
基于工业互联网的设备健康管理系统研究
2021-10-15 05:12曲宗福刘舒妍徐驰
中国设备工程 2021年19期
曲宗福,刘舒妍,徐驰
(格创东智(深圳)科技有限公司,广东 深圳 518052)
1 前言
当前疫情的常态化和全球经济的不确定,促使企业更加关注对设备、人员、供应链的优化。随着我国智能制造的推进,工业企业也普遍意识觉醒,开始积极主动转型,工业现场设备的自动化、数字化、智能化水平大大提高。很多企业引入了工业4.0的设备,但依旧延续着2.0的管理方式。构建现代企业的数字化新型设备管理体系和能力,是企业迫切的需求。这当中,工业互联网作为我国推进智能制造的核心抓手,从 2017年起,就被提升到国家战略的高度并被列为“十四五”规划。各行业的工业领军企业越来越重视生产设备的数据采集和联网,基于工业互联网的设备健康管理系统(Equipment Health Management,EHM),也成为企业最期待突破的应用方向。国内外工业互联网应用方向统计图如图1。
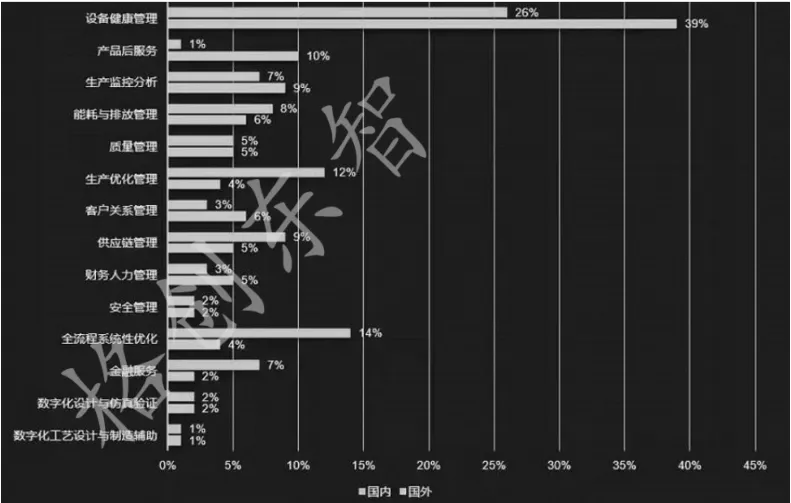
图1 国内外工业互联网应用方向统计(数据来源:工业互联网产业联盟)
从供给侧角度看,目前市面上的设备管理软件,企业应用效果却不尽如人意,主要存在问题如下:
(1)片面追求系统的大而全,缺乏深度功能:企业从国外引进的各类企业资产管理(Enterprise Asset Management,EAM)、企业资源计划(Enterprise Resource Planning–Project Management,ERP)、全员生产维护(Total Productive Maintenance,TPM)等系统,但他们的管理模式和我国实际国情出入较大,又流程环环相扣扣,缺乏柔性,系统操作复杂,水土不服导致现场实施推行困难。而许多定制化的设备管理软件,大多出自没有现场工程经验的互联网或IT企业,更侧重从财务、信息技术(Information Technology,IT)、流程视角的资产管理,功能上片面追求大而全,重管控、轻体验、重数量、轻质量,低水平重复建设,产品化程度不够,看似涉及范围广泛,实则深度不足,缺乏专业的设备状态监测、故障诊断、辅助维修等模块。而缺失的这些模块,往往是企业制定和优化设备维护管理策略的重要依据和支撑。
(2)各类设备相关系统架构分散,存在数据孤岛:很多企业在上马数字化的项目中,现场以制造执行系统(Manufacturing Execution System,MES) 等 为 主, 设备管理相关功能被拆散,设备数据和相关功能被广泛分布在ERP、EAM、MES、数据采集与监控系统(Supervisory Control and Data Acquisition,SCADA)和各类第三方的设备状态检测系统中。而各个系统的设备管理的侧重点、设计思想不尽同,系统之间接口适配困难,整体缺乏设备工程视角的统一架构规划,数据集成差。现场工程师往往不得不在各个系统间反复跳转,工作效率低下。
(3)系统模型积累有限,导致设备工况精准报警、故障智能诊断能力不足:由于目前商业模式仍然是系统的本地化授权为主,数据不出厂,系统开发商很难取得设备运行数据,并将故障的历史数据特征进行挖掘和模型训练,这导致了目前大部分系统仍然是简单的模型和人为规定的上下阈值报警。而这类系统在实际运行环境中,往往在变化工况、设备启停等常规操作下就会产生误报,不能有效检测出设备真正因长时间运转产生的微小破损或劣化,从而失去了报警的意义。同时数据和模型的缺失也导致备受关注的设备预测性维护,落地效果不及预期。
