五点肘杆式全电动注塑机合模伺服电机额定功率计算
2021-10-11 01:48:34黎秀郁
橡塑技术与装备 2021年18期
黎秀郁
(珠海格力智能装备有限公司,广东 珠海 519015)
合模伺服电机的选择是肘杆式全电动注塑机设计工作中的一项重要工作,合适的伺服电机对设备成本的合理性、设备效能的发挥有重要意义,评估合模伺服电机额定功率传统做法有两种:
(1)依据经验规划出工作周期内电机输出功率与时间的关系图,依据由关系图计算出的额定功率来选择电机,此种方法严重依赖经验,结果准确度不高,往往需要根据实测数据调整电机选型。
(2)以计算的伺服电机最大出力矩乘以最大速度为瞬时最大功率,然后除以过载系数作为选择电机的参考额定功率;以电机的额定功率接近参考额定功率为依据选择伺服电机。过载系数是个经验值,尤其未考虑工作周期,选出的电机往往满足不了工作周期短的工况需求。
本文介绍一种确定伺服电机额定功率的数值计算方法,忽略电机停歇对额定功率的影响,利用伺服电机在形变区的输出功率与行程的关系来计算额定功率,计算的额定功率有随十字头行程增大而减小的特点,依此可得出适用的额定功率
范围,从而在可选的电机型号中准确地选出经济的、适用的电机。用实例验证了方法的可行性。
1 注塑机工艺特点
注塑机工作是几个成型步骤按次序周而复始的过程,一个工作循环从合模算起,依次为注射、保压、塑化、冷却、开模、顶出产品、合模。
把制品取出来,动模板需移开一定的距离,如图1所示。为了有更高的生产率,动模板移开的距离恰好满足取出产品即可。
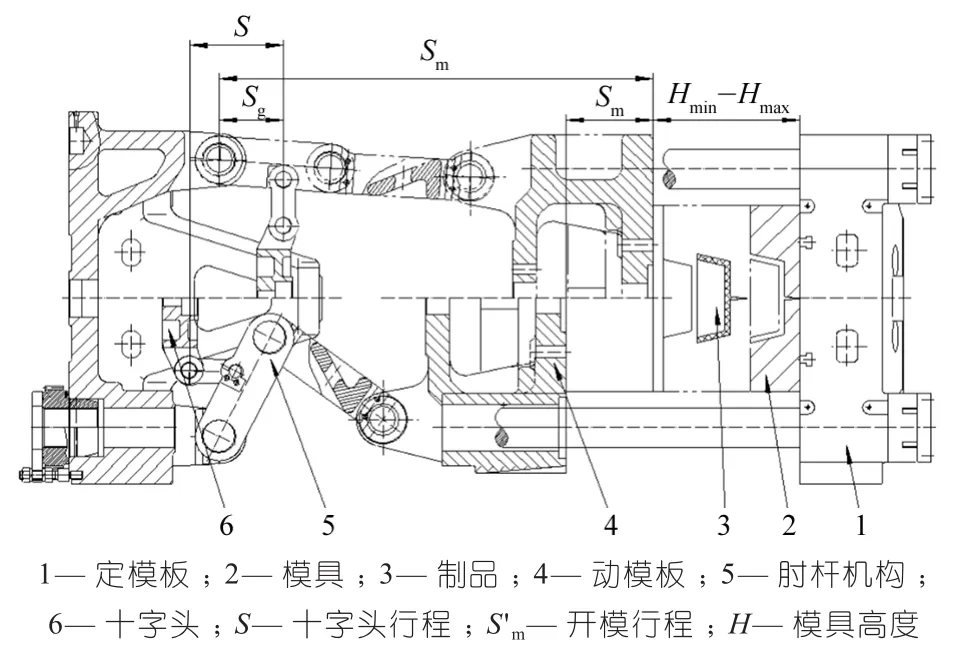
图1 动模板行程
2 肘杆式合模机构工作特点
图2是五点肘杆式合模机构的运动简图,是共用一连架杆的两个偏置摇杆滑块机构的串联机构,其中一个滑块D(十字头)通过驱动连架杆进而驱动另一个滑块B(动模板),当滑块D匀速运动时,滑块B是“慢—快—慢”运动,滑块B的速度可以远小于滑块D的速度。
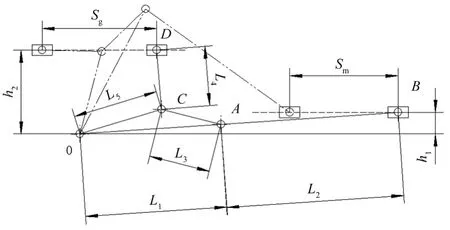
图2 五点肘杆式合模机构运动简图
全电动注塑机的肘杆式合模机构是把电能转换为形变能的机构,对一确定的合模力,机构的变形是确定的;在形变区,十字头的受力与十字头的位置是一一对应的。从模具接触至合模力变到最大,形变能随时间变大。忽略非形变区十字头的受力,在合模过程中,机构形变在模具刚接触时开始发生,在合模结束时形变达最大,此形变力即是合模力,形变力为阻力,伺服电机克服形变力做功。在开模过程中,在机构形变区的自锁行程段,伺服电机克服形变力的摩擦力矩做功;在机构形变区的非自锁行程段,形变力为驱动力,伺服电机抵抗形变力做功。
研究表明,伺服电机在机构形变区做的功在工作周期所做功中占主导地位。
3 伺服电机额定功率确定
伺服电机的额定功率是周期中输出功率的均方根值,用(1)式计算。

其中:Pi是ti时间段电机的输出功率,t是电机工作周期时间。
根据注塑机工艺特点及肘杆式合模机构的工作特点,对肘杆式全电动注塑机合模机构,作下1~4点处理后,合模电机的额定功率可用关于行程的输出功率均方根值表示,用(2)式计算,计算形变及行程见文献[1],计算受力见文献[2]。
(1)仅以开模与合模两个过程来考量电机的额定功率;
(2)在机构没形变时,十字头在运动方向上的受力以零计算;
(3)十字头速度以匀速计算,开模及合模的速度大小相同;
(4)利用十字头速度、十字头行程、十字头在形变区的受力来计算伺服电机的额定功率;
(5)把形变区行程分为充分小的n等分,每区间的受力以区间首点位置受力及末点位置受力的平均值代替。

其中:F1为在合模时机构发生形变(忽略模具和模板形变)过程时十字头在运动方向上的受力;
S1为在合模时机构发生形变过程时的十字头行程;
F2为在开模时机构形变力为阻力时(自锁段)十字头在运动方向上的受力;
S2为在开模时机构形变力为阻力时(自锁段)的十字头行程;
F3为在开模时机构形变力为驱动力时(非自锁段)十字头在运动方向上的受力;
S3为在开模时机构形变力为驱动力时(非自锁段)的十字头行程;
