
简叙铝合金模锻工艺和模具设计(连载二)
2021-09-24 09:56赵一平东风十堰汽车锻钢件有限公司
锻造与冲压 2021年17期
文/赵一平·东风(十堰)汽车锻钢件有限公司
《简叙铝合金模锻工艺和模具设计》(连载一)见《锻造与冲压》2021年第15期
锻件锻造力和锻造功(能量)
在制定锻造工艺和模具设计时,确定锻件所需要的锻造力(载荷)或所需要能量是非常重要的。锻件的锻造力或能量与材料变形抗力、锻件形状、锻造温度、应变速率和摩擦等因素有密切关系。
根据“日本锻造技术资料汇编”,可以采用计算公式P=β×k0×σ×F(公式1,供参考)计算锻造力。
式中,P-锻造力(kN);β-设备修正系数,压力机β=1,模锻锤β=1.15~1.2;k1-锻件形状复杂系数,k1的值在3~12之间;σ-铝合金变形抗力(MPa),σ的值在55~100MPa之间;F-锻件在分模面上投影面积(含飞边)(mm2)。
锻造能量计算公式为E=k2×σ×V×ε (公式2)
式中,E-锻造能量(kJ);k2-锻件形状复杂系数,k2=2~4;σ-材料的变形抗力(MPa);V-坯料体积(mm3);ε-平均应变。
另外,锻造能量也可以采用力-行程曲线下的投影面积来计算。⑴模具润滑条件好,形状复杂系数k1和k2可以取小值;⑵高筋是指筋高与筋宽比h/b不小于4.5,薄腹板是指“腹板厚度与腹板部位面积的当量直径的比值不大于0.2”。
模膛设计
终锻模膛
铝合金终锻模膛设计和钢锻件终锻模膛设计一样,按照热锻件图的形状尺寸设计。
⑴热锻件图。热锻件图由铝合金冷锻件图加放冷收缩率,若锻件有孔,还要设计冲孔连皮形状和尺寸。
⑵选取冷收缩率。根据铝合金种类,坯料温度和模具预热温度确定冷收缩率,铝合金锻件冷收缩率可在0.6%~1.0%范围选取。其中模具温度低时,冷收缩率取大值。1)设计孔连皮。铝锻件孔连皮形状和尺寸设计方法与钢锻件相同,连皮形式有平底连皮、斜底连皮和带仓连皮,但连皮厚度比钢锻件连皮要厚15%~30%,甚至更大。2)对于有规律的变形部位还需要反向补偿设计。
⑶飞边槽。铝合金锻件飞边槽形式和钢锻件基本相同(图8),但由于铝合金流动性差,飞边槽的主要尺寸参数和钢锻件不同。飞边槽设计即确定飞边槽形式、设计桥部和仓部尺寸。
1)飞边槽形式和设置。常用飞边槽形式一般有三种:仓部在上模、仓部在下模或仓部均匀分布在上模和下模。当锻件上下两侧模锻斜度相等时,通常仓部采用平分于上模和下模飞边槽,即桥部和仓部按分模线对称。对于小锻件可将仓部设置在上模或下模。但当锻件分模线两侧是不同模锻斜度时,则整个飞边安排以锻件带有小斜度的一侧为宜,这样便于切除飞边。飞边切除后,锻件流线在分模面处被切断而外露,对于有抗应力腐蚀要求的铝合金锻件很不理想,应合理选择飞边位置和飞边槽结构,或采用闭式模锻。
2)桥部尺寸。一般飞边槽桥部高度h和桥部出口圆角半径R应比钢锻件大30%。这是因为铝合金流动阻力大,另外铝合金锻件切边后在分模面处容易产生裂纹。应根据铝合金流动性、锻件重量和分模面面积等因素综合考虑,确定飞边槽桥部高度h。桥部宽度b和桥部高度h的比值一般取3~5。
下列情况应适当调整桥部尺寸:①尺寸相同的铝合金锻件应根据铝合金塑性不同,飞边槽尺寸也应有所不同。合金化程度高和塑性低的铝合金锻件,飞边槽桥部厚度应适当加大。②形状对称的铝合金锻件宜采用均匀飞边,对于壁厚相差较大锻件,围绕锻件的飞边槽可以采用不同的厚度。③锻件重量大和分模面面积大的飞边桥厚度应适当加大。④采用预锻和终锻成形时,终锻飞边桥厚度应该减小,以增加飞边阻力确保锻件充满良好。
3)仓部尺寸。由于铝合金锻造温度窄,制坯比钢困难,且铝合金流动性差,因此,当铝合金制坯料比较大时,为保证锻件能打靠,需将飞边槽仓部加深、加宽。为保证桥部强度,桥部和仓部应倾斜过渡,过渡斜角可取20°~30°(图8)。所以设计铝合金锻件飞边槽比钢锻件复杂得多,应引起设计者注意,特别是飞边桥部尺寸确定。
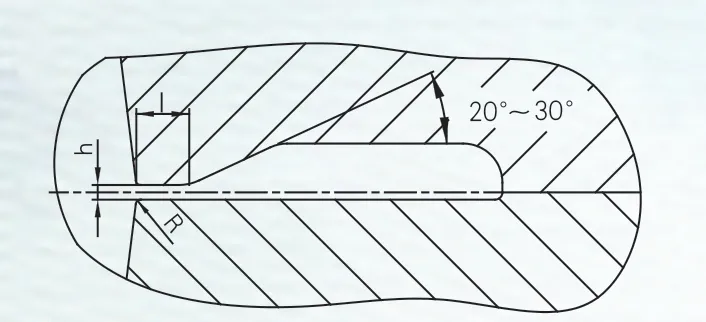
图8 铝合金锻模飞边槽
预锻模膛
