汽车建设质量的重要组成部分。在车门包边工艺过程中,面差是衡量包边工艺的一个重要因素,因此面差的稳定性是迫在眉睫且需要解决的一个难题。它是一个较为复杂的系统技术,除门内板面差不合格、门外板回弹、内板焊接变形等常见因素影响外,受压爪压紧程度、内板料边长度、内外板棱线不对齐等不常见因素影响。本文以T1C 为例,从以上几个因素着手,分析如何提高门包边面差的稳定性,为后续车型提供技术支持。
2 现状
T1C 等车型门总成初期面差尺寸超差且不稳定,T1C后门前部面差大多偏低(要求公差-0.5~+0.5mm,实际部分面差低于-0.5mm),后部与侧围匹配处部分面差高(要求公差走负差-1.0~0mm,实际部分走正差),且不稳定(内板焊接总成对应处面差基本合格),总成合格率在85%~92%之间波动,如图1所示。
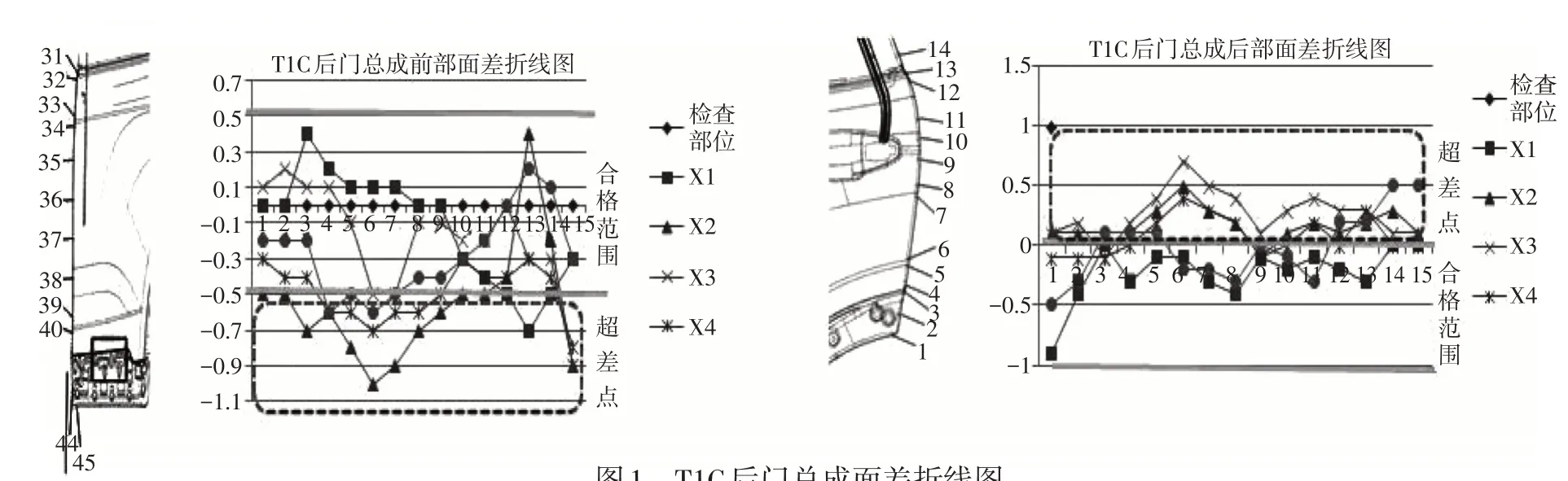
图1 T1C后门总成面差折线图
检查门内板及焊接总成,面差均合格,且一致性比较好,门外板反弹也在公差范围内,以下就压合过程中不常见的影响因素进行分析。
3 问题分析
3.1 压爪压紧程度影响因素
T1C 左右后门B 柱面差低(内板焊接总成面差合格,压合后总成面差不合格、不稳定),经排查,该处压爪布置在空腔位置,一定压力下导致该处内板下沉,压合边处上翘,从而引起压合面面差低,如图2、表1所示。
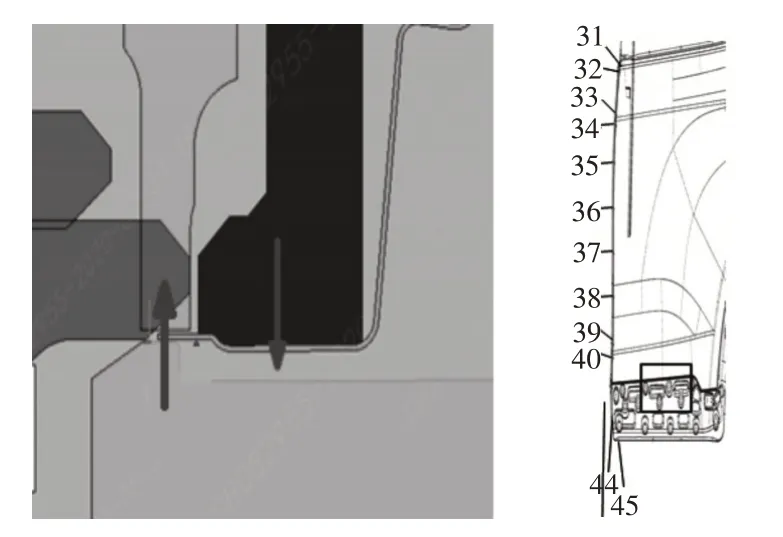
图2 压合模压料图示

