
响应面法优化碱法提取啤酒糟中可溶性膳食纤维的工艺研究
2021-09-16 07:52许祯毅李力姜咸彪范俐
食品研究与开发 2021年17期
许祯毅,李力,姜咸彪,范俐
(武夷学院茶与食品学院,福建 武夷山 354300)
啤酒糟是啤酒生产过程中原料经过处理后得到的固体物质[1-2],约占啤酒工业副产物的80%以上[3]。啤酒糟营养成分丰富,其中蛋白质含量约20%~30%[4]、膳食纤维含量达50%左右[5],脂肪含量在5.8%~11.0%之间[6],除主要成分以外,还含有维生素、矿物质、单宁和香精油等成分[7]。2019年,国内啤酒产量约为3 765.3万吨[8],其中副产物约有400万吨(湿产物),而绝大多数啤酒厂都是将酒糟作为副产物直接低价出售,甚至有些小啤酒厂直接将湿酒糟排放到水体中或空地上,不仅污染环境,而且也是对粮食资源的浪费。
膳食纤维被营养学界认定为“第七类营养素”[9-10],根据溶解性不同,可将膳食纤维分为可溶性膳食纤维(soluble dietary fiber,SDF)和不溶性膳食纤维两类,其中SDF能量很低,吸水性强,有助于降低胆固醇,用于治疗和预防心脏病、高血压、糖尿病等慢性疾病,而且其溶解快、无色无味,是当前保健食品行业的主导产品,市场需求量较大[11-15]。近年来,有关植物中膳食纤维的提取方法主要有酶解法提取、酸碱提取、微生物提取、超声波辅助提取等[16-20]。其中,碱法提取具有操作简单、易于控制,成本低,得率高等优点,是提取SDF最广泛使用的方法之一[9,21]。本研究采用碱法提取啤酒糟中SDF,以期提高啤酒糟的综合利用价值。
1 材料与方法
1.1 材料与仪器
