基于数字图像处理的砂纸缺陷自动检测系统设计
2021-09-14 02:32李冰李坤福
河南科技 2021年11期
李冰 李坤福

摘 要:目前在传统工业生产中,为了提高砂纸的生产质量,通常的做法是依靠人眼识别的方式来筛选问题砂纸,这种方式由于受人员因素影响,准确率和可靠性不高,且生产成本高,效率低下。本文设计了一种基于数字图像处理技术的砂纸缺陷自动检测系统,可以有效提高缺陷砂纸的识别率,缩减生产成本,提升生产效率。
关键词:数字图像处理;砂纸缺陷;检测系统
中图分类号:TP391.41 文献标识码:A 文章编号:1003-5168(2021)11-0008-03
Automatic Detection System for Sandpaper Defects Based
on Digital Image Processing
LI Bing LI Kunfu
(Wuhan Railway Vocational College of Technology,Wuhan Hubei 430205)
Abstract: At present, in the traditional industrial production, in order to improve the production quality of sandpaper, the usual way was to rely on human eye recognition to screen the problem sandpaper. Due to the influence of personnel factors, this way had low accuracy and reliability, high production cost and low efficiency. This paper designed a sandpaper defect automatic detection system based on digital image processing technology, which can effectively improve the recognition rate of defective sandpaper, reduce production costs and improve production efficiency.
Keywords: digital image processing; sandpaper; detection system
1 研究背景
砂紙是一种特殊的纸张,上面附有研磨颗粒,常用于产品表面的平整,或去除物品表面的附着物,是一种工业生产、日常生活中常用的磨削工具。但是,由于工艺原因,生产出来的砂纸并不是全部达标的。砂纸的生产流程包括坯布开卷、涂胶、植砂、复胶、烘干固化、成品出厂等[1]。
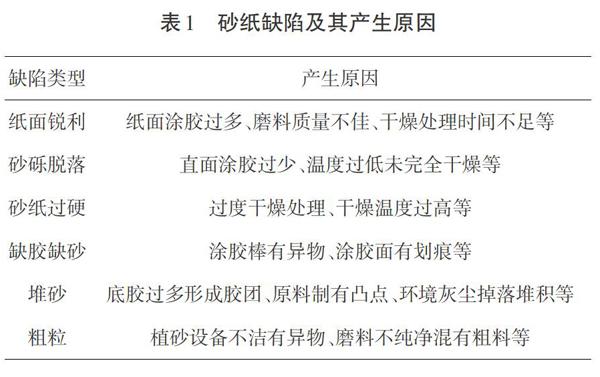
在砂纸生产过程中,植砂是决定砂纸生产质量的关键工艺。该工艺是将砂砾均匀涂覆到原料纸的表面,经复胶、烘干后制成砂纸,但由于受环境、操作、设备、原材料等因素的影响,在实际生产过程中,砂砾无法均匀覆盖在原料纸表面,使所生产的砂纸出现缺陷。常见的砂纸缺陷及其产生的原因如表1所示[2]。
为了保证砂纸生产质量,要及时识别并筛选出有缺陷的砂纸。砂纸生产企业最常用的砂纸缺陷检测手段是安排专人轮班,通过不间断的目测方式观察生产线上出产的砂纸是否存在质量缺陷。这种方式技术成本低且实施容易,但是存在效率低下、准确率不高、人力成本高的问题。为了保障砂纸生产质量,同时提高生产效率并降低生产成本,需要一种可靠性和自动化程度高的砂纸缺陷实时检测方法。因此,本文基于数字图像处理技术,设计出一套砂纸缺陷自动检测系统,从而有效解决砂纸生产企业在实际生产中遇到的无法自动化检测、效率低下的问题。
2 系统总体方案设计
2.1 硬件系统设计
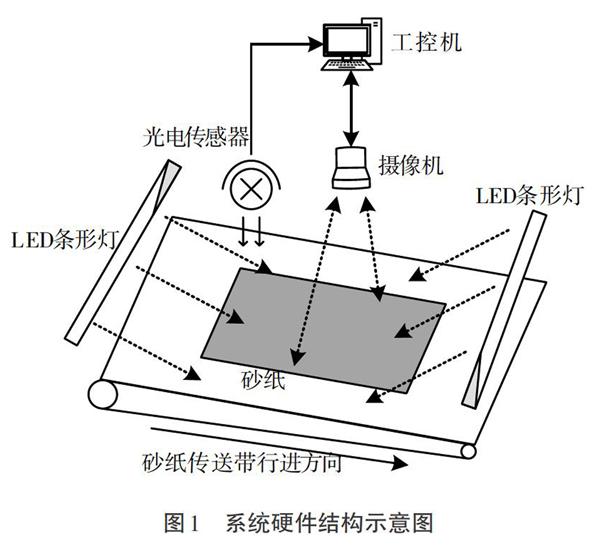