表1 T1C右后门测量值 mm
建议措施:
内外板有空腔的,压爪不能强压,只能轻轻压住内板(研合时轻微着色)。
3.2 内外板棱线、台阶处不对齐影响因素
T1C 后门后部面差超差、不稳定(内板焊接总成面差合格,压合后总成面差不合格、不稳定)如图3、表2所示。经排查得出以下原因:

图3 压合后面差值
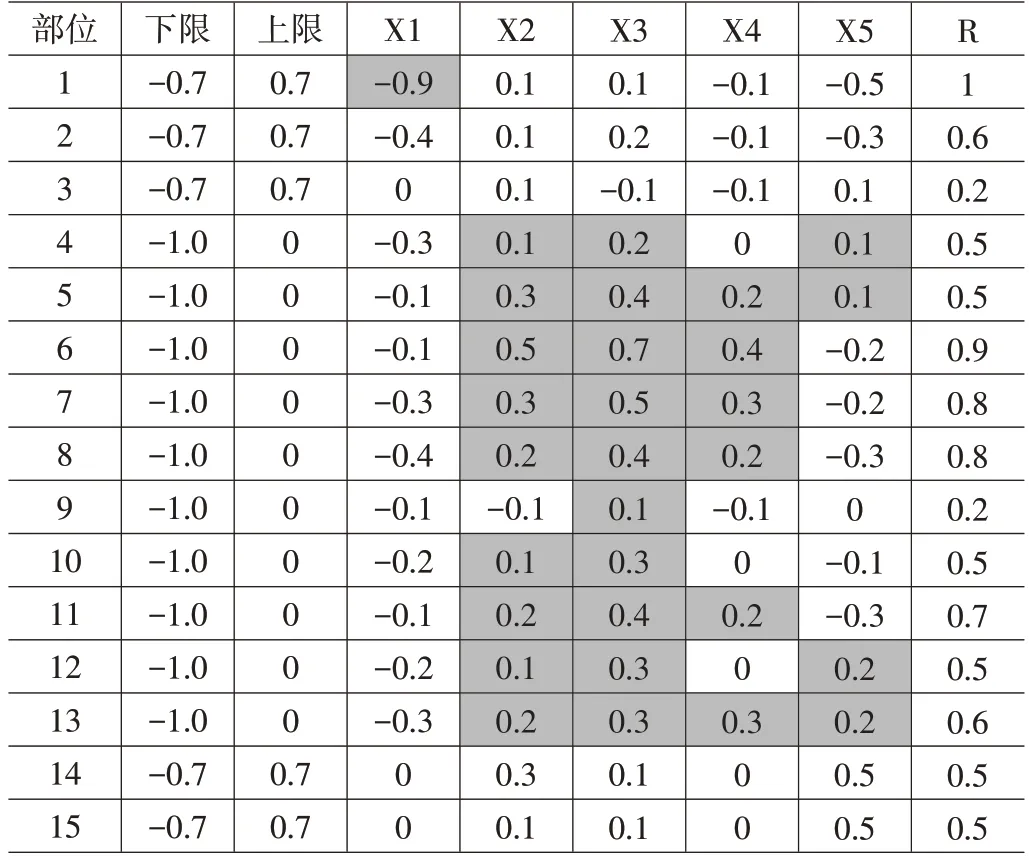
表2 T1C右后门检测表 mm
内外板在棱线、台阶处不对齐,如图4所示。造成棱线一侧内外板干涉,一侧内外板空腔,如图5所示,这样在包边过程中会受到不稳定的侧向力,导致内板压合面发生变形(塑性/弹性),致使内外板相对尺寸变化。
建议措施:
内外板棱线、台阶处对齐,保证内外板不干涉,不形成空腔。
3.3 内板压合面局部料边过长影响因素
T1C门下部内板总成面差合格,压合后面差却高0.5~1.2mm,如图6 所示,经排查:测量内板料边最长1.4mm,如图7 所示,大于产品定义间隙1.35mm,与外板干涉,如图8所示,压合后面差超差,经手工打磨内板后,面差合格。

图8 实物与外板干涉
3.4 内板压合面及其测量方法影响因素
内板检测时,测量的为边缘面,尺寸合格,但根部面差高,又由于根部强度高,压合后面差偏高,如图9所示。

图9 内板面差测量
建议措施:
(1)内板根部不得比边缘高,理想数据是根部比边缘低0.3mm,建议内板采用凹检,压合面采用双点检测(边缘与根部)。
(2)压合面平整、光顺、无起皱、无毛刺。
4 总结
通过对导致门总成面差不稳定性缺陷的几个解决措施的总结,为后期门总成压合提供技术支持。
猜你喜欢
模具工业(2023年1期)2023-02-10 05:57:58
航空制造技术(2022年12期)2022-07-15 06:23:34
锻造与冲压(2021年22期)2021-11-30 07:26:22
锻压装备与制造技术(2021年3期)2021-08-13 08:40:08
汽车工艺师(2021年7期)2021-07-30 08:03:28
装备制造技术(2020年1期)2020-12-25 05:18:50
医药前沿(2020年32期)2020-03-26 08:55:34
时代汽车(2019年12期)2019-09-13 07:50:06
商品与质量(2018年37期)2018-05-24 09:07:14
制冷学报(2017年4期)2017-08-16 09:18:28