啤酒糟:九江庐山啤酒有限公司;氢氧化钠、盐酸(分析纯):国药集团化学试剂有限公司;去离子水:武夷学院茶与食品学院实验教学中心自制。
电子分析天平(FA224型):上海舜宇恒平科学仪器有限公司;pH计(PHS-3E型):上海仪电分析仪器有限公司;微型植物试样粉碎机(FW80型):天津泰斯特仪器有限公司;水浴恒温振荡器(SHA-C型):常州荣华仪器制造有限公司;数显鼓风干燥箱(DHG-9245A型):上海精密仪器仪表有限公司;高速冷冻离心机(Neofuge23R型):上海力申科学仪器有限公司;循环水式多用真空泵(SHZ-D型):河南予华仪器有限责任公司。
1.2 方法
1.2.1 碱法提取啤酒糟中SDF
1.2.1.1 试样预处理
称取质量为ms啤酒糟试样,置于(70±1)℃恒温干燥箱内干燥至恒重(前后两次质量之差不超过0.005g)。将干燥后试样转至干燥器中,待温度降到室温(25℃)后称重(md),根据干燥前后试样质量,计算试样质量损失因子(f)。干燥试样经粉碎后置于干燥器内备用。
式中:ms为湿啤酒糟初始质量,g;md为啤酒糟干燥恒重后质量,g。
1.2.1.2 碱法提取SDF流程
取粉碎后的啤酒糟样品1 g(精确至0.001 g)置于锥形瓶内,加入一定量的8%NaOH溶液,混匀,在水浴中浸提一定时间后趁热减压过滤,收集滤液,待滤液冷却至室温(25℃)后用3 mol/L的盐酸溶液调节滤液的pH值至4.5,再次过滤,并用50 mL的离心管收集滤液,向滤液中加入4倍体积的95%乙醇(即上清液与乙醇体积比1∶4),静置沉淀后,在5 000 r/min转速下离心20 min,将沉淀转移至已恒重的铝盒(含铝盖)中,在70℃下干燥至恒重,称重,计算啤酒糟中SDF得率。
