两段提升管催化裂解-催化裂化柴油深度加氢回炼耦合工艺的过程集成与参数优化
2021-10-10 05:41刘熠斌陈小博杨朝合
石油炼制与化工 2021年10期
周 鑫,闫 昊,赵 辉,刘熠斌,陈小博,杨朝合
(中国石油大学(华东)重质油国家重点实验室,山东 青岛 266580)
全球原油资源面临着严峻的质量挑战。据估计,2020年后,重质原油储量将占全球可采储量的50%左右[1]。催化裂化工艺在将重油转化为轻馏分产品[如液化气、高辛烷值汽油和催化裂化柴油(LCO)]等方面发挥着重要作用。在中国,催化裂化的总加工能力已超过200 Mt/a[2],同时也是几个下游工艺的原料来源,对汽油和柴油池的组成有很大贡献。近年来,柴油需求下降,优质轻燃料油的市场份额相应增加[3]。因此,如何利用LCO和重油中富含的多环芳烃(PAHs)进行高附加值产品的深加工,是当前炼油工业面临的最具挑战性的问题之一。
当前,对于多环芳烃的综合利用有加氢处理[4]、选择性开环[5]、加氢裂化[6]以及加氢与催化裂化耦合等工艺[7]。综合对比上述加工工艺,已有研究表明加氢-催化裂化耦合工艺具有良好的技术经济性,在炼油工业中显示出巨大的潜力[8]。在本课题组之前的研究中,提出了两段提升管催化裂解-LCO选择性加氢(HTMP)工艺[9]。通过优化工艺参数,使石蜡基与中间基重油中环烷芳烃的开环转化率显著提升,原料的转化率可达85%。然而,HTMP工艺的加氢柴油单程转化率仍较低(约70%),说明仍有约30%的加氢柴油不能完全转化。值得注意的是,未转化的加氢柴油的主要成分仍是多环芳烃,限制了其转化率的提高。此外,中试反应结果表明,通过提高操作强度和氢气消耗量,以尽可能地饱和多环芳烃,可以大大提高加氢柴油的单程转化率。即采用深度饱和加氢柴油进行回炼操作,可大大提高高辛烷值汽油的芳烃含量。
苯、甲苯和二甲苯(BTX)作为最基本的化工原料,其生产很大程度上依赖于蒸汽裂解装置和催化重整-芳烃联合装置[10]。通过工艺参数优化,可将LCO和环烷基重油中的芳烃作为生产BTX的潜在原料。这将为环烷基重油的利用和拓宽芳烃生产来源提供一条全新且经济的途径。本研究基于Aspen HYSYS流程模拟软件,构建重油两段提升管催化裂解-LCO深度加氢耦合工艺(DHTMP)的过程模型。DHTMP工艺的特点是能够以环烷基减压蜡油和经过深度加氢处理的LCO为原料,高效生产BTX。为了获得将加氢柴油高效转化为高价值产品的最佳工艺参数,利用Aspen HYSYS软件对LCO深度加氢处理装置和催化裂解装置的主要工艺参数进行优化和技术经济分析,以期为强化重油加工与PAHs高效转化提供指导。
1 过程模型建立及验证
DHTMP过程模型包括减压蜡油加氢处理模型(如图1(a)所示)、催化裂解反应-分离模型(如图1(b)所示)、裂解汽油加氢-分离模型(如图1(c)所示)、LCO深度加氢反应-分离模型(如图1(d)所示)和芳烃抽提模型(如图1(e)所示)。其中催化裂解反应模型(TMP)和LCO深度加氢反应模型(LDHM)是建立DHTMP过程模型的核心。
首先以环烷基秦皇岛重油馏分(减压蜡油,350~500 ℃)为原料,经过加氢处理实现原料中硫、氮、镍和钒等杂原子的脱除。减压蜡油原料加氢前后的性质对比如表1所示。随后建立TMP过程模型,并在此模型基础上进行扩展,引入LDHM模型与裂解汽油加氢和芳烃抽提模型,完成DHTMP过程模型的建立。

图1 重油两段提升管催化裂解-LCO深度加氢回炼耦合工艺过程示意(a)—环烷基蜡油加氢处理; (b)—催化裂解反应-分离; (c)—裂解汽油加氢-分离; (d)—LCO深度加氢反应-分离; (e)—芳烃抽提

