
单翼迷宫式滴灌带抗热氧老化性能的影响研究
2021-09-27 09:21雷振凯卡米尔帕拉提
中国塑料 2021年9期
雷振凯,张 熙,龚 洁,卡米尔·帕拉提
(新疆维吾尔自治区产品质量监督检验研究院,国家节水器材产品质量监督检验中心,乌鲁木齐 830011)
0 前言
滴灌是压力灌溉中的一种,非常适用于精细种植,它拥有其他灌溉方式无法比拟的优点,滴灌技术是当今世界上公认的最为节水高效的灌溉技术之一,其发展日益迅速并且前景愈发广阔。滴灌带作为滴灌技术产品中的一类,主要有单翼迷宫式滴灌带[1]和内镶式滴灌带[2]2种。其中,单翼迷宫式滴灌带(以下简称为滴灌带)的生产工艺相对简单、成本低廉。滴灌带在我国农业生产中的应用有效缓解了我国干旱地区及精细种植的灌溉问题,它不仅具有较好的灌溉效率,还可以结合施肥,能够有效提高作物的产量[3-4]。
滴灌带在已作废国家标准GB/T 19812.1—2005《塑料节水灌溉器材单翼迷宫式滴灌带》[5]执行期间,存在抗老化性能不满足实际使用的缺陷,但标准中没有该性能的技术要求,影响滴灌带行业健康发展[6-7]。新国标GB/T 19812.1—2017《塑料节水灌溉器材第1部分:单翼迷宫式滴灌带》于2018年5月1日实施,与作废标准相比,技术要求发生了多处变化,其中之一是增加了OIT(200℃)应不小于5 min。OIT反映塑料的抗热氧老化性能,采用差热分析法以塑料分子链断裂时的放热反应为依据,测试塑料在高温氧气中加速老化程度的方法。OIT不仅对产品提出了新要求,而且对生产企业配方也提出了要求。
本文首先测试了各原料性能指标,然后通过实验设计得到一系列滴灌带配方,并对其性能进行测试,最后分析了各原料与其OIT的料效关系等。选取30家企业的滴灌带,通过测试MFR、炭黑含量及OIT指标,讨论滴灌带的MFR、炭黑含量与OIT的相对变化关系。本文还为广大生产企业有效调整配方提供借鉴,以提高滴灌带产品抗热氧老化性能,提高产品质量。
1 实验部分
1.1 主要原料
PE-HD,5000S,中国石油独山子石化公司;
PE-LLD,0209AA,中国石油独山子石化公司;
PE-LD,2426H,神华新疆化工有限公司;
炭黑母料、防老化母料1、防老化母料2、防老化母料3、再生聚乙烯颗粒(PE-R)(具体指标见表1),乌鲁木齐长景伟业有限公司。

表1 原料名称及其外观Tab.1 Raw materials and their appearance
1.2 主要设备及仪器
差示扫描量热仪(DSC),DSC200F3,德国NETNSCH公司;
管式电阻炉,SRJX-2-13,北京市永光明医疗仪器厂;
箱式电阻炉,SRJX-8-13,北京市永光明医疗仪器厂;
电子天平,BS224S,赛多利斯仪器(北京)有限公司;
炭黑分散度测试仪,UT 4062,卡尔蔡司光学(中国)有限公司;
电子万能试验机,XWW-10A,承德市金建检测仪器有限公司;
抗堵塞(流量压力爆破)试验台,沈阳紫微机电设备有限公司;