式中:m为试验用啤酒糟粉末的质量,g;m1为干燥的空离心管的质量,mg;m2为离心管和干燥称重的SDF 质量之和,mg。
1.2.2 单因素试验
影响碱法提取啤酒糟中SDF得率的主要因素有液料比、提取温度、提取时间和沉淀时间,因此本试验选取质量浓度为8%的NaOH溶液作为提取液,分别以液料比[15:1、20:1、25:1、30:1、35:1(mL/g)]、提取温度(25、35、40、45、50 ℃)、提取时间(20、40、60、80、100 min)和沉淀时间(2、4、6、8、10 h)进行单因素试验,考察不同因素对碱法提取啤酒糟中SDF得率的影响情况。
1.2.3 响应面优化碱法提取工艺试验
在单因素试验的基础上,采用Design Expert 8.0.6软件优化四因素三水平的设计方案,以啤酒糟中SDF得率为响应值,以液料比(A)、提取温度(B)、提取时间(C)和沉淀时间(D)为试验因素设计试验方案,优化啤酒糟中SDF提取的工艺。响应面方案设计的试验因素与水平如表1。
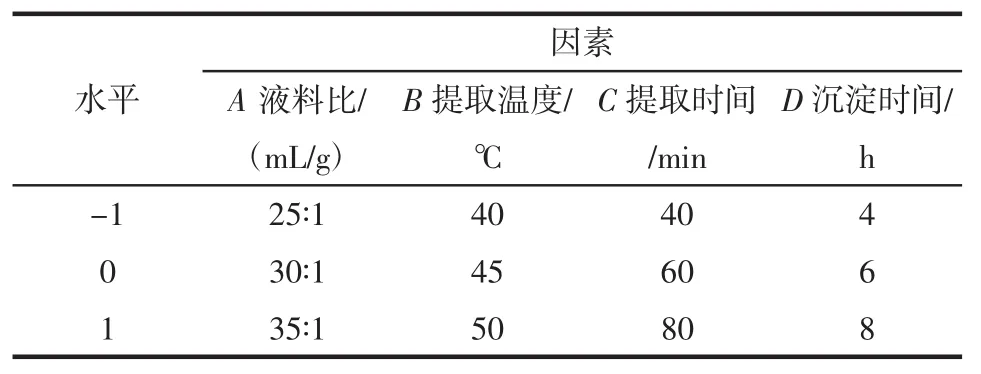
表1 响应面方案设计的试验因素与水平Table 1 Experimental design and results for response surface analysis
2 结果与分析
2.1 啤酒糟中SDF碱法提取条件的单因素试验
2.1.1 液料比对SDF得率的影响
液料比对SDF得率的影响见图1。
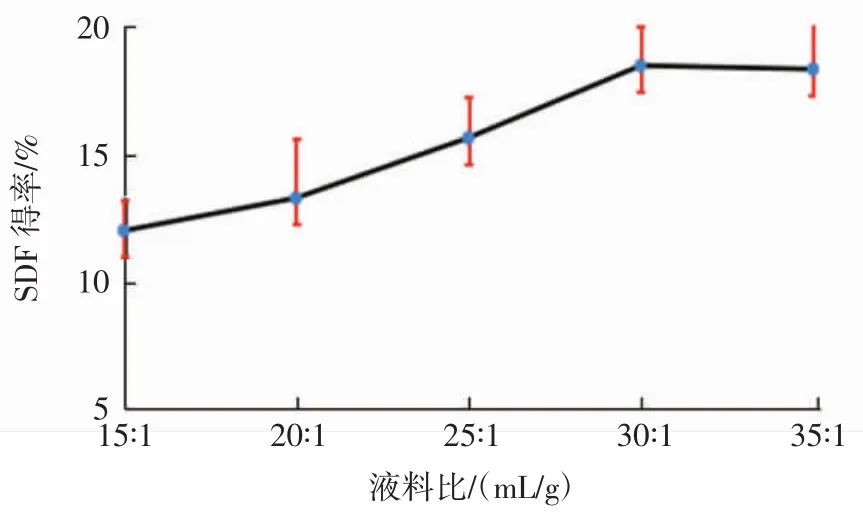
图1 液料比对SDF得率的影响Fig.1 Effects of liquid-solid ratio on the yield of SDF