表1 环烷基减压蜡油加氢前后的性质对比
以TMP模型一段提升管出口温度510 ℃、二段提升管出口温度530 ℃、反应剂油质量比8.0、加氢LCO回炼比0.16,LDHM模型入口温度350 ℃、化学氢耗1.8%等操作参数为基准,得到DHTMP过程模型和中试数据的产物分布及性质结果对比,如表2和表3所示。

表2 DHTMP工艺过程模型产物分布与中试数据的对比 w,%
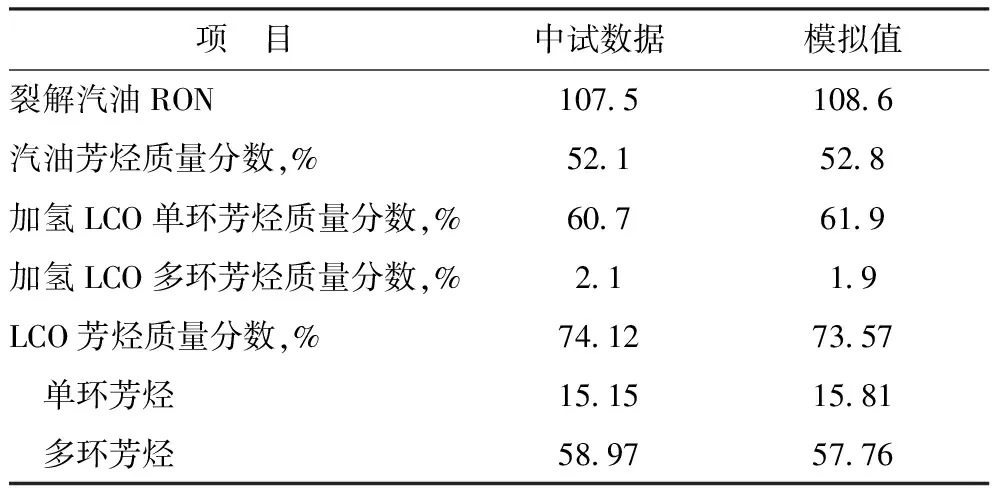
表3 DHTMP工艺过程模型产物性质与中试数据的对比
2 操作参数分析及优化
DHTMP工艺采用两段提升管反应器,两段反应器中的反应温度不同。一段提升管出口温度(FROT)为515 ℃左右,采用较短的反应停留时间(1.0 s),以生产更多的液化气和汽油组分。为了进一步提高液化气收率和重油转化率,二段提升管出口温度(SROT)高于530 ℃,并采用较长停留时间(大于1.5 s)。因此,通过优化DHTMP的工艺参数,可以大幅度增强加氢LCO中单环芳烃的裂解反应,得到以BTX为主的目标产物,对工业化生产具有重要意义。产品分布和性质随FROT和SROT变化的动态计算结果如图2所示。由图2(a),(c),(e),(f)可见,液化气产率、干气+焦炭的产率以及汽油中芳烃和BTX的含量随着FROT和SROT的提高而增加。虽然提高反应温度有利于加氢LCO的开环和裂化反应,但过高的反应温度也会促进氢转移反应,导致干气和焦炭产率增加。裂解汽油作为DHTMP工艺的关键中间产物,其分布与其他产物不同,如图2(b)所示,当FROT高于510 ℃、SROT高于530 ℃时,汽油的收率逐渐降低。同时,汽油中芳烃含量迅速增加,尤其是BTX含量。这意味着DHTMP过程开始进入过度裂化状态。此时,为了提高汽油的芳烃含量,可以适当降低汽油收率。但随着反应的继续进行,干气+焦炭的产率均在15%以上(FROT约为520 ℃,SROT高于540 ℃),液化气和汽油的收率之和也接近峰值(图2(d))。因此,优化的FROT和SROT分别为520 ℃和540 ℃。此时,液化气和汽油的收率之和为83.1%。

