
杜马气刀在攀钢镀锌线上的应用
2021-10-14 14:20:12杨晓东刘弋黎苗
鞍钢技术 2021年5期
杨晓东,刘弋,黎苗
(攀钢集团攀枝花钢钒有限公司,四川 攀枝花 617023)
攀钢集团攀枝花钢钒有限公司冷轧厂一共有5条镀锌机组,机组采用美钢联法或者改良森吉米尔法热镀锌热生产工艺,每条机组均配置有气刀,先后使用了美国科勒气刀、法国克莱西姆气刀、洛阳四力气刀以及德国杜马气刀。每套气刀均满足了当时产品市场定位的要求,随着工业技术的不断发展进步,汽车业和家电行业有了迅猛的发展,迫切的需要高质量的热镀锌产品,尤其是对锌层均匀性提出了更高的要求。原来的气刀刀唇没有自动清理装置,气刀由单嘴三腔构成,吹出的锌层均匀性差,锌粒、锌流纹、辊印、边厚、条锌、亮点、结瘤等缺陷突出。因此,攀钢在2019年对某机组气刀进行了升级改造,升级后的气刀采用了杜马气刀。这套杜马气刀最大的亮点是结合了带钢稳定装置、采用非接触式的边缘挡板控制技术、独特的径向控制技术和沉没辊轴瓦套倒“V”安装技术。
1 杜马气刀的构成
杜马气刀采用吹气法镀锌,应用流体冲击学原理控制带钢锌层的厚度,这种方法是采用一个横贯整个带钢宽度的缝形喷嘴,喷嘴喷出连续的像刀一样的扁平气流,把带钢表面多余的锌吹掉,吹气刮锌动态示意图见图1。剩下的锌液附在带钢表面形成保护层,防止带钢被腐蚀,锌层厚度受到吹气压力、带钢速度、喷嘴距离、喷嘴高度、喷嘴角度的影响,这些参数在实际生产实践中,经常纵横交错,十分复杂。杜马气刀属于是多腔式单嘴气刀,刀唇采用均匀缝隙,影响锌层厚度的关系可由下式近似表示:

图1 吹气刮锌动态示意图Fig.1 Dynamic Diagram for Zinc Scraping by Blowing Air

式中,Gz为锌层厚度,g/m;K为由p/au (p为吹气压力,a为相邻喷嘴之间距离,u为带钢速度)决定的系数;b为喷嘴缝隙,mm。
为了使气刀吹出的气压稳定,气刀结构和控制越来越复杂。一台好的气刀设备,主要取决于气刀本体的机械结构,同时要具备良好的操作性。杜马气刀主要由气刀本体、边缘挡板、带钢电磁稳定装置、电气控制单元4个部分组成,气刀整体示意图见图2。
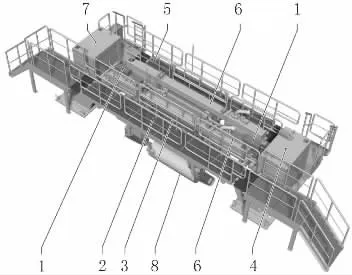
图2 气刀整体示意图Fig.2 Overall Sketch for Air Knife
1.1 气刀本体
气刀的本体主要由三辊六臂、前后刀架(包含刀唇)、刀架座、供风系统组成。气刀底座上的三辊六臂分别是沉没辊、稳定辊和矫正辊,沉没辊臂上的轴承由高耐磨陶瓷组成,采用倒“V”安装技术,它们被设计成一个两点轴承(棱镜轴承),用于操作沉没辊的定位,解决了传统轴瓦套磨损产生振动的问题。稳定辊和沉没辊在一个横梁上,均采用被转。矫正辊梁用定心销和螺纹接连固定到两个底座上,对带钢板形进行矫正,带传动控制。