如图 1 可知,液料比在 15∶1(mL/g)~30∶1(mL/g)范围内,啤酒糟中SDF得率随着液料比的增加逐渐提高,当液料比为35∶1(mL/g)时,SDF得率变化不明显,这是由于液料比较低时,SDF提取不充分,再加上此时提取液较黏稠,也不利于SDF的分离过滤,因此造成SDF 得率较低,当液料比为 30∶1(mL/g)时,整个提取体系较适合SDF的提取和分离过滤,随后随着液料比的进一步增加,SDF得率也趋于稳定。综合考虑提取效果和试剂消耗,最终将液料比固定为30∶1(mL/g)。
2.1.2 提取温度对SDF得率的影响
提取温度对SDF得率的影响见图2。
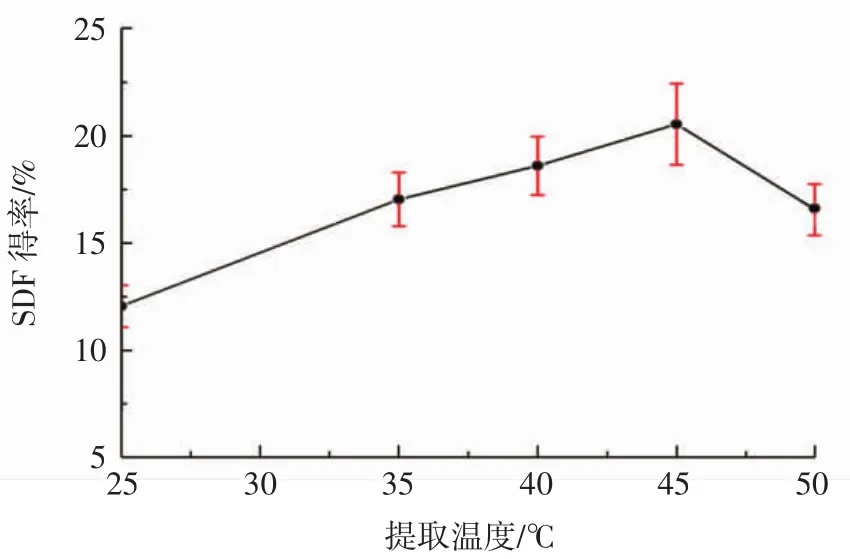
图2 提取温度对SDF得率的影响Fig.2 Effects of extraction temperature on the yield of SDF
如图2可知,在25℃~40℃时,随着提取温度的升高,啤酒糟中SDF得率也在缓慢增加,但变化不显著,当提取温度为45℃时,SDF的得率显著高于40℃时的得率,当温度达到50℃时,SDF得率又呈下降趋势。通过试验表明,适当增加提取温度,可促进和加快啤酒糟中SDF的提取,但当温度过高时,会导致SDF部分分解,降低SDF得率[22]。因此提取温度不宜超过45℃。
2.1.3 提取时间对SDF得率的影响
提取时间对SDF得率的影响见图3。
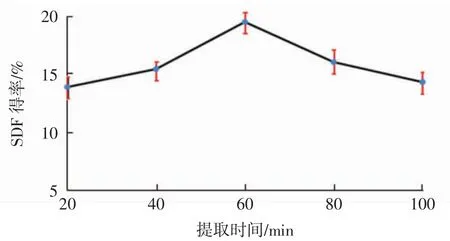
图3 提取时间对SDF得率的影响Fig.3 Effects of extraction time on the yield of SDF
