不锈钢固定拱顶储罐排版优化
2021-09-15 09:51张皓斌
石油化工建设 2021年4期
卫 波 张皓斌
1 陕西化建工程有限责任公司 陕西杨凌 712100;2 华陆工程科技有限责任公司 陕西西安 710065
储罐是石油化工行业不可或缺的设备,广泛应用于各类石化装置中,且常常以多台储罐组成罐群的形式出现,在施工现场制作过程中往往会使用大量的板材。因此,如何节约板材是一项有重要研究价值的课题。加之近期各类原材料的价格一路上涨,更要求施工技术人员采取技术措施优化储罐排版,尤其是不锈钢储罐,降低材料损耗率。
1 伴生气资源循环利用项目罐群概况
延长油田伴生气资源循环利用项目位于陕西省延安市宝塔区甘谷驿镇,其二标段聚四氢呋喃(PTMEG)装置、1,4- 丁二醇(BDO)装置、甲醛装置共有47 台储罐。这些储罐均为不锈钢固定拱顶储罐,材质有S30408、S31603、S30403 三种,罐体总重760.7t。
2 排版的通用流程、原则及注意事项
排版的通用流程如图1 所示。

图1 排版的通用流程
2.1 排版原则
(1)排版前,应提前与采购单位沟通,确认对方供货的板材规格,尽可能要求提供尺寸较大的钢板,这样既能减少现场制作储罐焊接量,又能在一定程度上节约采购时间和降低板材损耗。
(2)在符合规范及设计要求的前提下,优先利用其他储罐排版余料,避免不看余料直接使用整板下料造成的材料浪费。
2.2 注意事项
(1)底板由于焊接变形大,宜以大板为主,中板为辅,对称布置,尽量减少焊缝数量和焊缝长度。
(2)壁板排版宜根据罐体高度选择合理的板宽,既要保证环缝数量最少,又要避免不合理的板材纵向切割。壁板长度宜根据罐体外圆周长选择,长度应适宜,过长卷制操作繁琐,过短则会增加纵缝焊接工作量和探伤口数。
(3)顶板排版的瓜皮板数量及尺寸一般图纸会给出,为保证无误,要用公式验证;还应旋转验证罐顶人孔及接管是否避开焊缝,如果避不开需重新调整瓜皮板数量,直至能避开为止;最后,尽量减少单片顶板瓜皮的拼接焊缝,如果必须采用拼接技术,要避免十字焊缝。
(4)对每台储罐的底板、壁板、顶板的分片进行编号,设置编号规则如下:底板用d 表示,壁板用b 表示,顶板用t 表示,并在每个分片上加注储罐位号、材质、板厚等信息,以避免用错板材。
(5)单台储罐排版完成后,必然存在剩余材料,要将可以继续使用的剩余材料按照材质、板厚、长宽尺寸进行归类,建立余料台账。在接下来其余储罐的排版中优先使用余料台账中的余料。另外,所有垫板、补强圈和限位卡具用不锈钢板均使用余料,严禁使用整板下料。最后,余料台账要及时更新。
(6)要保证最下圈壁板的所有纵缝与底板边缘的拼接焊缝间距大于300mm。罐壁各接管、人孔要避开罐壁、罐顶焊缝,补强圈尽量避免覆盖焊缝。
3 底板排版
储罐底板根据有无弓形边缘板,分为中幅板及边缘板排版,以及中幅板及弓形边缘板排版两种,具体区分如下:
(1)当罐底内径小于12.5m 时,可不设置弓形边缘板;
(2)当罐底内径大于12.5m 时,宜设置弓形边缘板。
本项目储罐直径在2.9~11m 之间,故排版时可不设置弓形边缘板的排版,且按照设计所有储罐底板均是对接焊缝,也不用考虑排版的搭接。考虑到焊缝收缩的问题,GB50128- 2014 标准要求,底板排版直径宜放大0.1%~0.15%。以0401- TK- 101 储罐为例,其罐底直 径 5120mm, 罐 底 排 版 直 径 为 5120 ×1.001=5125mm2。排版时先用大板从中心开始铺设,向两边依次板同方向排列;排到边缘时,由横向排列改为纵向排列,详见图2。

