
凹山选矿厂高压辊磨机动辊轴承密封故障分析及处理
2021-09-14 03:58:26信曼娜
现代矿业 2021年8期
信曼娜
(马钢矿业资源集团南山矿业有限公司)
马钢南山矿业有限公司凹山选矿厂是国内最早使用高压辊磨机的选矿厂,采用高压辊磨机将30~0 mm 碎矿产品闭路(湿式筛分)破碎至3~0 mm,然后进行弱磁选高效抛尾,大幅度减少后续磨选处理量,提高入磨品位,减少细粒尾矿进入尾矿库。项目取得了理想的效果,为高压辊磨机在国内选矿厂广泛应用提供了示范[1-7]。
高压辊磨机总体故障较少,作业率较高,动辊轴承密封故障是其常见故障之一。针对该常见故障,本文将分析产生故障的原因,并介绍处理方法。
1 故障描述
凹山选矿厂自2017 年12 月开始使用国产辊套总成,2018 年5 月发现动辊驱动端轴承座不出油,现场使用气动加油泵对该处进行单独强制加油后开始出油,2018 年6 月发现动辊驱动端螺母后退,锁紧螺母上的卡箍拉裂,动辊水端密封圈起火(图1),现场在拆卸水端锁紧螺母时,发现驱动端锁紧螺母卡死,无法前进和后退(图2)。


2 故障处理过程
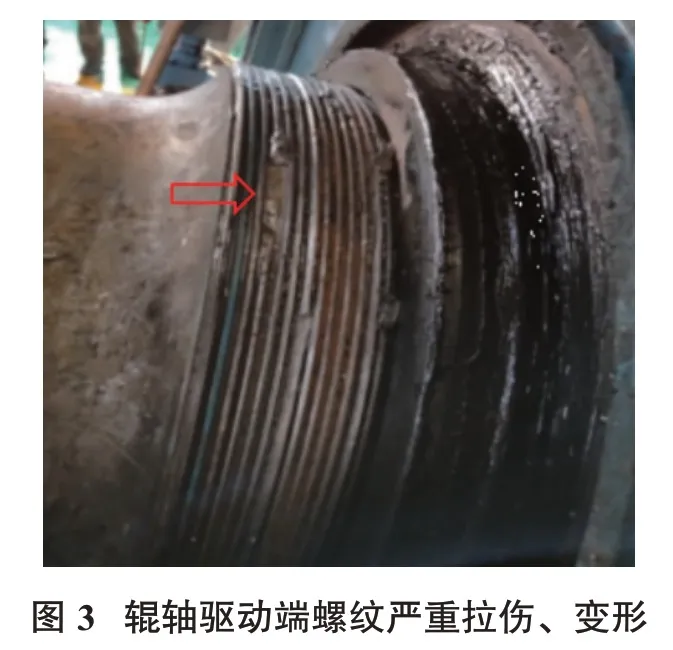
对于现场卡死的驱动端锁紧螺母,使用天车、千斤顶、火烤、抹油等方法拆卸始终无法奏效,最后将锁紧螺母割掉。检查挤压辊内部元件损坏情况以及装配尺寸时发现,虽然挤压辊轴装配尺寸与出厂尺寸一致,没有发生辊轴蹿动现象,内部元件完好,但驱动端辊轴上螺纹严重拉伤、变形(图3),水端辊轴上螺纹正常;驱动端与水端锁紧螺母靠近端盖处有摩擦痕迹;驱动端端盖靠近锁紧螺母处有摩擦痕迹;水端端盖密封挡板变形。
对动辊辊轴螺纹进行修复,试装锁紧螺母时,使用天车起吊,导致锁紧螺母卡死,无法前进和后退,将第二个锁紧螺母割掉,辊轴螺纹损伤比之前严重。螺纹修复完成,更换密封圈,将锁紧螺母安装完毕后,高压辊磨机满足生产要求。
3 故障分析
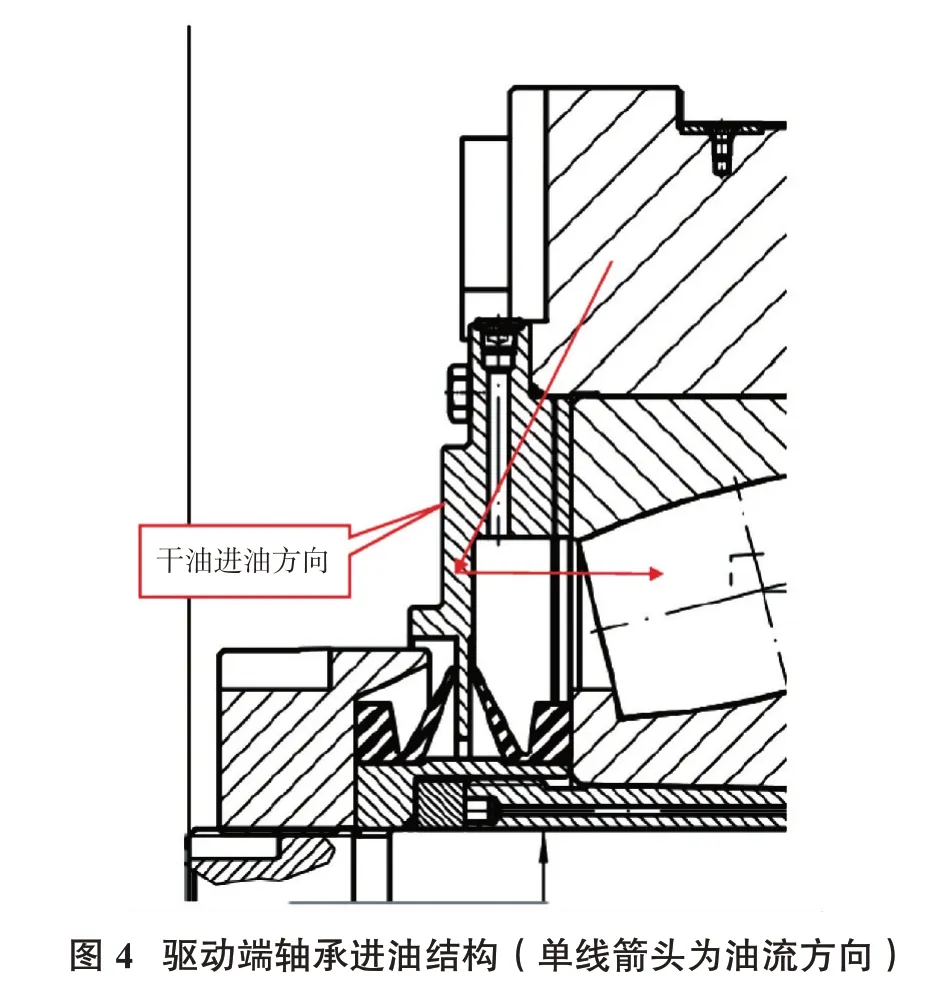
(1)动辊驱动端轴承座不出油。高压辊磨机驱动端轴承座进油部位结构见图4,出油部位结构见图5。现场油路、管道检查后排除了进油故障,检查后发现轴承座迷宫密封处的下侧变形,导致出油不畅,系轴承座装配时没有认真校对安装尺寸造成。