气刀前后刀架位于带钢前后侧,气流从气刀腔体吹出,气刀喷嘴的间隙可以根据生产需求进行调整,杜马气刀的喷嘴在带钢区间采用均匀间隙,刀唇端头略宽,调节精度0.03 mm,调节范围0.8~2.7 mm,手动离线调节。气刀间隙宽度根据带钢宽度进行自动调节,可以显著降低噪音,也可以减少空气或者气体介质的消耗量,在使用氮气的情况下具有很大的经济优势。气刀刀架上的喷嘴角度可以手动调整,角度范围为-5°~0°,精度±0.1°,角度显示在操作画面上。气刀刀唇具有自动清理功能。沉没辊带有沉没辊加热炉,加热模式有两种,快速加热(4 h),慢速加热(7 h)。
杜马气刀供气系统具有空气、氮气两种供气方式,其中,氮气供气生产成本较高,只有在产品表面质量要求较高时采用。本案例采用的是氮气接口预留使用空气供气的方式,供气系统具有良好的冗余和实用性能,如果上、下气刀一侧供气回路出现故障,可以打开旁路供气阀,利用一台风机为上、下气刀供气,供气系统原理图如图3所示。
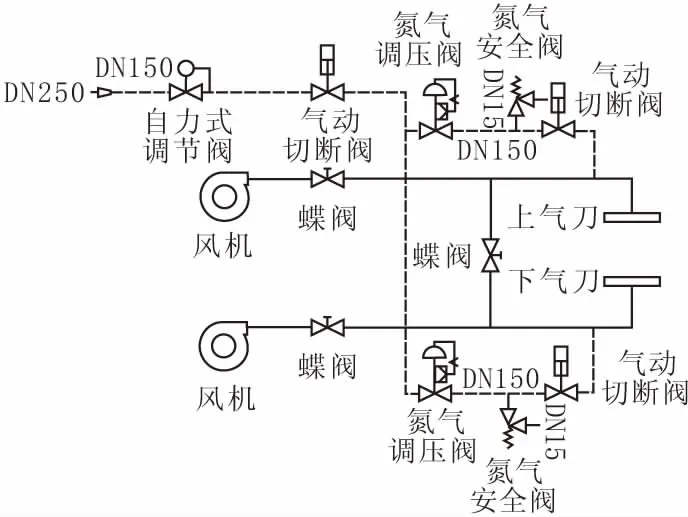
图3 供气系统原理图Fig.3 Elementary Diagram for Air Supply System
杜马气刀的技术优势在于气腔采用径向控制器技术,刀唇气腔结构见图4。它是多腔式结构,径向控制器基本上由两个带有径向狭缝的管子组成,气流从中间最小的管子内流入,先从内管壁上的孔和外管壁上的孔进入方形腔的右侧,即第二个气刀腔,再通过方形腔下面的分隔板上的孔进入方形腔的左侧,这是第三个气刀腔,最后再经过一道孔板进入气刀嘴腔,即第四个气刀腔。这样就能使气体即使在压力极低的条件下,也能在气刀气腔结构整个宽度方向上绝对一致。可以快速调节供气压力,这是杜马气刀的一项独特设计。空气的量和压力在气刀的整个宽度上同时调节。此外,径向控制器中气流分布的均匀性也被交错层进一步提高了。
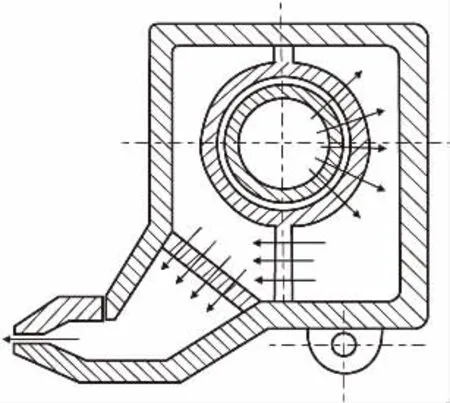
图4 刀唇气腔结构Fig.4 Air-chamber Structure of Knife Lip
1.2 非接触式边缘挡板
杜马气刀采用非接触式的边缘挡板,改变了原来接触式的边缘挡板,好处是与带钢不接触,锌液不会接触到边缘挡板的导向轮上。现在的导向轮作用是防止设备失效,起到保护作用,减少带钢边部由于气流紊乱产生的增厚缺陷,同时减少高频噪音。非接触式边缘挡板分别安装刀架座子上位于带钢两侧,主要由带钢边缘检测、道轨、伺服驱动、边缘挡板、控制单元等组成,边缘挡板机械结构图示意图(传动侧)见图5。
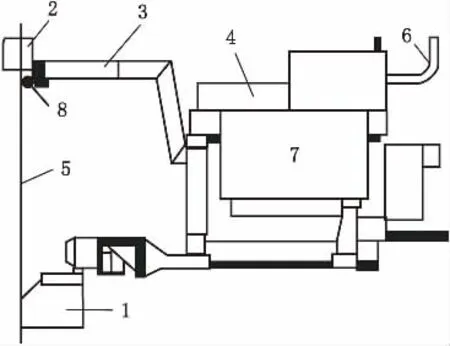
图5 边缘挡板机械结构图示意图(传动侧)Fig.5 Schematic Diagram for Mechanical Structure of Skirting Baffle (Drive Side)
1.2.1 边缘挡板工作原理