图2 横向排版示意图
布置纵向排版时,应尽量减少拼接块和焊口数量,优先选择本罐底板用料的余料下料。如0401- TK- 101储罐底板采用的是2m 宽、10m 长的不锈钢板。为了方便与其余储罐排版进行区分,依次对底板拼接块进行编号。如图2 中d1- 1 下料完毕后,d2- 4 及d3- 2 的下料采用本张钢板的余料(d1- 1 表示此1# 底板,数量1块;d2- 4 表示此2# 底板,数量4 块,其余同理)。排版如图3 所示。

图3 纵向排版示意图
由图3 可见,用2m×10m 的板下料,此罐底板少下一块d3- 2,可用此罐的壁板余料下得;底板下料完后,剩余0.44m×2.16m 的余料,此余料可以用来制作现场防变形弧板、隔离垫板、支架垫板和补强圈等。
需要注意的是,如果有较大块的剩余,应建立余料台账(表1)。本储罐的壁板、顶板或其余储罐的排版要优先采用,避免余料增多,后期无法消耗。
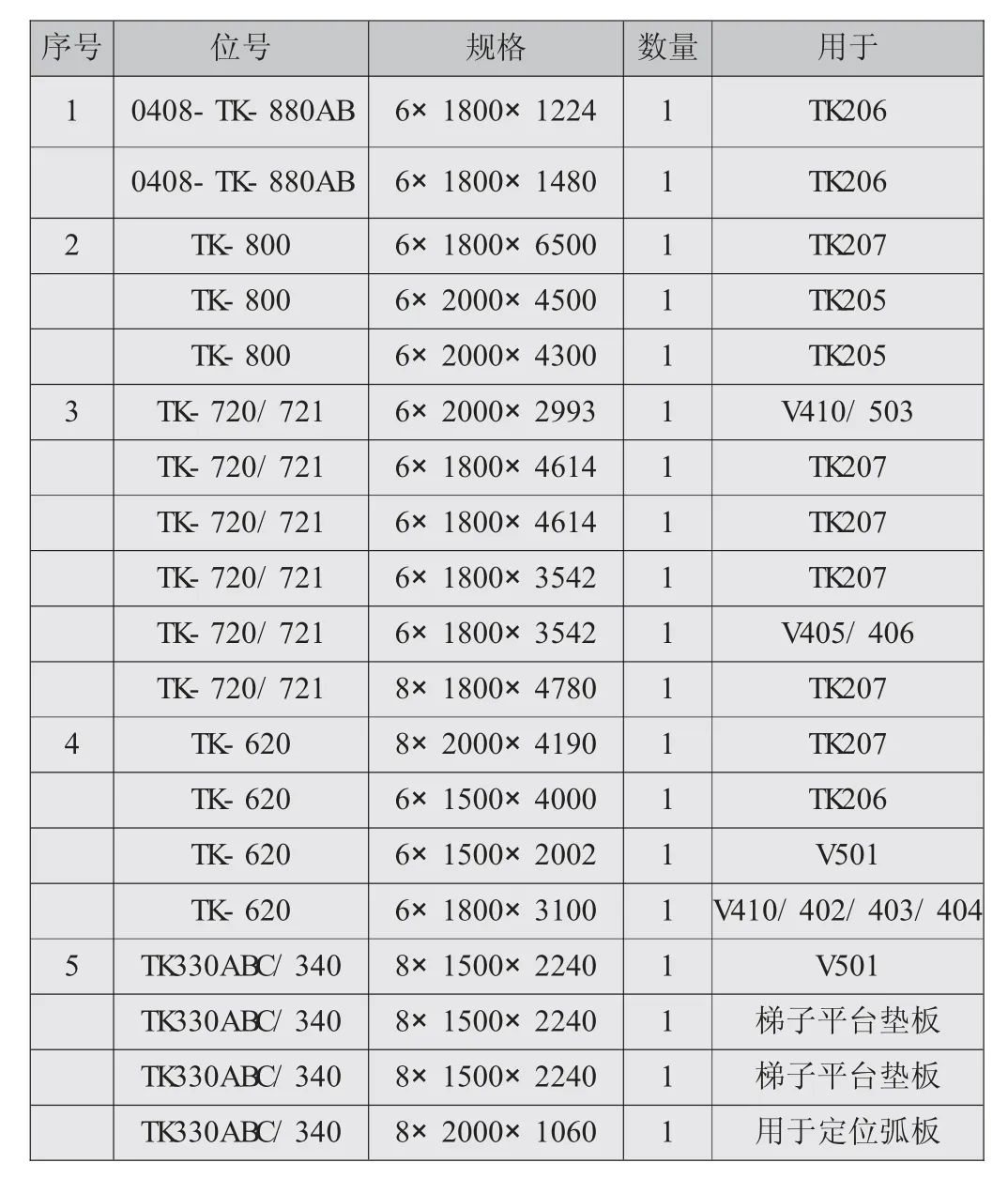
表1 S30408 不锈钢板材边角料台账
4 壁板排版
壁板的排版相对于底板和顶板来说较简单,在排与壁板焊缝的距离要大于300mm;最上圈壁板纵缝与包边角钢对接焊缝距离不小于300mm;板厚小于12mm 时,罐壁接管开口外缘与罐壁焊缝之间距离不应小于150mm;板厚大于12mm 时,罐壁接管开口外缘与罐壁焊缝之间距离不应小于250mm;各圈壁板的纵向焊缝宜向同一方向逐圈错开,相邻两圈壁板相邻纵焊缝间距应为板长的1/ 3,且不小于300mm。
另外,设计图纸中的壁板尺寸可以根据采购到的钢板规格来调整,但要保证接管不要开在纵缝上。例如,TK- 101 罐高5700mm,图纸给出的是用1900mm宽的板,但实际板宽规格只有1800mm 和2000mm,这样就可用2 张2000mm 板和1 张1800mm 板替代。每圈壁板数量不宜过多,以减少焊接工作量;但也不宜太少,以免增加卷板工作难度。壁板排版宜考虑储罐直径,以中径放样,并考虑焊接收缩量。
5 顶板排版
由于顶板的瓜皮图纸通常会给出尺寸和数量,在顶板排版中,应对顶板的瓜皮展开尺寸进行复核,确保设计放样准确无误。最理想化的顶板排版如图4 所示。