本砂纸缺陷检测系统的硬件部分设计是建立在不破坏砂纸生产流程,并在现有砂纸生产线上直接架设实现的,不需要对原有生产线进行改造和调整。由于生产车间制作好的砂纸是由传送带运送至货仓并打包存放的,因此,为了将缺陷砂纸在打包发货前筛选剔除,本系统的硬件装置架设在传送带上方,主要由控制主机、摄像机、条形灯(光源)、光电传感器四个部分组成。系统的硬件结构如图1所示。
2.1.1 控制主机。控制主机采用AIIS-1440型工控机。该型工控机支持4-CH以太网供电(PoE),将电源和信号结合在一根电缆中,支持IEEE-1588协议,实现多摄像头同步采集,极大地减少了连接线缆,简化了系统安装,且维护成本较低。
2.1.2 摄像机。摄像机选型是否得当决定了图像采集质量和后期图像处理的难易程度。通过对生产车间中传送带上砂纸投放速度进行测量发现,每隔1 461 ms便会有一张砂纸成品通过检测点,因此所使用的摄像机必须低延迟,再加上砂纸本身颜色较为单一,所以黑白工业面阵摄像机即可满足系统要求。综上所述,本系统选取海康威视的MV-CE200-11UM摄像机,该摄像机为一种感光元件(Complementary Metal Oxide Semiconductor,COMS)卷帘快门面阵相机,具有硬件触发、软件触发和自由运行三种工作模式,不需要安装数据采集卡,可以通过USB3.0方式传输数据直接与上位机通信,有效像素1 280 ×1 024,帧率14 f/s,10 bit采样精度,造价低廉,且工业生产中应用较为广泛[3]。
2.1.3 条形灯(光源)。光源照射方式常用的有垂直照射法、透射法、漫反射法等,但无论采用哪种光源照射方式,都必须充分考虑光照均匀性、光源亮度等因素。
为了使光源照射效果均匀分布于待检砂纸表面,本系统采用两个LED条形灯作为光源,灯型尺寸大于砂纸即可,将其对称布置于传送带进出口两端,不仅避免了光源照射不均匀的问题,而且有效扩大了光源照射方位。
2.1.4 光电传感器。本系统所使用的光电传感器实际上是由发光二极管、光电管和必要的驱动与检测电路组合在一起构成的,主要用于控制摄像机采样,起到开关的作用,其工作方式有透射式、反射式和散射式等三种。系统工作时并不是实时监测传送带,而是通过光电传感器探测是否有砂纸经过摄像机下方。当砂纸到达测量位置时,遮挡住光源发出的光,产生触发信号,该信号传递给摄像机的触发端口,告知砂纸已到达指定位置,准备抓取图像并监测。
2.2 软件系统设计
作为检测系统的组成部分,软件系统主要包括图像采集、数字图像处理、砂纸缺陷识别、检测结果输出等功能。当光电传感器检测到砂纸通过时,向上位机发送信号,系统图像采集模块下达指令让摄像机获取待检砂纸图像信息,并将该帧图像输送到上位机显示屏中。数字图像处理模块对采集到的待检砂纸图像进行滤波、边缘检测、阈值分割、二值化等处理,由于外界光照强度变化、设备抖动等原因会造成噪声干扰,因此还需要对图像进行去噪处理。图像处理完毕后,缺陷分析模块通过图像识别算法完成缺陷的检测工作,从而确定该砂纸是否存在缺陷。检测结果输出模块是将识别缺陷后检测的结果通过上位机进行输出显示,同时将不合格砂纸的信息报告给生产线的其他设备,以便剔除该张砂纸。
3 砂纸缺陷识别检测
由于砂纸缺陷种类较多,且针对每一种缺陷的算法也不尽相同,由于篇幅有限,本节以条状缺陷和块状缺陷为代表,说明砂纸缺陷识别图像处理算法。
3.1 条状缺陷识别
砂纸条状缺陷主要是由原料纸折痕造成的,一般成直线。由于霍夫(Hough)变换具有良好的鲁棒性和较强的抗干扰能力,常用于直线检测,因此通过使用Hough变换进行砂纸条状缺陷检测是非常合适的[4]。常用的Hough变换直线检测方法是在图像空间中选取一条直线[L]的某些特征,作为参数空间的一个点[M],并且该直线[L]上所有点,运用公式(1),在图像空间和参数空间之间建立“线-点”对偶变换:
[ρ=xcosα+ysinα] (1)
式(1)中:[ρ]為极径;[α]为极角,[α]取值范围为0°~180°;[x]为像素点相对图像原点的行坐标;[y]为像素点相对图像原点的纵坐标。