针对以上问题,基于工业互联网平台,在原有系统的基础上,研制一套快速感知、实时监测、超前预警、联动处置、智能维护和诊断的设备一体化EHM平台,是现代设备管理发展的必然趋势。同时,从以往的单纯财务视角下的EAM和ERP,聚焦到设备本体健康的EHM,不仅仅是因果因素的转换,也是新形势下企业对设备工况、工艺过程智能化、精细化管理和控制,极致增效降本,使系统更加实用化、价值化和一体化的必然路径。
2 EHM 系统与其它设备管理系统的联系与区别
在长期的企业生产设备健康管理应用实践中,我们认识到,想要使得设备在全生命周期内可以稳定、高效、安全运行,就必须在设备采购安装、运行使用、维护维修、诊断工程和改造报废的方方面面实施一套相互联动“从生到死“的系统性管理方案。其中任一环节的丢失,都将影响设备的在全生命周期内的可靠性、维修性、测试性、保障性和安全性。因此,我们认为EHM系统应是以保障和提高设备稳定和安全性从而降低企业运行成本的科学管理手段;其主要过程应对工业设备全生命周期各阶段的完整管理和维护;其主要方法包括运行监测、故障诊断、健康评估和维护、保养记录、备件追溯等。
在功能上,EHM系统与EAM、ERP、MES和故障预测和健康管理系统(Prognostic and Health Management,PHM)有密切联系,具体来说:EAM系统往往是企业部署ERP后,为资产密集型企业在资产建设、维护中减少维护成本,提高资产运营效率,通过现代信息技术减少停机时间,增加产量的一套企业资源计划系统,其管理对象侧重于设备硬件本体,对设备软件、数据、模型几乎没有管理,对设备诊断工程涉及不深。MES系统通常也会带有设备管理的模块,一般包含了设备台账、异常报警报修、工单处理等,但是MES的核心目标是为了保障设备生产导致的异常会被快速响应和处理,而对设备本身的故障处理、设备维护过程的人机界面并不友好,所以通常设备部门很难将自己的工作嫁接在MES上。PHM通常侧重于通过数据处理和大数据分析,做复杂设备故障状态的监测、预测。目前大部分是一些技术公司在局部设备、局部点的应用,并没有整合到跟整个设备管理场景、设备机理模型、设备日常运维数据上。
EHM系统首先是管理对象从原来的单纯设备物理本体,叠加上了设备上的软件、过程数据、设备和机理模型。根据工信部相关数据最新统计,目前我国企业生产设备的数字化率平均为47%,关键工艺的数控化率51%,关键设备联网率41%。嵌入式软件、人机界面、数据监测模型等都是新型设备的重要组成部分,都应是新型设备管理的范畴。
其次,EHM是聚焦在设备运行态的数字化运维管理、和故障诊断乃至工艺监控。健康的评价指标不局限于设备的本体健康(工况故障),因为设备数据的全面性,也可以监控和预计设备的亚健康状态(工艺异常)。突破了无故障就是完好的传统概念。根据调研显示,目前在用的工业设备,健康状态的约占20%,亚健康状态的占60%,故障状态的约占20%。根据设备的运行数据、维护数据、故障分析数据等,综合形成设备的健康指数,可以发现大量处于“亚健康”状态的设备,并作出相应的维护策略优化建议。各个系统设备管理的范畴和侧重点如图2。

图2 各个系统设备管理的范畴和侧重点
3 EHM 在整体数字化架构中的位置
EHM作为新一代设备管理的核心系统,可以将底层各个控制和诊断系统、物联网(Internet of Things,IoT)等相关设备数据统一存储和建模管理(如图3),顶层跟ERP、MES、EAM等设备主数据互通。如果企业没有EAM,ERP或MES里的设备管理模块,EHM 作为企业设备管理的主系统,可替代 EAM、MES等系统的设备管理。

