果蔬粉含水率在线检测系统设计
2021-09-21 08:16武旭瑶黄文英胥慧丽吴中华
食品与机械 2021年8期
赵 勇 武旭瑶 黄文英 胥慧丽 吴中华,2
(1. 天津市科技大学机械工程学院,天津 300222;2. 天津市轻工与食品工程机械装备集成设计与在线监控重点实验室,天津 300222)
中国是蔬菜和水果生产大国,2019年蔬菜和水果产量分别为7.2亿,2.7亿t左右;但是国内果蔬深加工转化率(不足15%)远远低于发达国家(60%),资源和经济损失较大[1]。近年来,由于果蔬粉具有保质期长、种类丰富、原料利用率和营养价值高等优点[2-4],更多的果蔬被干燥加工成果蔬粉,作为冲泡食品、保健食品、婴幼儿食品辅料。含水率是果蔬粉生产加工过程中的一个重要指标,只有果蔬粉达到安全含水率(5%~14%)才能长期保存。因此在果蔬粉生产过程中,有着快速、准确和实时地测量含水率的实际需求。
含水率测量方法有脱水失重法、卡尔费休法、近红外光法、微波法和核磁共振法等[5-6]。脱水失重法和卡尔费休法属于间歇检测法,需人工取样,无法满足生产加工过程的快速、在线检测要求。近红外光法和核磁共振法能快速、准确和无损地检测水分含量,但是设备昂贵。微波透射含水率检测方法具有检测速率快、精度高、价格适中、材料无损和可在线检测等优点,因而被国内外众多学者采用[7-9]。Agranovich等[10]设计了一套以微波传感器为核心的水分检测装置,在40 GHz下,以150多份的牛奶样品进行测量,成功地利用微波功率的衰减来预测牛奶中的水分。Trabelsi等[11]利用微波传感器制成微波水分仪,用于测量带壳花生的含水率,测量误差在5%以内。张秀艳等[12]设计了一套烟包含水率微波透射在线检测仪,测试结果表明,该测试仪在误差范围内可测量0%~30%含水率,最高测量精度达0.18%,单次测量转换时间小于100 ms。伟利国等[13]设计了一套粮食水分微波在线检测系统,以小麦、玉米、水稻等粮食作物进行试验,结果表明水分检测范围为10%~21%,测量精度±0.5%,可满足粮食烘干过程中含水率在线连续检测的需要。尽管已有前人对含水率微波检测方法和装置进行研究,但研究对象主要集中于高含水率物料,对于果蔬粉之类的低含水率物料的在线检测还未发现,不能完全满足实际检测要求。
试验拟设计一套微波含水率在线检测系统,该系统通过利用微波水分检测技术与生产线相结合,在保证检测精度的同时进行快速检测,将检测数据实时反馈给生产线,从而调整优化果蔬干燥制粉中的工艺参数以达到节约能源、提高生产效率的目的。
1 总体方案设计