由于带钢宽度小于气刀刀唇宽度,带钢边部以外气流形成对冲。带钢边部区域处于紊乱气流状态,导致刮锌能力下降,并可能产生边厚、飞渣、结瘤等质量缺陷。边缘挡板装置相当于延长带钢宽度,其宽度几乎将整个刀唇都覆盖,使气流能像钢带中部一样,均匀地喷向钢带边缘,从而使产品表面的镀层也能均匀一致。使用边缘挡板的另一个作用就是可以消除钢带宽度以外气刀吹出的高频噪音,有利于改善工作环境。
1.2.2 挡板的调整
挡板的调整分挡板高度的调整、挡板与带钢距离调整,以及挡板平直度调整。高度调整是调整挡板与刀唇作用线的高度,现场经验要求挡板自圆弧过渡起弧点往上5 mm范围为高度调节范围。经验证明,边部气流在该位置比较稳定,镀层均匀。挡板与带钢的距离一般要求最小2 mm,但最大不超过5 mm,当挡板与带钢边缘距离大于4 mm时,挡板对带钢边部压力的影响已经不明显了,与没有挡板的情况相近。 挡板的平直度调整对边部增厚效果影响最大,通过调整边缘挡板底座与带钢水平电机,可以带动边缘挡板整体移动,使挡板与带钢的中心线重合,始终保证挡板平直度且与带钢保持平行,为了防止带钢偏离过钢线,边缘挡板配置有两个伺服驱动器,使边缘挡板能够“跟随”带钢的偏差进行自动控制。当焊缝信号或者带钢宽度变化时,边缘挡板将被伺服驱动ESA电机分开,传感器将从带钢边部区域移出。此后,边缘挡板将再次朝着带钢边部快速移动。
1.2.3 边缘挡板的控制
挡板的控制主要是由EMG控制生产的产品完成,类似卷取机EPC的工作原理。感应带边缘传感器(BMI4)安装在导轨上,实时以无接触的方式检测带钢边缘。检测的数据返回控制单元(EMG生产的控制单元ICON SE02.0),然后经过控制运算,发出驱动伺服电机的信号,带动边缘挡板运动,感应带钢边缘的传感器实时检测带钢边缘,当带钢位置发生了变化,伺服电机带动挡板做出相应的变化。边缘挡板的控制可以手动和远程控制,远程控制根据二级数据完成过焊缝自动打开等功能。手动模式可以把边缘挡板从工组位置移动至停车位置或操作位置。
1.3 带钢电磁稳定装置的控制
带钢电磁稳定装置(eMASS)是一套电磁减振系统,技术参数见表1。
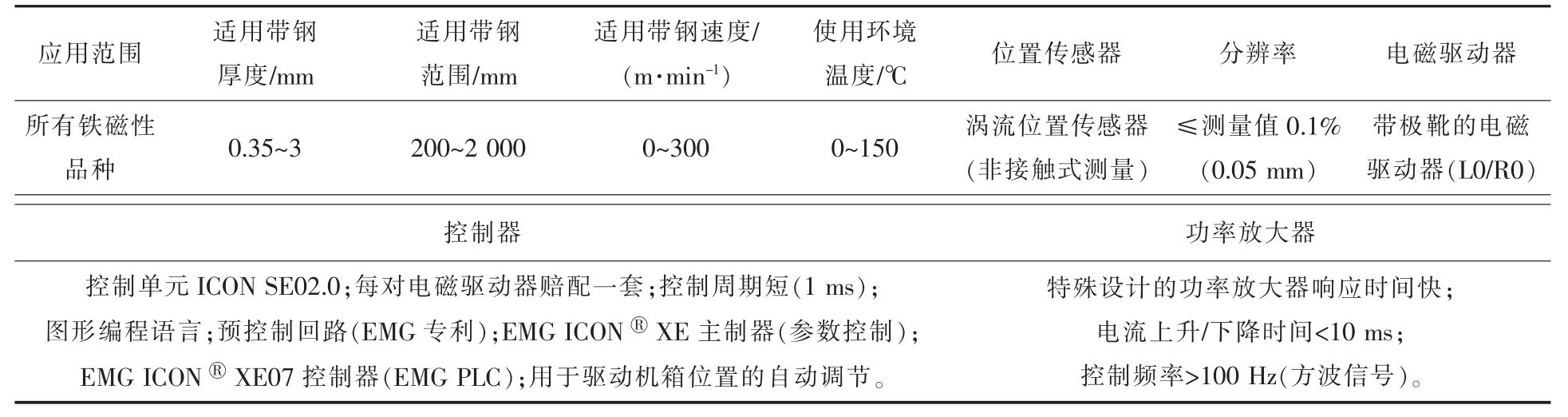
表1 eMASS技术参数Table 1 Technical Parameters for eMASS
eMASS主要通过电磁场非接触的方式将板带位置保持在一个固定点上,抑制板带振动。eMASS系统主要作用是提高铁磁性带钢的稳定,减小“C翘”,应用于热镀锌生产线可提高锌层厚度的均匀性。eMASS系统集成在杜马气刀的前后刀架内方便吊装,装置距离锌锅更近,对带钢的稳定效果更好。eMASS系统的核心是安装在带钢两侧机箱内的电磁驱动器。电磁驱动器的数量取决于带钢的宽度,一对电磁驱动器覆盖带宽大约25 cm,当带钢宽度发生变化时,电磁驱动器可以实现自由组合以适应带钢宽度,达到节约能耗的目的,超过带钢宽度的电磁驱动器处于热备用状态。