如图3可知,在20 min~100 min的提取时间里,啤酒糟中SDF得率随提取时间的延长,呈现先增加后降低的趋势。提取时间在20 min~40 min时,SDF的得率未出现显著性变化,当提取时间为60 min时,SDF得率显著增加,达到最大值。随着提取时间继续增加,SDF的得率反而呈现下降趋势。这是由于啤酒糟在碱液中浸泡时间过长时,碱液会破坏SDF的结构,使其不完全醇沉或无法醇沉,致使SDF得率减少[23]。因此最佳提取时间在60 min左右。
2.1.4 沉淀时间对SDF得率的影响
沉淀时间对SDF得率的影响见图4。
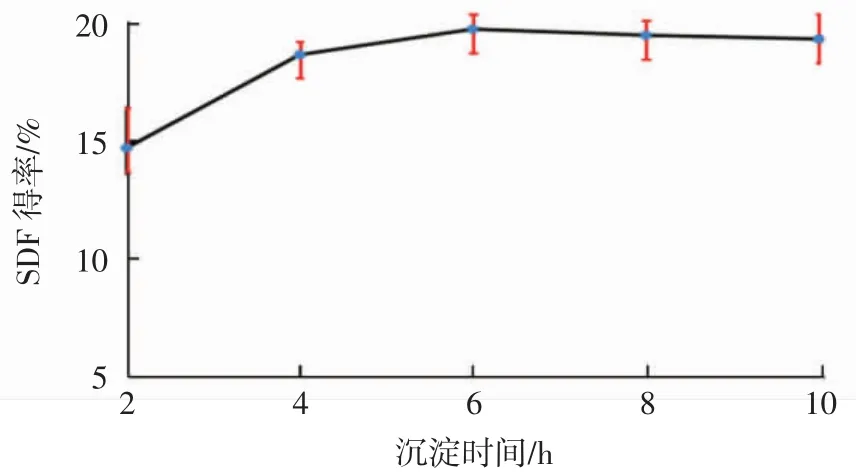
图4 沉淀时间对SDF得率的影响Fig.4 Effects of precipitation time on the yield of SDF
如图4所示,在2 h~10 h的沉淀时间里,啤酒糟中SDF得率随着沉淀时间的增加而升高,当沉淀时间超过6 h时,SDF得率基本保持不变,说明沉淀时间为6 h时,啤酒糟中所有的SDF已沉淀完全。
2.2 响应面试验结果分析
2.2.1 响应面试验条件与结果
结合上述单因素试验结果,以啤酒糟中SDF得率为响应值,以液料比(A)、提取温度(B)、提取时间(C)和沉淀时间(D)为影响因子,采用Box-Behnken试验设计四因素三水平的响应面试验方案,试验设计及结果如表2所示。
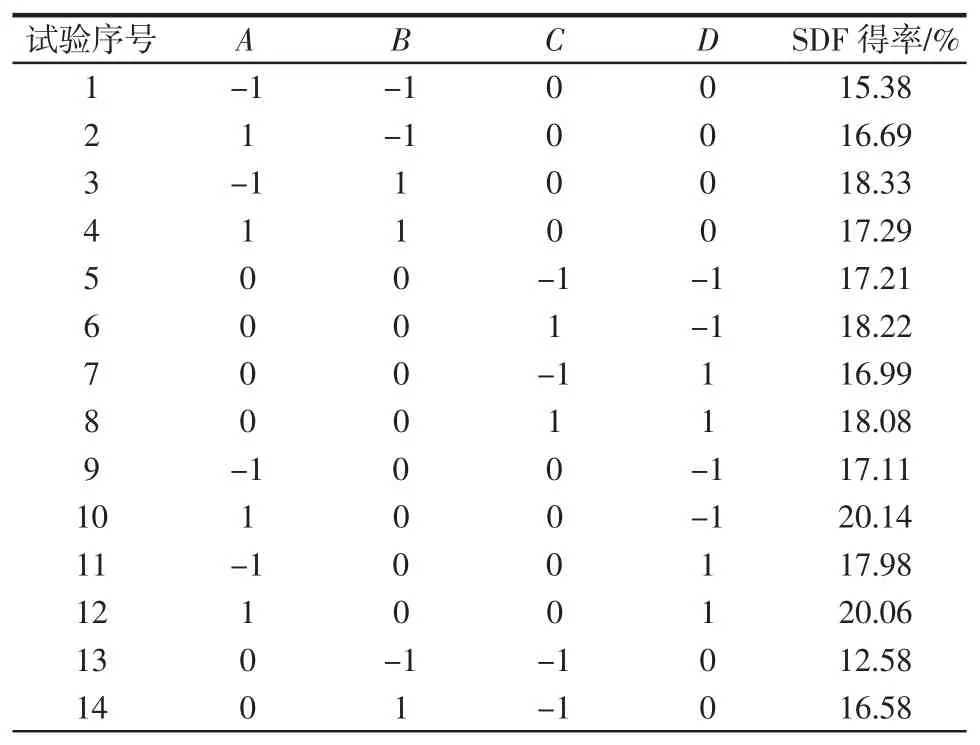
表2 响应面优化试验设计与结果Table 2 Response surface optimization experiment design and result