系统整体结构设计如图1所示,主要由进料模块、检测模块、卸料模块、控制显示模块组成。进料模块包括漏斗和振动器,用于实现进料量和进料速度的调节。检测模块包括介质振荡器、隔离器、发射接收天线、波导同轴、数控衰减器、检波器、信号放大器、A/D转换器和单片机等单元,用于检测果蔬粉的含水率。卸料模块包括集成器和风机,用于及时排出已检测的果蔬粉。控制显示模块为PLC+触摸屏的一体机,用于对整个检测操作过程的精确控制。
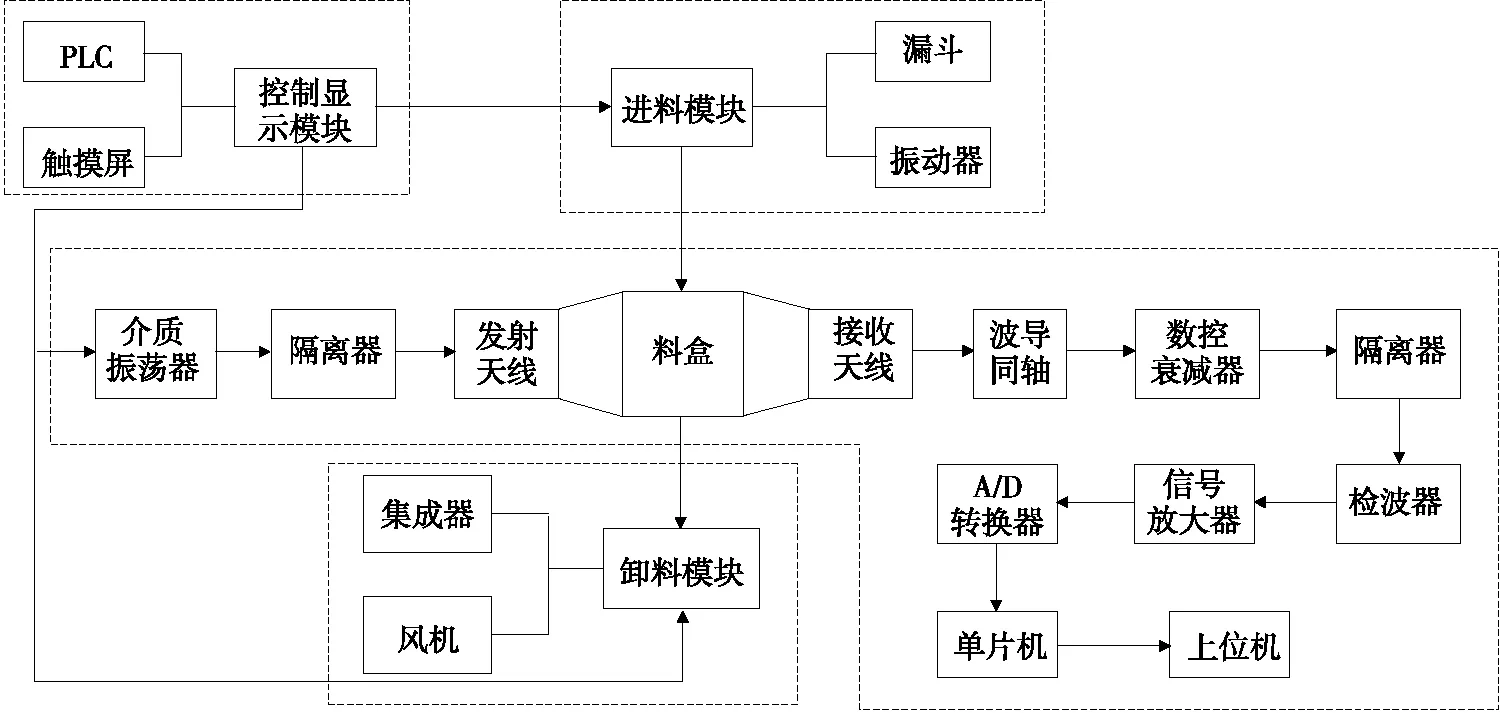
图1 果蔬粉水分在线检测装置结构示意图
系统工作流程为开机后,进料模块从生产线取出一定量的果蔬粉进入检测料盒。此时,由介质振荡器产生微波信号,经隔离器和喇叭口发射天线发出,通过料盒后被接收天线接收。因为果蔬粉中含有水分,接收到的信号功率会发生衰减。接收天线收到衰减后的信号,通过波导同轴传输到数控衰减器,调频后对信号进行隔离处理,达到检波器检波出直流电压。直流电压经运算器放大和A/D转换器转换为数字信号后,上传至单片机。利用单片机中含水率校正程序得到具体的含水率值,然后被上传至上位机进行采集和处理。测量完成后,卸料模块排出物料,然后开始下一个检测流程。
2 系统硬件设计
2.1 进料模块
进料模块由漏斗和振动器组成,振动器的作用是防止物料下落阻塞,通过提供振动力使物料顺利下落。通过试验发现对于胡萝卜粉,振动器(型号为R-370,深圳新永泰电机有限公司)工作电压为24 V,6 000 r/min可满足条件。
2.2 检测模块
基于微波透射原理的硬件设计中,能产生稳定微波信号的发射源是较为关键的一个单元,使用介质振荡器产生微波,具有功耗小、可靠性高、频率和功率稳定等优点,试验设计针对的物料是低含水率果蔬粉,经过前期试验,发现选用X波段(8.20×109~1.09×1010Hz)作为微波发射源较为合适,其输出功率为80 mW,工作电压+12 V。数控衰减器是用来控制信号输出大小,保证传输出合适功率的微波信号,衰减范围包括0.5,1.0,2.0,4.0,8.0,16.0 dB,总衰减量为31.5 dB。隔离器只允许微波沿一个方向通过,不能反向通过,反向的微波都被吸收,降低了微波的消耗。该设计采用外置BJ100隔离器,工作带宽一般到20%左右,插入损耗为0.25 dB,隔离度25 dB,驻波比1.12。发射接收天线采用喇叭口传输通道,能减少微波的损耗。检波器的作用是检测到微波信号并进行调节,实现微波频率的装换。使用的检波器是由波导同轴加上微波检波二极管及调配螺钉组成,当微波输入信号是连续波,整流后输出为直流,当微波信号为方波调制,则输出低频信号。
A/D转换器的作用是将电信号转换为数字信号便于后期处理;该设计选用8位逐次逼近式A/D转换器ADC0809,其功耗15 mV,时钟频率范围为1.00×104~1.28×106Hz。单片机型号选用AT89C51,拥有8位中央处理器(CPU),32个可编程I/O口线,2个16位定时/计数器。上位机使用台式计算机[Intel(R) Xeon(R) CPU,10 GB RAM]与单片机通过串行线USB连接,用于收集数据,便于后期分析处理。