图2 DHTMP工艺产物分布与性质随FROT和SROT变化的动态计算结果
3 技术经济分析
本研究采用中国石化经济技术研究院编写的《中国石油化工项目可行性研究技术经济——参数与数据》(2020年版)中所提供的项目经济效益测算中国东海岸基础价格和石化行业税费政策征收标准进行计算[12]。以布伦特原油价格60美元/bbl(1 bbl=159 L)为测算基准,考察DHTMP工艺的技术经济性,DHTMP工艺的能耗如表4所示,技术经济分析结果如表5所示。遵循如下设计基准:①DHTMP装置加工环烷基重油的能力为2.0 Mt/a;②芳烃抽提产物作为满足国Ⅵ排放标准的高辛烷值汽油调合组分。综合技术经济分析结果,DHTMP工艺的年度财务净现值为2.16×109元,内部收益率为21.57%,技术经济性良好。

表4 DHTMP工艺能耗分析

表5 DHTMP工艺技术经济分析
4 碳排放分析
基于流程模拟结果,并结合SH/T 5000—2011《石油化工生产企业CO2排放量计算方法》,对DHTMP技术的CO2排放量进行计算,结果见表6。功能单位定义为DHTMP技术创造每百万元生产总值所产生的CO2排放量。由表6可以看出,DHTMP技术中燃烧排放量和间接排放量较低,分别占排放总量的10.63%和16.37%。制氢排放量占排放总量的26.51%。从CO2排放源分析,催化裂化烧焦是主要排放源,主要原因在于DHTMP工艺中催化裂解过程是“脱碳过程”,产生的焦炭贡献出大部分氢给其他产品,导致烧焦过程的CO2排放量最高,占据了排放总量的46.49%。与常规TMP工艺相比,DHTMP工艺每百万元产值排放70.08 t CO2,比TMP工艺每百万元产值少排放2.76 t CO2。
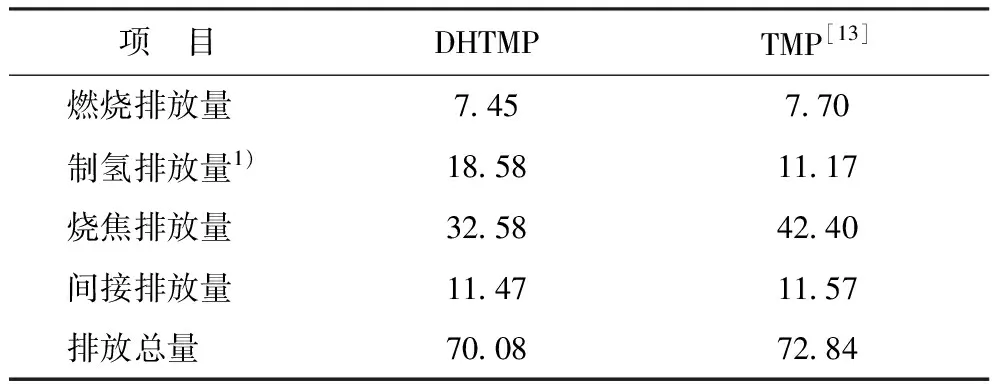
表6 DHTMP和TMP工艺每百万元产值CO2排放估算结果 t
5 结 论
(1)以环烷基秦皇岛原油减压蜡油馏分建立了重油催化裂解-LCO加氢耦合工艺DHTMP的过程模型。在较低的加氢反应氢耗下,DHTMP工艺能够实现环烷基重油的高效转化。随着提升管反应温度的升高,DHTMP工艺能够有效地提高加氢LCO的转化率和高价值产物收率。采用优化后的DHTMP模型操作参数,使汽油和液化气产率之和超过83%。
(2)DHTMP工艺技术经济性良好,对于2.0 Mt/a环烷基重油处理装置,年度财务净现值为2.16×109元,内部收益率为21.57%。DHTMP工艺每百万元产值排放70.08 t CO2,比常规TMP工艺少排放2.76 t。
猜你喜欢
化工设计通讯(2022年5期)2022-05-25
石油学报(石油加工)(2022年3期)2022-05-11
石油化工技术与经济(2021年6期)2022-01-18
能源化工(2021年6期)2021-12-30
炼油技术与工程(2021年5期)2021-05-31
能源工程(2021年1期)2021-04-13
船舶标准化工程师(2020年1期)2020-06-12
文学少年(绘本版)(2018年5期)2018-07-02
润滑油(2015年4期)2015-11-20
学生天地·小学中高年级(2015年6期)2015-07-30