滴灌带生产线,SJ-65,乌鲁木齐振兴瑞安塑料机械有限公司。
1.3 样品制备
滴灌带样品的制备:首先将不同比例(表2)的PE-R、PE-HD、PE-LLD、PE-LD、炭黑母料、防老化母料共混并在75~85℃加热烘干,得到混合物料;其次,混合物料通过单螺杆挤出机熔融挤出,其中,挤出机各段挤出温度为165~192℃;最后,通过真空定径、冷却成型后经牵引、收卷而制成滴灌带。

表2 滴灌带的样品配方表Tab.2 Formula of drip tapes
1.4 性能测试与结构表征
1.4.1 滴灌带原料主要性能测试
采用热失重法分析炭黑含量(c)和灰分含量(c1):按GB/T 13021—1991标准,将装有约1 g试样的磁舟,在氮气气氛中(550±50)℃热解大约45 min,之后推入低温部分。取出磁舟,冷却并称量。放入马弗炉在(900±50)℃煅烧,直至炭黑全部消失,冷却、称量。磁舟质量为m,试样质量为m1,样品舟和试样在(550±50)℃热解后的质量为m2,样品舟在(900±50)℃煅烧后的质量为m3。按式(1)计算炭黑含量c,按式(2)计算灰分含量c1,c和c1值均由3个试样的平均值确定。

式中c——炭黑含量,%
c1——灰分含量,%
m——样品舟质量,g
m1——试样质量,g
m2——样品舟和试样在(550±50)℃热解后的质量,g
m3——样品舟在(900±50)℃煅烧后的质量,g
MFR分析:按GB/T 3682—2000的标准,取约3 g的样品,在温度190℃、负荷为2.16 kg的条件下测定,按式(3)计算MFR值,其值由3个试样的平均值确定。

式中 MFR——熔体的质量流动速率,g/10 min
m——切段试样的平均质量,g
tref——参比时间,10 min
t——切断的时间间隔,s。
采用差示扫描量热法分析OIT:按GB/T 19466.6—2009的标准,氮气和氧气流量均为(50±5)mL/min,升温速率为20℃/min,恒温温度为200℃,试验过程中铝坩埚不加盖,OIT值由3个试样的平均值确定。
1.4.2 滴灌带主要性能测试
抗泥沙堵塞性能分析:按GB/T 19812.1—2017的标准,取3段样品,加压至额定工作压力(100 kPa)后保压4 h,停止4 h再加压到原压,保持1 h,完成试验后,试样的滴水孔应无不滴水现象;
爆破压力分析:按GB/T 19812.1—2017的标准,取5段样品,每段试样至少包括5个滴水孔,将试样升压至破裂,记录为爆破压力;
耐水压分析:按GB/T 19812.1—2017的标准,取5段样品,每段试样至少包括5个滴水孔,将试样升压至额定工作压力的1.5倍,保压1 h,滴灌带不破裂即为符合标准要求;
耐拉拔性能分析:按GB/T 19812.1—2017的标准,取3段样品,每段试样长250 mm,标距长度为150 mm,耐拉拔性能的载荷值根据公称壁厚而定,如单壁为0.18 mm和0.20 mm,载荷为110 N,恒载试验时间15 min,试验结束后,放置(30±1)min进行测量;