图3 EHM在企业数字化架构中的位置
4 EHM的总体架构和主要功能
4.1 EHM的总体框架
EHM的系统架构如图4所示,由感知层、平台层、应用层构成。在应用层中由于EHM的强大集成性能可以和生产系统、能源管理等设备关联子系统互联互通,并能从工程师、车间管理者和财务管理者等视角,给出不同层次的设备管理决策和策略优化建议。在感知层能以设备为中心实现在线、离线等各种异构数据的整合建模。

图4 EHM总体架构
4.2 EHM的主要功能
(1)设备多源异构数据的采集功能。多源异构数据是设备在复杂工况下,故障报警、分析和诊断,保障高可靠的基础。EHM系统通过统一的边缘网关,结合平台协议库,实现采集过程的标准化,同时以插件化形式提供不同通讯协议或者总线协议,得以满足不同设备、不同信号数据的采集需求。采集周期、采集协议、采集标准均可自由定义和配置。对于已经在SCADA 或者集散控制系统(Distributed Control System,DCS)、MES或者第三方状态监测系统中采集和存储的数据,可以以应用程序编程接口(Application Programming Interface, API)的形式,由平台的软网关API集线器(API Huber)直接汇总到EHM中。一些额外新加的传感器数据,比如高频振动,可以通过专有的东智GVS系列高频数据采集网关,上传到EHM平台。此外借助EHM系统网关的边缘计算能力,可对采集数据进行必要的清洗过滤,例如传感器故障导致的死点、坏点等,或设备启动或变工况时造成的冲击、突变的异常数据处理,高频数据的有效值转化等等,从而有效地减轻后台数据分析与处理的压力。
(2)工业互联网平台搭建功能。EHM系统支持搭建工业互联网平台。EHM可以将时序数据的压缩存储、高速处理和算法模型环境、功能应用的分布式部署环境、微服务开发框架、IoT工具、流程引擎配置等面向IT、运营技术(Operational Technology,OT)、数据技术(Data Technology,DT)的人员封装和平台化,对于有二次开发需要和能力的企业,也可以支持差异化业务模式的功能二次开发、设备模型的构建、故障诊断模型的训练等。
(3)设备档案的数字化和全生命周期可视化管理功能。EHM系统可以构建设备360度数字化档案,包括了按设备类型定义的设备型号、结构树和测点定义等静态属性和历史报修、工单、维护记录、状态趋势等相关动态属性数据。从数字化档案中,也可以归集出设备从安装、运行、变动、维修、保养、润滑、报废等全程管理数据记录,形成静态、动态数据完整的设备履历档案。
(4)维护维修过程管理功能。EHM支持周期修(Time-Based Maintenance,TBM),状态修(Condition-Based Maintenance,CBD),点检修(Inspection Repair,IR),事后修(Breakdown Maintenance,BM),委外修(Outsourcing Repair,OR)等,并在过程中提供移动化APP作业端、故障知识树等快速辅助诊断工具。由于不同企业的流程定义不同,系统提供流程引擎,支持企业对工单流程的自定义,并且和企业的办公自动化系统(Office Automation,OA)等对接,保障审批流和待办的企业级统一入口。
(5)备品备件及仪器仪表,辅助工具管理功能。跟一般ERP或者仓库管理系统(Warehouse Management System, WMS)中仅仅侧重于进销存管理不同,EHM对备件管理可以按工单和设备进行更精细的备件耗用管理,对重点备件可以记录使用周期或者消耗情况,从而实现备件的全生命周期管理。如果企业管理流程执行情况良好,EHM系统也可以根据未来的维保计划,推测备件耗用计划,和安全库存比对,自动生成采购申请,可以跟ERP中的采购申请(Purchase Requisitions,PR)等流程对接等。此外,本功能模块也延申出工装、模具、仪器仪表等辅助工具管理功能。