eMASS稳定装置利用电磁理论,采用单控制回路,eMASS一个单回路控制的示意图见图6。
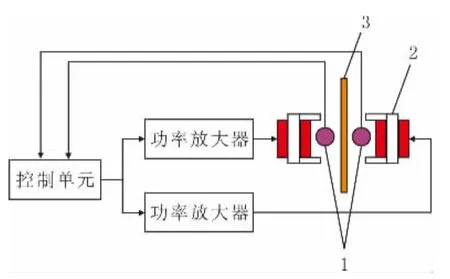
图6 eMASS一个单回路控制示意图Fig.6 Control Diagram of One Single Circuit for eMASS
当带钢通过两个机箱时,机箱和带钢之间距离通过涡流传感器连续测量,当涡流传感器检测到带钢位置,并将测量值反馈到控制单元,控制单元经过计算,再通过功率放大器驱动带极靴的电磁铁,产生电磁力拉动带钢,几组极靴产生不同电磁力,共同作用在带钢上起到稳定带钢的作用。当带钢偏离基准位置时,通常情况下是指中心位置,带钢位置将通过快速开启或者关闭电磁驱动器产生的电磁场被纠正,带钢板形误差(如C翘)也将被eMASS系统消除。作为一个选项,eMASS系统的工作还带有一个特殊的控制方法 (预控制回路),提前纠正带钢的位置,这项技术确保带钢的振动被抑制。
1.4 电气控制单元
气刀设备动作控制、连锁、急停功能均采用SIEMENS S7-400的PLC实现,西门子S7-400作为运算核心,通过CFC、STL、FBD完成程序编写、气刀横移、升降、压力闭环控制等功能。人机界面采用SIEMENS WinCC7.3和 WinCC flexible 2008。使用西门子S120伺服驱动器6ES7120-1TE21-0AD0单电机模块,硬件上具有模块化的设计,控制单元和电源装置之间的连接可非常简便地使用数字系统接口DRIVE-CLiQ来完成,它是一种高性能、高精度的驱动器。执行机构使用西门子同步伺服1FK7系列的电机,电机采用了稀土磁性材料,内置式编码器带 DRIVE-CLiQ接口的旋转变压器(R14DQ旋转变压器 14位),分辨率 16 384,内部 2极,最大角度误差840",抱闸内置(可选)。网络架构采用以太网、工业PROFIBUS-DP组成,通过 ISO pro-tocol on TCP/IP协议与人机界面建立通讯连接。通过TCP/IP协议与生产线PLC以太网实现气刀与第三方设备实现数据通讯,通过PROFIBUS DP协议与现场编码器、就地I/O及传动装置建立通讯。
2 应用情况
目前杜马气刀已投入使用,可满足生产高端家电板的要求。气刀具备生产多种规格热镀锌板的能力,可生产带钢宽度 720~1 250 mm,带钢厚度 0.25~2.0 mm,机组线速度 40~200 m/min,在镀纯锌模式(GI)镀层厚度覆盖 60~450 g/m。 还试验生产了三轮锌铝镁产品,在试验期间锌铝镁镀层做到40 g/m。对气刀造成的相关缺陷进行跟踪统计,缺陷统计情况见图7。气刀主要作用是控制锌层,气刀刀腔径向结构在刀唇压力控制上具有明显优势,当压力偏差小于一定的值时,由径向完成控制;当压力偏差大于一定的值时,由变频风机和径向控制共同来完成。径向控制器的控制采用闭环的伺服控制系统,径向控制器距离气刀喷嘴较近,压力调节过程在5 s内就可以完成。径向控制器技术的使用加快了气刀压力调节的响应速度,提高了气压的响应,特别是在低气压约3 000 Pa时也能保证气刀压力的均匀性,气压控制的精度达到0.1%。