炭黑含量分析:按GB/T 13021—1991的标准,将滴灌带粉碎后放入瓷舟内备用,方法同1.4.1;
炭黑分散分析:按GB/T 18251—2000的标准,测试炭黑分散尺寸等级,采用的方法为热压片显微观察法。利用透射光,在放大倍率为100的显微镜下观察压制备好的试样,测定粒子和粒团的最大尺寸,按照GB/T 18251—2000附录A中表A1确定等级,分散的尺寸由6个试样等级的平均值来确定;
采用差示扫描量热法分析OIT:按GB/T 19466.6—2009的标准,用直径为4.5 mm的打孔器直接从滴灌带上冲出圆形试样,试验时,取单片试样,试验过程中铝坩埚不加盖,方法同1.4.1。
2 结果与讨论
2.1 不同原料的性能指标
滴灌带原料一般包括:PE-R、PE-HD、PE-LLD、PE-LD、炭黑母料、防老化母料,其中PE-HD可增强滴灌带强度,PE-LLD、PE-LD可提高滴灌带加工性能和韧性,不同比例的原料共混可得到性能各异的滴灌带。滴灌带原料的各项性能指标,包括OIT、MFR、炭黑及灰分含量等,测试结果见表3。
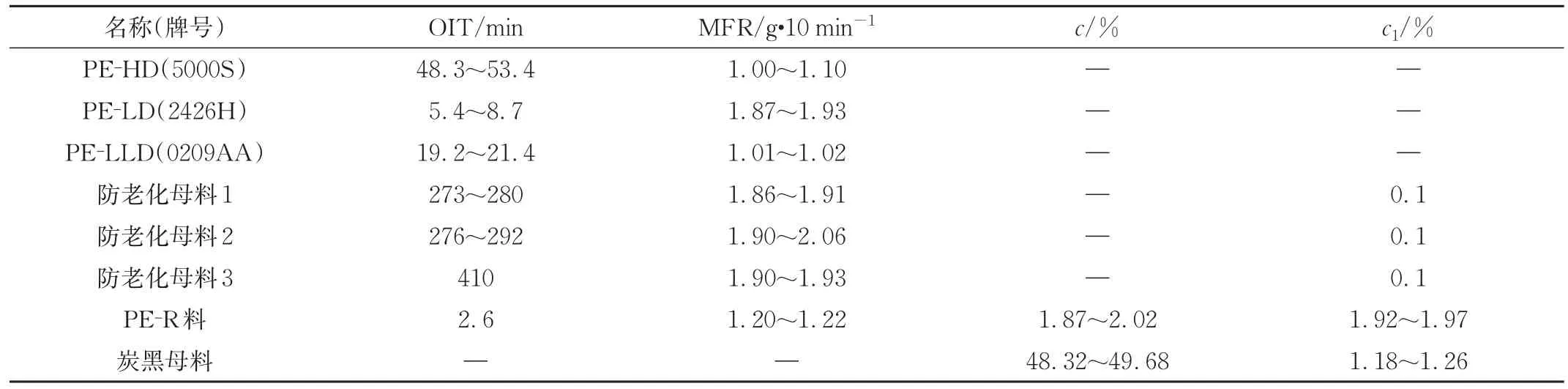
表3 原料的性能指标Tab.3 Performance indicators of raw materials
2.2 新国标下滴灌带配方设计及检验结果
根据新国标GB/T 19812.1—2017中性能要求设计产品配方。为了使滴灌带有较高的性价比,PE-R的比例范围为81%~100%,配方见表2。滴灌带的生产是通过原料烘干、共混、挤出成型的工艺,根据配方制得了D1~D32的滴灌带,并测试了各项性能指标。由于本系列滴灌带生产设备的主机加热区温度固定、成型轮及其速率不变、牵引速率不变、内径测量系统不发生改变等,因此,D1~D29的外观、不透光性、内径极限偏差、壁厚极限偏差、滴水孔间距偏差、流量均匀性、抗泥沙堵塞性能均符合新国标中技术要求的规定。经测试,耐水压、爆破压力、炭黑分散、炭黑含量均满足标准要求,耐拉拔性能、OIT性能指标检验结果见表2。本系列滴灌带单壁厚均为0.18~0.21 mm,则耐拉拔性能载荷为110 N;额定工作压力为100 kPa。
2.3 滴灌带性能检验结果分析
根据国标要求及表4测试结果可以看出,除D3、D4耐拉拔性能不合格外,出现的主要不合格项目为OIT。下面从滴灌带各组分和不同防老化母料对滴灌带OIT的影响进行具体分析。
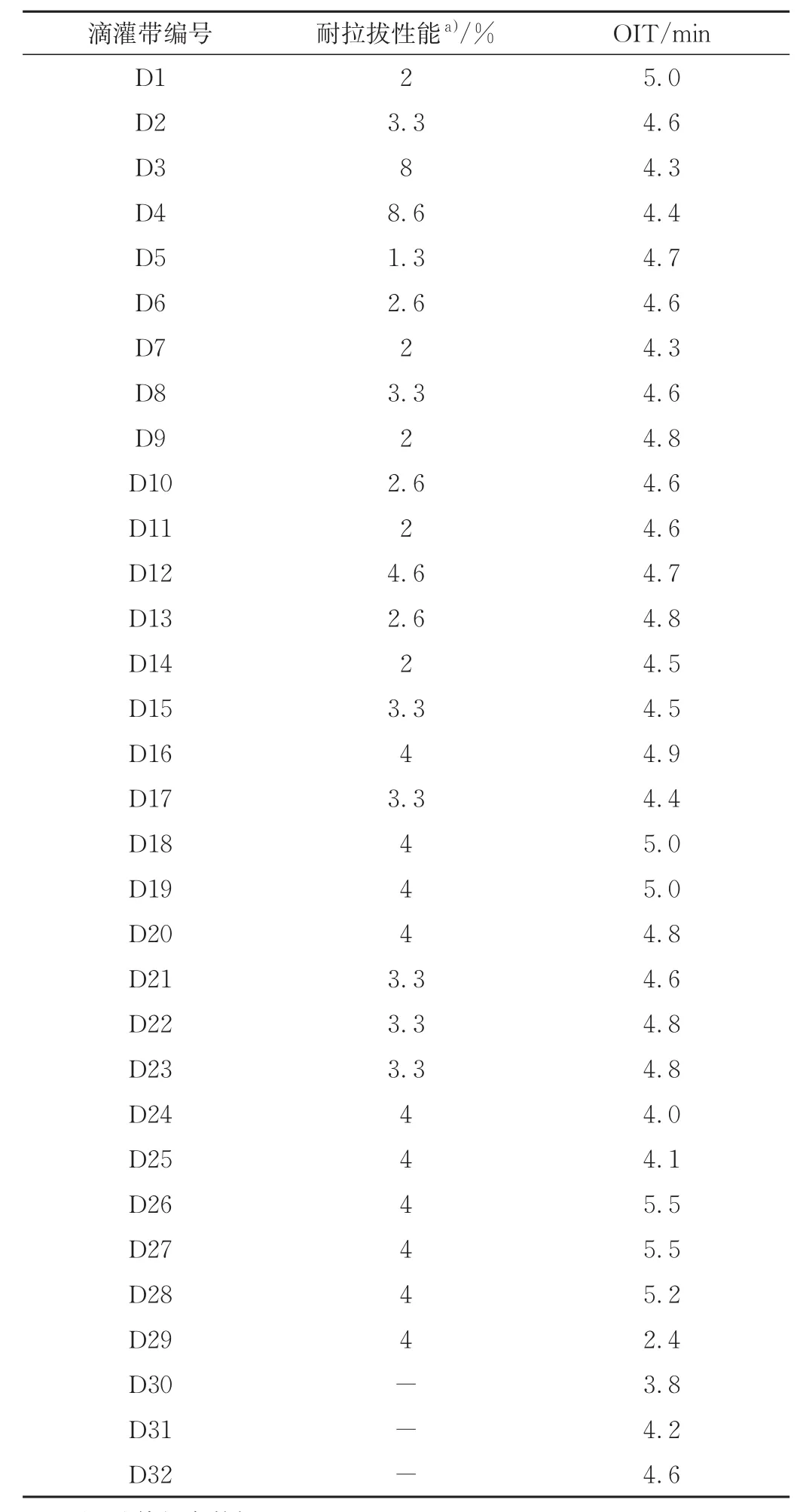
表4 滴灌带的检验结果Tab.4 Test results of drip tape formula
2.3.1 滴灌带各组分比例对其OIT的影响