(6)状态监测功能。随着IoT技术的成熟和设备接口开放度的提高,越来越多的重要设备的过程工艺量、外置传感器、仪器仪表,通过采集网关,可以在线接入。对于辅助设备、低价值设备可以采用手持终端点检的方式读取状态检测数据并上传到平台。所有设备参数都在设备结构树里定义为测点,和不同的数据源做绑定。EHM系统既可以对单一参数进行多样化的信号处理方法(如时频分析、相关性分析、阶次分析、模态分析等),也可以通过EHM系统内置的多因子分析工具,根据故障样本数据,通过不同分类和回归的机器学习算法,对多维数据进行去冗余和降维处理,从而计算出设备健康置信度(CV)的有效值(OA),对OA指标可进行的时间趋势、非平稳性、陡峭度、突变量等不同特征模式下的告警。设备状态监测部署架构如图5。

图5 设备状态监测部署架构
(7)专家系统功能。状态检测是做到设备异常状态的报警,可以实现根据既定的故障报警码或者故障知识树、或者是根据参数推理出的故障原因,做简单的故障报警。对于更为复杂的机组设备,EHM的状态监测功能会将结果导入专家系统,通过部署在专家系统内的深度学习算法模型,EHM将根据传入结果匹配系统内置的设备机理库、模型库,根据采集到的数据,推理出故障发生的部位、故障原因的概率。系统也可以定期自动生成设备健康诊断报告,作为设备维护策略的依据。设备诊断报告示意图如图6。
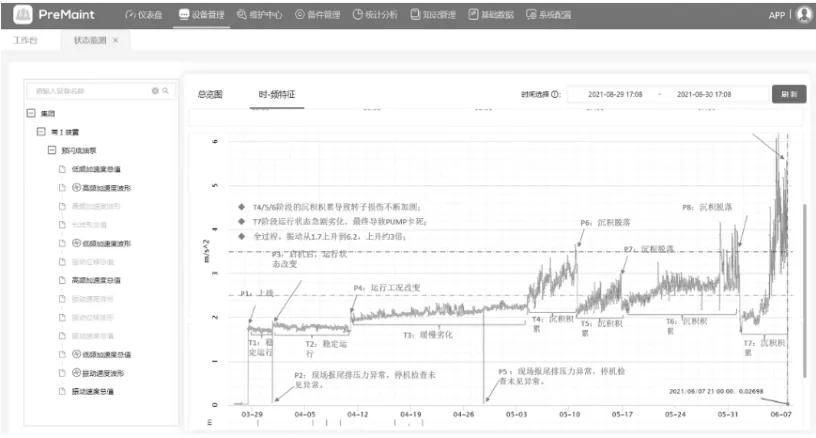
图6 设备诊断报告示意图
(8)可视化功能。通过EHM的可视化功能,集团高层、工厂车间中层、工程师等不同角色所关心的核心信息、待办任务、重要提醒等,将实现差异化的展示和监控。设备管理的各类关键绩效指标,比如设备综合效能、平均无故障运行时间、平均维修时间、预防性维护工作完成率、设备维保成本、设备维保工时、故障原因等在EHM的可视化功能中也可按时间、组织、设备、人员等多维度实现综合比对和分析。对于重要的设备机组,EHM的可视化功能模块也支持实现组态概貌图的实时监控。
5 结语
设备管理数字化系统的本质是,帮助企业找到设备维护的最佳平衡点(如图7所示)。EHM能根据设备价值和风险矩阵,依靠全面的设备维护过程数据,驱动维护决策优化,帮助找到具体设备在不同工况下的最佳维护策略,既不过度维护,也不维护不足。

图7 最佳维护平衡点
EHM能够将符合中国国情的设备管理体系,融合IT、OT、DT的知识和经验,利用工业IOT、工业大数据、工业AI等新技术,集成了设备自动点检、检维修、在线状态监测、报警模型构建、故障智能诊断等功能,可以对设备本体、数据、模型进行全维度和全周期的动态管理,满足企业设备管理一体化的需求和场景。
猜你喜欢
中华诗词(2022年6期)2022-12-31
中国特种设备安全(2022年6期)2022-09-20
汽车维修与保养(2019年7期)2020-01-06
电子制作(2018年11期)2018-08-04
中国科技论坛(2017年7期)2017-07-25
汽车维护与修理(2016年10期)2016-07-10
工业设计(2016年12期)2016-04-16
汽车维修与保养(2015年6期)2015-04-17
汽车维护与修理(2015年2期)2015-02-28
中国中医药现代远程教育(2014年22期)2014-03-01