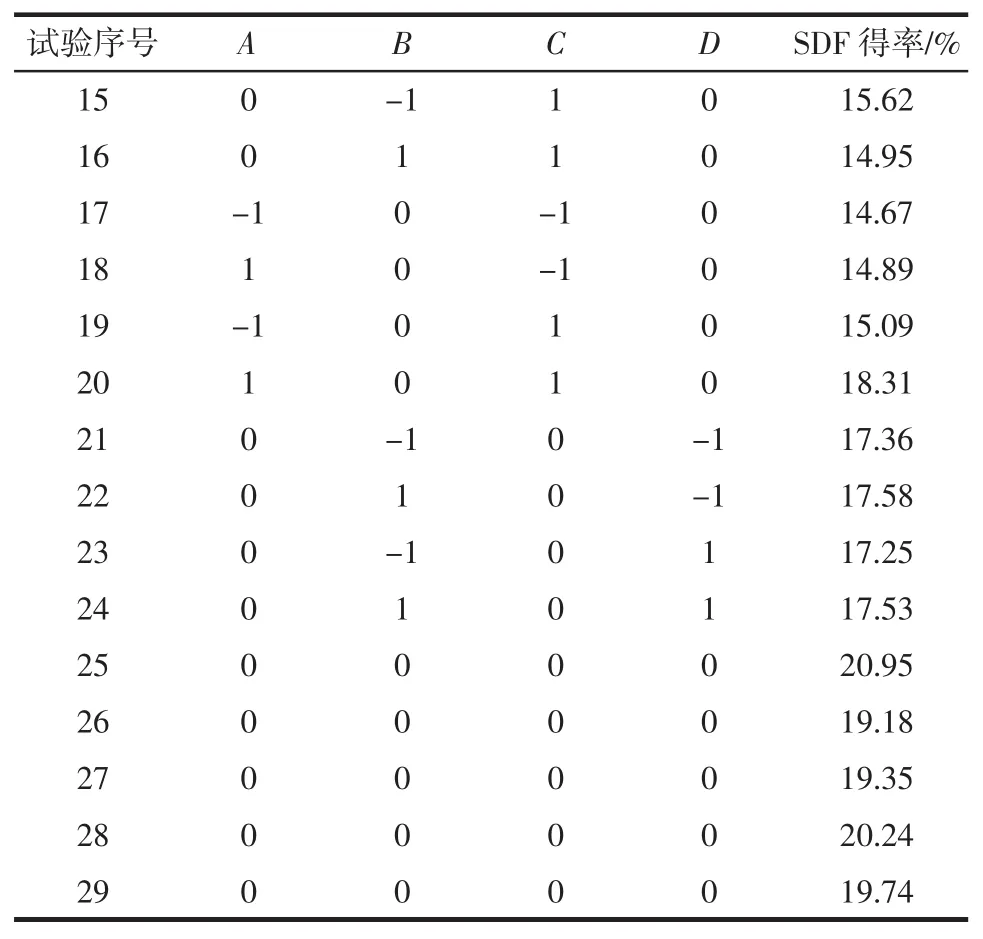
续表2 响应面优化试验设计与结果Continue table 2 Response surface optimization experiment design and result
使用Design Expert 8.0.6软件对表2的试验结果进行拟合分析,建立啤酒糟SDF得率和影响因素之间的回归方程模型为SDF得率/%=19.89+0.73A+0.61B+0.61C+0.023D-0.59AB+0.75AC-0.24AD-1.17BC+0.015BD+0.020CD-1.12A2-2.22B2-2.71C2+0.081D2。
对该模型进行方差分析,结果如表3所示。
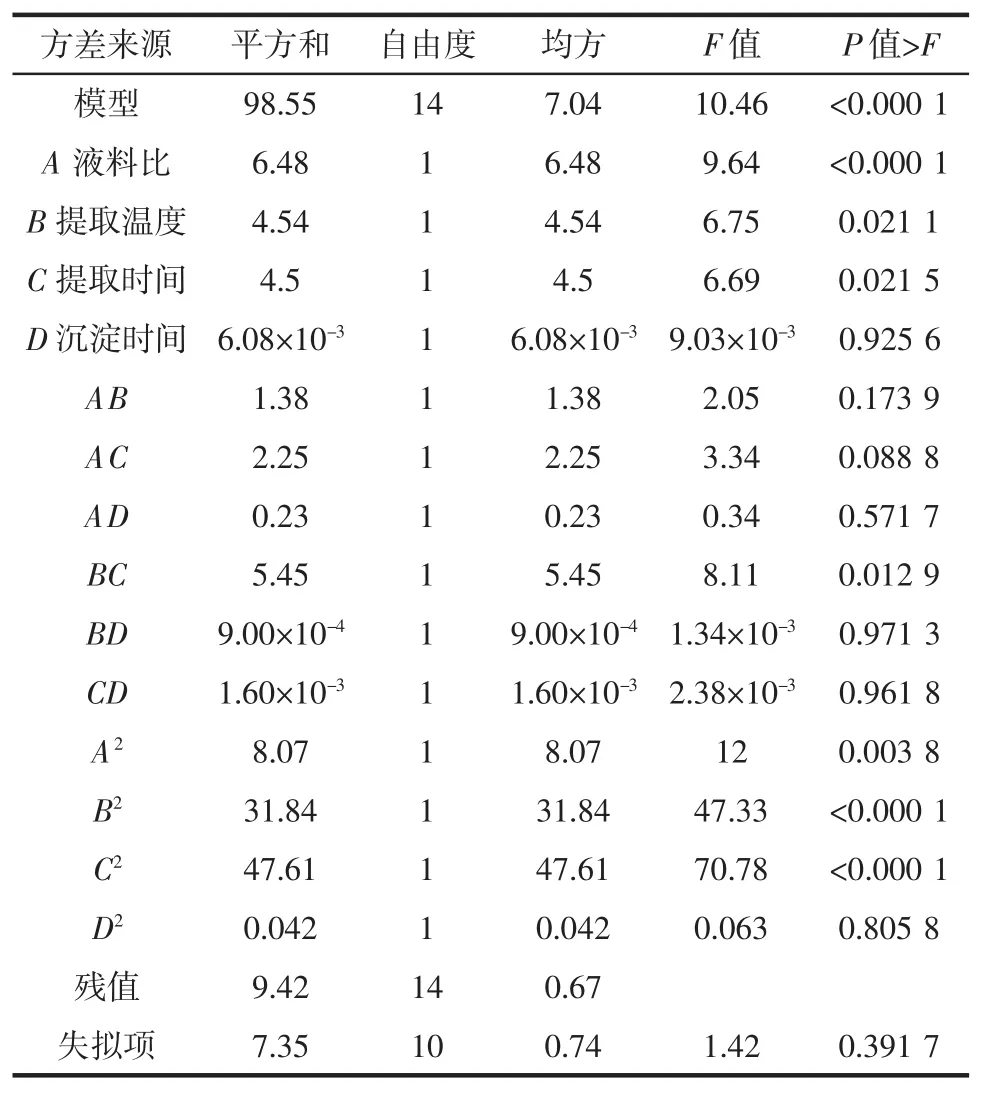
表3 响应面回归方程方差分析结果Table 3 Variance analysis of regression equation by response surface
模型显著性检验P<0.000 1为极显著;失拟项P=0.391 7,说明该试验的数据拟合效果好,无失拟因素存在。回归方程的预测值之间的相关系数模型的R2=0.912 8,R2Adj=0.825 5,表明试验数据可用该模型进行相关解释,方程可靠性较高。