从滴灌带测试结果来看,当用防老化母料1时,仅D1、D18、D19的OIT符合标准要求。就原料的比例来说,D2~D17的防老化母料的比例均不超过2%,总体上滴灌带OIT也均不符合标准要求。虽然D5~D10的PE-HD比例相对较高为12%,由于OIT大小顺序为防老化母料>>PE-HD>PE-LLD>PE-LD>PE-R,但是防老化母料均未超过2%,此时OIT仍然均不符合标准要求。从D18~D25可看出,防老化母料比例增加至2.5%~3%时,随着PE-R的比例增大,D18、D19的OIT仍能符合标准要求。以上结果表明:防老化母料的加入比例对滴灌带OIT有较大影响。
从D16~D22可看出,当PE-R比例为87%、防老化母料不变时,减小PE-HD的比例,增加PE-LLD和PE-LD的比例,滴灌带的OIT均减小。由于防老化母料2的OIT大于防老化母料1,当使用防老化母料2时,将PE-LD比例减小至1%和0时,D26、D27、D28的OIT也能满足标准要求,且OIT均大于5 min。以上结果表明,PE-HD的加入比例对滴灌带OIT的影响大于PE-LLD和PE-LD的加入比例。
D29与其余滴灌带比较来讲,防老化母料和新聚乙烯树脂对滴灌带的OIT影响较大。
总体来讲,防老化母料加入比例对滴灌带的OIT影响最大,增加比例可增大滴灌带的OIT;PE-HD加入比例对滴灌带的OIT影响大于PE-LLD和PE-LD的加入比例,增加PE-HD比例、减小PE-LLD和PE-LD比例可增大滴灌带OIT;PE-LD加入比例对滴灌带的OIT值影响最小,将PE-LD比例减小至零也能得到OIT符合标准的滴灌带。
另外,在PE-R为81%的系列中,D1-D4的耐拉拔性能伸长率总体大于D5~D10的伸长率,可以得出PE-HD比例增大时可提高滴灌带强度,PE-LD和PELLD比例增大时使加工性能变好,伸长率增大,韧性增强。在配方设计时不仅应选择OIT相对高的原料,而且建议在配方设计时加入10%以上的新树脂、防老化母料等,综合使用比例合理的PE-HD、PE-LLD、PELD以满足滴灌带良好的加工和其他性能要求。
2.3.2 防老化母料对滴灌带OIT的影响
文中所用防老化母料的组分包括抗氧剂、稳定剂、抗紫外线吸收剂、PE-HD和PE-LLD等,防老化母料的单价在滴灌带配方中最高。通常生产企业为了减小成本,一般加入比例较少,但该母料对滴灌带OIT值的影响较大。讨论了防老化母料中抗氧剂、稳定剂对滴灌带OIT的影响。在防老化母料3中提高了抗氧剂的比例,减少稳定剂的比例,虽然该母料OIT为 410 min,但 D30、D31、D32滴灌带的OIT依次为3.8、4.2、4.6 min,均不符合标准要求。而防老化母料2中抗氧剂比例减少,稳定剂比例增加,用其生产的D26、D27、D28性能均符合标准,由此可知防老化母料中稳定剂不仅关系着母料的好坏,而且对滴灌带的OIT影响较大。
2.4 滴灌带的MFR与OIT的变化关系