2.3 卸料模块
卸料模块包括风机和集尘器,风机选用LH-50P型(九叶风管道风机工厂),其风压为570 Pa,功率18 W,噪音58 dB。检测物料重量为30 g/次,重力则为0.3 N。该设计中,风机提供的吸力大于检测粉末重量,以便果蔬粉顺利排出;风机可根据实际使用情况调节转速,破坏卸料途中可能产生的“拱桥现象”(粉末在下降过程中由于相互交错咬合易形成拱桥空间,造成粉末流动不畅)。集尘器采用自制旋风集尘器。
2.4 控制显示模块
控制显示模块负责控制物料的进入、含水率检测和排出,综合考虑选用型号为MC-24MR-4MT-500-FX-A的PLC触摸屏一体机(中达优控),输出点Y1~Y5分别接振动器、第一个电动球阀、介质振荡器、第二个电动球阀和风机。PLC内程序控制整个流程的运行,系统执行部件选用220 V电动球阀。
3 系统软件设计
3.1 含水率与微波信号关联模型
使用微波透射法检测果蔬粉含水率,需建立含水率与微波信号之间关联数学模型(也称标定曲线模型)。以胡萝卜粉为物料,通过试验建立关联数学模型。首先,通过控制干燥时间制备不同含水率(5%~14%)胡萝卜粉;对某个含水率胡萝卜粉样品,利用微波测试单元测量并取得微波电压值,多次测量取平均值;然后将含水率与微波电压值进行拟合回归,得到以下数学模型:
X=33.63-5.546×M,
(1)
式中:
X——含水率,%;
M——微波电压值,V。
该拟合模型中,胡萝卜粉含水率和微波电压值呈线性关系,相关系数(R2)为0.957。在实际测量胡萝卜粉含水率时,通过测得的微波电压值,依据关联模型即可换算成对应的含水率。
微波信号处理与含水率换算通过内置程序实现。该程序采用C++语言编写,含水率换算流程如图2所示。对果蔬粉样品进行含水率测量,若测量的含水率(Ci)与标定曲线方程中电压对应的参考含水率(Cref)差值大于1%,则进行定标曲线的校正,若小于1%,则记读数为C1,再次测量读数记为C2,若两次测量差值小于0.5%,则最终含水率(C)为两次读数的平均值。若两次测量结果大于0.5%,则重新进行定标曲线的校正。

图2 含水率计算程序流程图
3.2 上位机软件的开发
上位机软件的开发是为了将所测量的含水率在电脑上进行采集和处理,需要编写一套上位机软件,以STC12系列LE5A56S2为主控芯片,利用STC-ISP软件,将单片机插入编程器并与电脑连接进行程序编写,具体过程:
(1) 选择单片机型号和确定数据写入范围。
(2) 装入编译好的BIN或HEX文件。
(3) 选择串口,并设置波特率。
(4) 设置工作模式与下载条件。
(5) 点击下载按钮进行下载,然后再接通编程器的电源。
3.3 时序控制和组态设计