⑴设置预锻模膛。预锻成形是为了改善金属坯料在终锻的流动条件,并分配好锻件各部位体积,以利于终锻成形,保证终锻时金属流动顺畅,充满良好和工艺稳定,避免产生锻造缺陷,又提高终锻模膛使用寿命。所以对于较复杂锻件一般均设计预锻模膛。为了提高铝合金塑性和增大一次行程允许变形程度,预锻宜采用闭式模锻(形成三向压应力)。对于复杂锻件,还可设计两次预锻成形。采用多套模具,多次模锻。使简单形状毛坯逐步过渡到复杂形状锻件,这样易使铝合金坯料流动均匀,充填容易,纤维连续。
⑵预锻热锻件图。1)预锻热锻件图和钢锻件预锻热锻件图设计原则基本相同,应使预锻坯在终锻模膛易于镦粗成形,而难成形又易产生折叠部位,采用镦挤成形。2)以热锻件图为依据,设计预锻热锻件图。预锻件水平尺寸比终锻件对应部位单边尺寸小0.2~0.5mm(外部尺寸减小,内部尺寸增大),而高度尺寸比终锻对应部位大。但预锻坯体积仅稍大终锻件对应部位体积,不宜超过1%。
众所周知,预锻热锻件图凹圆角半径R(模膛凸圆角半径)应大于终锻热锻件图对应凹圆角半径,这样减少金属流动阻力便于坯料金属流动。但是当锻件定位处凹圆角半径R增大影响其在终锻模膛定位时,应采用其他部位定位。
⑶飞边槽。预锻成形宜采用带飞边闭式模锻(形成三向压应力,提高铝合金塑性和提高铝合金一次行程允许变形程度),例如某锻造企业铝合金转向节(图9)即采用带飞边的闭式模锻,工艺稳定,已大批量生产。对于高强度铝合金(如7075)模锻件,更应采用带飞边的闭式模锻。飞边槽形式和尺寸与钢锻件半闭式模锻设计相同(即封闭飞边桥)。

图9 铝合金转向节
制坯模膛
和钢锻件相同,当锻件形状复杂时还应设计制坯模膛,按锻件种类(短轴类锻件和长轴类锻件)确定制坯形状。长轴类锻件首先作截面图,并确定制坯图,然后确定是压扁、压挤还是辊锻制坯。短轴类锻件设计“成形镦粗坯”。
模具结构
模具结构与钢锻件模具基本相同。布置模膛、飞边槽、顶出杆、锁扣(平衡锁扣和导向锁扣)和定位压紧斜面或定位凹槽等。但是,由于铝合金锻造工艺性差,一般应采用单独模块,便于调整和修正。也可以设计钳口,以方便取件操作。
顶出装置
顶出杆位置一般不宜布置在锻件本体,应尽量布置在飞边处。因为铝合金较软,顶出杆极易在锻件上压出压痕。另外,由于铝合金锻件刚性差,锻件出模时易变形,顶出杆布置位置应均匀,达到顶出均衡。为防止锻件从上模掉下变形,应使上顶出杆比下顶出杆顶出锻件时间稍提前,使锻件留在下模。另外,一般宜将锻件形状复杂的一面放在下模。顶出杆直径和行程按锻件大小和形状选择,应不小于φ10mm。若模具结构合适,应尽量取大值。合理布置顶出杆位置,确定顶出杆直径、行程和延时是生产铝合金锻件能否被顺利顶出的关键之一。
锁扣
若模架的模具定位基准精度差,应设计形状锁扣,防止锻件错移。对于空间分模面还应设计平衡锁扣。
模具制造
模膛制造精度
和钢锻件模膛制造精度确定原则相同,制造精度根据锻件精度要求设计,即模膛制造精度应比锻件精度提高2级以上。
模膛粗糙度
由于铝合金摩擦系数大(是钢的3倍),粘附力大,流动性差,要求对模具工作表面进行抛光,但是磨痕方向应顺着金属流动方向。模膛表面粗糙度达到Ra0.4μm(抛光),有利于金属流动。因为模膛不光洁,不仅易产生表面粗晶,而且对于复杂锻件还易产生折叠。
例如,模锻7075铝合金进气摇臂时(图10),由于模膛表面粗糙(Ra12.5μm),预锻时在带孔圆柱外围和工字形过渡区左和右两端都产生折叠。然后将模膛表面抛光到粗糙度为Ra0.4μm,再模锻时,带孔圆柱外围和工字形过渡区左端折叠消失。说明模膛表面粗糙度对铝合金模锻的重要性。

图10 铝进气摇臂
《简叙铝合金模锻工艺和模具设计》(连载三)见《锻造与冲压》2021年第19期
猜你喜欢
铝加工(2022年1期)2022-11-24
铝加工(2022年1期)2022-11-24
金属热处理(2022年7期)2022-11-16
一重技术(2021年5期)2022-01-18
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
民用飞机设计与研究(2020年4期)2021-01-21
大型铸锻件(2020年3期)2020-05-18
国防科技工业(2018年7期)2018-07-26
智富时代(2018年10期)2018-01-30