选取30家企业生产的滴灌带,分别测试了MFR、OIT指标,测试结果见图1。OIT是测定试样在高温(200℃)及氧气条件下开始发生自动催化氧化反应的时间,是评价材料在成型加工、储存、焊接和使用中抗热氧老化的指标,对热塑性塑料材料而言,MFR越大,材料越不耐热,越易老化降解。从图1可以看出,当MFR在1.14~1.96 g/10 min范围内时,OIT为2.8~7.9 min,但二者并无明显的相互变化关系。实际生产中,各厂家的滴灌带所用原料种类和比例均不一样,主要还是PE-R所占比例较大,新树脂、防老化母料等比例较小,MFR受PE-R、PE-HD、PE-LD、PELLD中比例较大原料的影响。因此,所选原料的MFR应参照标准GB/T 19812.1—2017附录A,不超过2.5 g/10 min。

图1 滴灌带的MFR与OIT的关系Fig.1 The relationship of drip tape between the oxidation induction time and melt mass flow rate
2.5 滴灌带炭黑含量与OIT的变化关系
选取30家企业生产的滴灌带,分别测试了炭黑含量、OIT指标,测试结果见图2。从图2中可以看出,当炭黑含量在1.77%~3.81%范围时,OIT为2.8~7.9 min,二者亦无明显的相互变化关系。这可能因为炭黑本身是一种高效紫外线吸收剂和光屏蔽剂,而OIT是评价材料在使用中抗热氧老化能力的指标。因此,在一定炭黑含量范围内,两者无直接关系。

图2 滴灌带的炭黑含量与OIT的关系Fig.2 The relationship of drip tape between the oxidation induction time and carbon black content
3 结论
(1)防老化母料、PE-HD、PE-LLD、PE-LD的OIT大小顺序为防老化母料>>PE-HD>PE-LLD>PELD,防老化母料加入比例对滴灌带OIT影响最大,增加比例可增大滴灌带OIT;PE-HD加入比例对滴灌带OIT影响大于PE-LLD和PE-LD的加入比例,增加PE-HD比例、减小PE-LLD和PE-LD比例可增大滴灌带OIT;PE-LD加入比例对滴灌带的OIT影响最小;
(2)防老化母料组成对滴灌带OIT有较大的影响,通过测试分析得出,防老化母料中不仅要加入一定抗氧剂,使其自身要具有较大的OIT,而且要加入一定比例的稳定剂,以保证制成的滴灌带具有稳定的抗热氧老化能力;
(3)通过对滴灌带MFR、炭黑含量与OIT的测试,得出随着滴灌带MFR和炭黑含量的变化,OIT与二者并无明显的相互变化关系。
猜你喜欢
保健医苑(2023年2期)2023-03-15
信息记录材料(2022年5期)2022-07-19
现代塑料加工应用(2022年1期)2022-06-14
中国塑料(2019年3期)2019-03-26
上海建材(2018年3期)2018-08-31
电子制作(2018年10期)2018-08-04
橡胶科技(2018年4期)2018-02-17
Coco薇(2016年2期)2016-03-22
橡胶科技(2015年3期)2015-02-26
橡胶科技(2015年5期)2015-02-24