图4 理想的顶板排版
但是实际施工过程中,由于不锈钢板尺寸和罐顶尺寸的限制,很难做到此种优化排版。在通过改变钢板尺寸和顶板瓜皮数量不能做到此优化排版时,就必须采取钢板的拼接。拼接时可采用改变板宽拼接和改变板长拼接,本项目由于储罐较小,故均采用沿板长方向拼接,如图5 所示。

图5 沿板长方向拼接示意图
由于不锈钢板定尺板价格高,所以在顶板的排版过程中很少会出现图4 的情况,大多数会出现图5 的情况,而且板长方向还会有剩余。所以实际排版中不能局限于一个储罐,应该多个储罐综合考虑排版。综合考虑的排版实例如图6—8 所示。
综上所述,要想降低材料损耗率,减少施工材料费,在排版中不能局限于一个储罐的壁板、顶板、底板的排版,而应将不同储罐底板、顶板、壁板综合考虑。同时,每个新储罐的排版要优先利用之前储罐排版的余料,以此来达到最优排版。
6 总结
本项目的47 台不锈钢储罐,除采用以上混合排版的方法之外,还建立了不锈钢板材余料台账,优先使用余料排版和制作储罐附件,并在施工中做好材料标识的移植,以及设专人加强不锈钢余料管理。

图6 不同储罐的底板混合排版
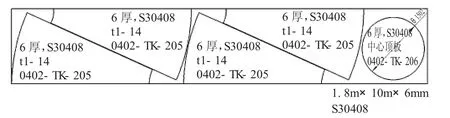
图7 不同储罐的顶板混合排版
最终,共使用869 块不锈钢板,累计重量790.6t;图纸罐体重量760.4t,板材损耗率为(790.6- 760.4)/ 760.4=3.97%,比规范要求的6%降低了2.03%;节约钢材2.03%×760.4=15.44t,节省30 余万元,创造了良好的经济效益。

图8 同一规格的储罐底板与顶板混合排版
猜你喜欢
汉语世界(The World of Chinese)(2022年3期)2022-06-15
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
现代计算机(2020年32期)2021-01-18
石材(2020年12期)2021-01-15
快乐语文(2020年17期)2020-07-16
民用飞机设计与研究(2020年1期)2020-05-21
教练机(2019年2期)2019-09-23
小小说月刊(2018年9期)2018-09-25
智富时代(2018年5期)2018-07-18