在检测直角坐标系中由非零点所构成的直线,需要根据检测分辨率的要求,将[α]离散化为[Nα]个参数区间,将[ρ]离散化为[Nρ]个参数区间,也就是说,将极坐标系量化成许多小格,建立参数空间,经过Hough变换后,条状缺陷砂纸的图像折痕处可以得到明显增强。
3.2 块状缺陷识别
差影法是一种对待处理图像进行代数运算数字图像处理算法,即对待处理图像与标准图像进行点对点的加、减、乘、除的代数运算。使用差影法可以有效去除待处理图像的周期性噪声,例如,光源照射抖动、物体遮挡、照射不均等,经过差影处理后的图像可以反映出待检图像与标准图像间的差异信息,因此可以较好地用于砂纸块状缺陷检测[5]。本系统用到的是差影法中的图像点对点减运算,即将待检测砂纸图像[Mx,y]与标准砂纸图像[Nx,y]进行减运算,得到两者差异图像[Lx,y]的方法,图像减运算的表达式为:
[Lx,y=Mx,y-Nx,y] (2)
为了减少环境光照对检测系统的干扰,本系统使用了两个标准砂纸图像作为基准图像,即图像[N1x,y]、[N2x,y],将疑似带有块状缺陷的砂纸图像作为待检图像[Mx,y],如图2所示,像素大小都是1 280×1 024,待检图像[Mx,y]分别与两幅标准砂图像[N1x,y]、[N2x,y]做点对点减运算。
差影法具体实施过程如下:①采集砂纸图像信息后传递给上位机并对图像进行预处理;②开辟内存空间,设定内存大小为255 KB;③将待检图像[Mx,y]与基准图像[N1x,y]的每一个像素灰度值做差运算,凡计算结果不大于0的,将该点赋值为0,结果大于0的,将差值保存于所设内存中;④重复以上内容,将待检图像[Mx,y]与基准图像[N2x,y]进行同样的差运算;⑤完成以上步骤后即得到差异图像[Lx,y],尝试不同阈值,当[Lx,y]的像素灰度值大于这个阈值时,对每个像素进行水平投影;⑥重复上述第④和⑤步,对下一帧待检图像进行差影法运算;⑦比较分析数据图像,计算非零像素点的比例。
实现差影法后像素统计结果如表2所示。从表2可知,无缺陷图像[N1]、[N2]的差异图像[L]非零像素虽然随着阈值提升而逐渐升高,但增加幅度并不大,当阈值为70时也仅为42.0%,当低阈值为20时只有4.8%。而当无缺陷图像[N1]与有缺陷图像[M]进行差影法运算后所得差异图像[L]非零像素随着阈值提升而增加,并且始终处于较高水平,比在阈值为20时达到69.1%,阈值为70达到99.1%。因此,在实际检测中,通过确定合理阈值,即可通过差异图像[L]非零像素的取值范围来判断砂纸是否存在块状缺陷。
4 结语
本文基于数字图像处理技术实现了砂纸缺陷的自动检测,并分别就硬件系统和软件系统的设计进行介绍,在砂纸缺陷识别方面,主要介绍用Hough变换和差影法等方式实现砂纸条状缺陷和块状缺陷的识别。系统实用可靠,建设成本低,对提高砂纸生产质量、提升企业产能具有积极意义。
参考文献:
[1]颜志强,曾钦志,张巧玲.机器视觉技术在木材工业中的应用研究概况[J].木材加工机械,2013(4):55-59.
[2]乔文治,缪君.基于机器视觉的航空零件表面刮痕检测系统研究[J].计算机与现代化,2012(6):47-49.
[3]张楠,安然.机器视觉在现代包装工业中的应用[J].中国包装工业,2012(2):16-19.
[4]袁渊,丁胜,徐新.基于颜色与纹理特征的安防视频遮挡树叶检测[J].计算机工程与设计,2016(6):1549-1554.
[5]许志文,廉迎战,陈阳,等.基于机器视觉的纺织品缺陷检测系统的研究与实现[J].工业控制计算机,2014(11):20-21.
猜你喜欢
电脑知识与技术(2016年28期)2016-12-21
考试周刊(2016年91期)2016-12-08
软件工程(2016年8期)2016-10-25
科技视界(2016年22期)2016-10-18
中国教育信息化·基础教育(2016年9期)2016-10-18
大学教育(2016年9期)2016-10-09
科技视界(2016年2期)2016-03-30