果蔬干燥粉的进出和检测时序控制由PLC完成,内控程序使用三菱GX Works2进行编程,采用梯形图设计,根据系统要求分为手动和自动控制两种运行模式,手动控制运行模式是人为控制果蔬干燥粉的进出和含水率的检测;自动控制模式是按照程序进行。触摸屏是整个系统的显示操作界面,分为启动、停止和终止工作状态。操作界面包含首页、手动操作和自动操作3个界面。自动操作时,只需在自动操作界面打开开关,PLC中的程序会自动控制整体系统运行。
4 装置评价
果蔬粉微波快速检测装置开发调试后,2019年8月委托有检测资质第三方——中国农业机械化科学研究院标准与质量检测中心,进行装置检测性能评价。以含水率范围5%~14%的胡萝卜粉(山东佐缘食疗科技有限公司)为试验物料,分别利用微波水分检测方法和按照GB 5009.3—2016《食品安全国家标准 食品中水分的测定》中的第一法,检测试验物料含水率。国标法测量得到的含水率为10.09%,微波水分测量重复进行20次,结果如表1所示,并比较检测数据,检测准确度计算公式为:
(2)
式中:
η——装置水分检测准确度,%;
A——国标法测量含水率,%;
B——试验装置测量含水率,%。
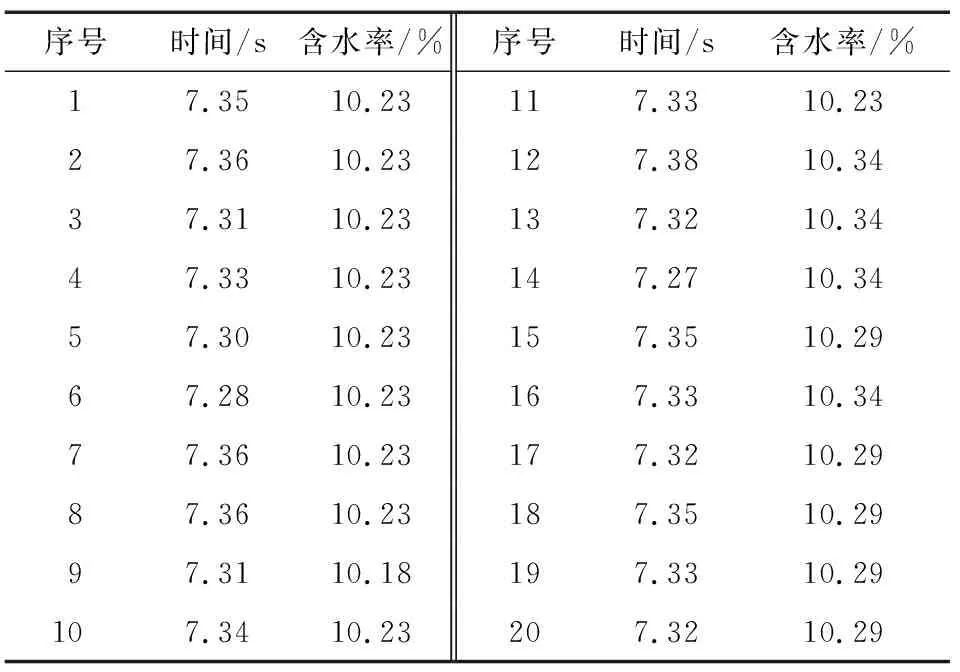
表1 微波水分检测含水率表
装置评价报告显示:该装置检测每份样品的含水率耗时约7.33 s,样品水分检测准确度为98.2%,样品水分检测重复性为0.15%。
5 结论
研究设计了一套果蔬粉含水率在线检测系统,由进料模块、检测模块、卸料模块和控制显示模块组成。进料模块通过振动力消除果蔬粉进料阻塞现象,使得料粉顺利进入检测料盒;检测模块利用微波透射衰减法快速检测出果蔬粉含水率进行处理、收集和显示;卸料模块通过风机提供的风力破坏果蔬粉可能产生的“拱桥现象”加速物料排出;控制显示模块通过PLC中的程序自动控制整体运行。软件系统包括含水率标定程序、上位机软件开发、PLC的时序控制程序和组态设计。以胡萝卜粉为试验物料,进行检测系统第三方评价,结果显示:检测每份样品的含水率耗时约7.33 s,检测胡萝卜粉含水率准确度为98.2%,重复性为0.15%,装置可操作性好,可实现对低含水率的果蔬粉在线、连续检测。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
电力科技与环保(2022年3期)2022-07-15
林业机械与木工设备(2022年5期)2022-05-27
科学家(2022年3期)2022-04-11
农业科技与信息(2021年24期)2022-01-05
化工管理(2021年23期)2021-08-25
早期教育(家庭教育)(2020年3期)2020-09-10
童话世界(2019年26期)2019-09-24
电子制作(2016年1期)2016-11-07