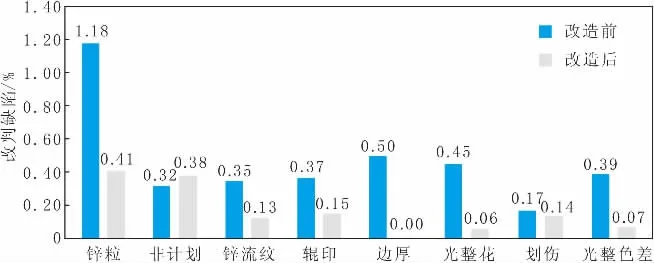
图7 气刀改造前后主要改判缺陷对比Fig.7 Comparison of Main Defects before and after Modification of Air Knife
根据攀钢家电板实际生产情况,同规格的批量合同少,产品规格变化快,产品过渡频繁,仅靠调整刀唇压力很难满足产品的规格变化要求,选择气刀压力作为镀层厚度控制的主要手段,结合刀唇离距、刀架高度,有时甚至需要调节刀唇角度,压力和刀唇距离控制锌层厚度,刀架高度调节边厚;刀唇角度控制气流方向,可以影响锌液在带钢表面的凝固线,结合边缘挡板可以有效控制气刀边厚以及结瘤等常见的气刀问题。
两套刀架典型规格的气刀参数如表2所示,一套刀架在线使用,另一套处于离线热备用状态。表中数据反映出差异性,对于不同的刀架,以及不同带钢中心线,表中所列参数不同,需要对气刀位置做标准化处理,便于气刀工艺规程的执行。

表2 两套刀架典型规格的气刀参数Table 2 Parameters for Two Sets of Air Knives with Typical Specifications
3 结语
通过对杜马气刀结构、功能、控制方面进行介绍,杜马气刀采用独特的径向控制技术、“V”型陶瓷轴轴瓦套以及在气刀刀架内集成带钢稳定装置,这些新技术运用使杜马气刀投入生产后,锌粒、锌流纹、辊印、边厚等缺陷均大幅下降,其中锌流纹、边厚、辊印缺陷下降与新气刀对表面锌层均匀性控制有直接关系,明显提高了锌层及锌花均匀性。项目改造对提高镀锌产品表面质量,降低生产成本,改善生产环境具有重要意义。下一步将继续对设备进行精细调整,完善优化气刀控制参数,强化气刀操作控制,最大限度的发挥好杜马气刀的功能,为攀钢家电镀锌产品的实物质量打下坚实的基础。
猜你喜欢
中学生数理化·自主招生(2023年3期)2023-03-17 02:35:02
清明(2022年6期)2022-04-06 10:17:43
电站辅机(2021年4期)2021-03-29 01:16:52
设备管理与维修(2020年23期)2021-01-04 00:15:10
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
制造技术与机床(2017年3期)2017-06-23 08:11:51
河南科技(2014年1期)2014-02-27 14:04:25
俄罗斯问题研究(2011年1期)2011-03-25 09:54:27
计算机应用文摘(2010年13期)2010-04-29 00:44:03
青年文摘·上半月(1995年9期)1995-01-01 03:10:24