通过对回归模型进行解析,可得出最优SDF碱法提取工艺:液料比 32.45∶1(mL/g)、提取温度 43.13 ℃、提取时间63.4min、沉淀时间6h,预测SDF得率20.25%。根据实际操作,调整工艺参数为液料比30∶1(mL/g)、提取温度45℃、提取时间60 min、沉淀时间6 h,在此条件下重复试验6次,验证得到啤酒糟中SDF得率的平均值为19.89%,相对标准偏差(relative standard deviation,RSD)为2.64%,与预测值吻合度较高。
2.2.2 响应面交互作用试验结果
采用Design Expert 8.0.6软件,将液料比(A)、提取温度(B)、提取时间(C)和沉淀时间(D)这4个因素两两进行比较,各因素之间交互作用的响应面图见图5~图7所示。
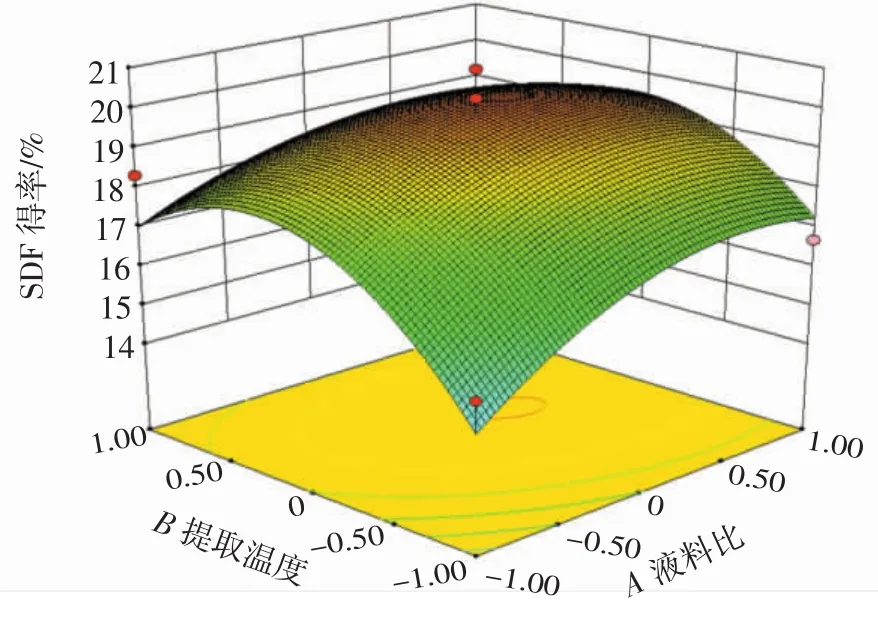
图5 液料比和提取温度对啤酒糟中SDF得率影响的响应面Fig.5 Responsive surface and contour for the effects of liquid-solid ratio and extraction temperature on the SDF extraction yield from beer vinasse
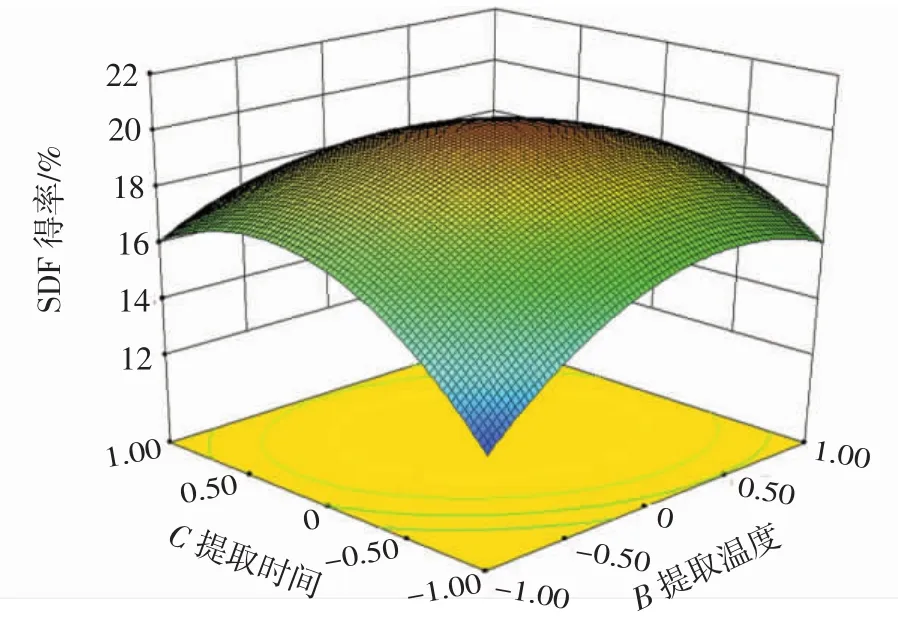
图6 提取温度和提取时间对啤酒糟中SDF得率影响的响应面Fig.6 Responsive surface and contour for the effects of extraction temperature and extraction time on the SDF extraction yield from beer vinasse
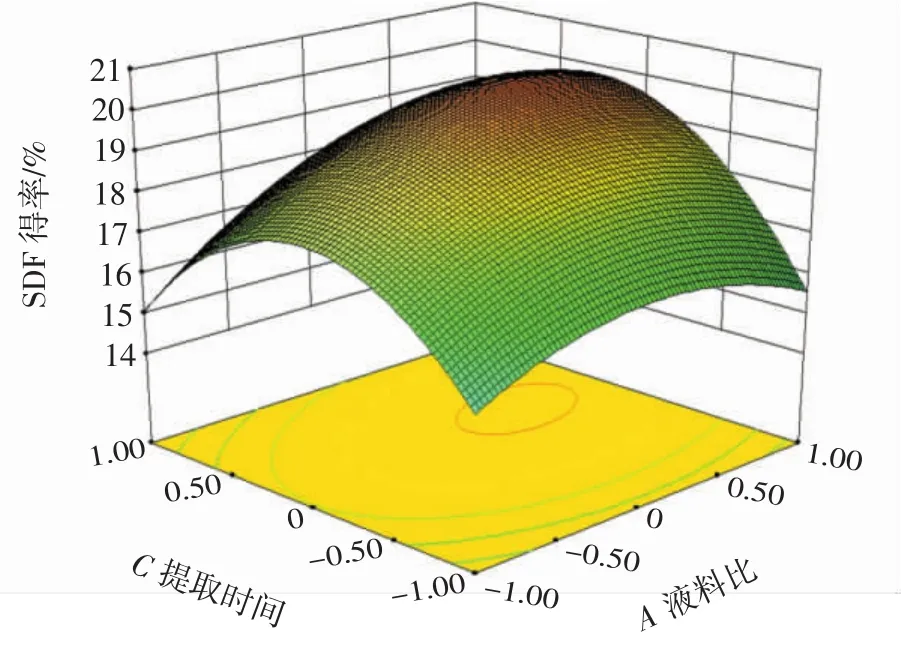