S'为开、合模时十字头的行程;
μ为修正系数,取1.2;
η为伺服电机至十字头间的动力传递系统的总效率。
由(2)式可知,与额定功率计算值有关的因素有:十字头受力F(合模力),开、合模速度V,开、合模行程S'。改变任何一个因素值就可以得到不同的电机额定功率参考值,无需考虑实际的电机工作过程。十字头受力F越大(合模力越大),额定功率计算值越大;开、合模速度V越大,额定功率计算值越大;开、合模行程S'越大,额定功率计算值越小。
在条件:合模力最大,开、合模的速度最大,仅是有形变的开、合模的行程,额定功率的计算值最大,作为额定功率上限参考值。
在条件:合模力最大,开、合模的速度最大,行程是最小容模量模具的常用开模行程(取最小容模量的1/3,因为一般地,模具在动模板上的厚度是定模板上的厚度的2倍。)对应的十字头行程,额定功率的计算值为基本值,作为额定功率下限参考值。
电机额定功率满足式子:额定功率下限参考值≤电机额定功率≤额定功率上限参考值,这些电机都是满足工况需求的。合模伺服电机在注射、保压、塑化、冷却、顶出产品等步骤时是处于停歇状态的,如果考虑停歇时间的影响,(2)式的分母会更大,额定功率的计算值也就会更小;又用最大合模力及三分之一最小容模的开模行程的工况很少出现。因此,计算结果是安全的。
4 方法验证
某公司机型GE100A合模机构,伺服电机至十字头是“同步带传动+滚珠丝杆”传动系统,总效率取0.89;合模机构系统刚度1 170 729.83 N/mm;见图2,L1=240 mm,L2=285 mm,L3=93.94 mm,L4=81 mm,L5=160.08 mm,h1=50 mm,h2=135 mm,dD=dC=30 mm,dA=dB=dO=55 mm;十字头最大速度为600 mm/s,最大合模力100 T,最小容模量是150 mm。实际用菲仕伺服电机U31007A.15,功率是8.2 kW。用本方法计算的最大额定功率是16.05 kW,基本额定功率是8.60 kW,与实际接近,说明方法可靠。计算步骤及关键结果数值如下:
(1)计算100 T合模力下的系统形变量△L。△L=0.854 2 mm
(2)计算十字头对应系统形变量△L的行程S。首位置Sg0为108.132 mm,末位置是140.782 mm,那么两者差值即为S,数值为32.65 mm。
(3)计算十字头对应开模行程等于1/3最小容模量的行程S"。本例计算的开模行程是50 mm,对应的十字头行程计算是113.85 mm。
(4)把S分为n等份,每等份的长度用△S表示,本例子取1 000等份。计算出n+1个离散点的位置值,Sg0、Sg0+△S、Sg0+2△S、……、Sg0+n△S。为计的算方便,开模的离散点取与合模的相同。
(5)计算出合模过程及开模过程,各离散点位置对应的十字头在运动方向上受力大小。
(6)用各区间首点及末点的十字头受力的平均值近似表示十字头在此区间的受力。
(7)分别用十字头行程32.65 mm及113.85 mm,用公式(2)计算额定功率。
5 结语
求解十字头的行程和在形变区的受力条件下,用数列求和的方法来近似计算的电机额定功率,计算的基本额定功率比实际用电机的额定功率大约4.9%。
改变十字头的速度或行程即可得到相应的额定功率,无需考虑电机随时间的实际功率输出过程,使用方便。
猜你喜欢
橡塑技术与装备(2022年4期)2022-04-27 12:21:38
现代机械(2021年6期)2022-01-11 05:59:50
内燃机与配件(2020年22期)2020-09-10 05:53:45
机械工程师(2020年2期)2020-03-02 05:15:18
装备制造技术(2019年12期)2019-12-25 03:05:50
专用汽车(2018年10期)2018-11-02 05:32:32
中国塑料(2016年6期)2016-06-27 06:34:38
中国塑料(2016年9期)2016-06-13 03:19:00
中国塑料(2016年1期)2016-05-17 06:13:13
专用汽车(2016年4期)2016-03-01 04:14:29