图7 液料比和提取时间对啤酒糟中SDF得率影响的响应面Fig.7 Responsive surface and contour for the effects of liquid-solid ratio and extraction time on the SDF extraction yield from beer vinasse
响应面反映每两个影响因素之间的交互作用,由图5~图7可知,液料比对SDF得率的影响最大,提取温度和提取时间次之,沉淀时间对其影响相对较小。
3 结论
在单因素试验基础上,通过对碱法提取啤酒糟中SDF进行响应面优化分析,获得啤酒糟中SDF提取优化工艺参数最终确定为液料比30∶1(mL/g)、提取温度45℃、提取时间60 min、沉淀时间6 h。在此工艺参数条件下进行重复性试验,啤酒糟中SDF平均得率为20.34%,RSD为2.64%,与理论预测值20.25%基本相符,充分验证了所建模型的准确性。因此,该试验优化得到的工艺参数可为啤酒糟中SDF的提取及后续的应用提供一定的理论参考。
猜你喜欢
山东冶金(2022年3期)2022-07-19
现代农村科技(2022年2期)2022-03-04
普洱学院学报(2021年6期)2022-01-14
Annals of Applied Mathematics(2020年3期)2020-09-14
大众投资指南(2020年10期)2020-07-24
陶瓷(2020年5期)2020-07-06
中州大学学报(2019年3期)2019-07-17
科技视界(2018年22期)2018-10-08
流行色(2018年10期)2018-03-23
商周刊(2017年17期)2017-09-08