(2)密封圈损坏。通过检查,动辊侧挤压辊装配尺寸符合要求,辊轴也无蹿动现象。但在驱动端锁紧螺母、水端锁紧螺母、驱动端端盖内侧、水端端盖内侧均出现了严重摩擦痕迹,且驱动端端盖内侧和水端端盖内侧摩擦位置呈180°分布。
从以上现象可知,动辊两侧螺母和端盖均发生了严重摩擦,且位置呈180°分布,表明高压辊磨机运行时,动辊曾发生严重辊偏,导致螺母与端盖碰撞摩擦。同时,根据动辊运动方向,当驱动端螺母与端盖摩擦时,摩擦力使锁紧螺母松开(图6),而水端螺母与端盖摩擦时,摩擦力使锁紧螺母拧紧,由于水端螺母被胀紧套限制,因而无法蹿动。根据设备结构形式,水端轴承为活动端,其轴承共有16 mm 左右的活动量,当发生辊偏时,辊轴和轴承一起向驱动端移动,锁紧螺母与水端端盖碰撞,导致端盖上的密封圈挡板变形,把密封圈卷入端盖,密封圈烧毁,见图7。


现场高压辊磨机电控系统中无自动纠偏装置,高压辊磨机辊缝检测传感器的初始位移设置为16 mm,正常工作时辊缝在60 mm 左右,发生辊偏时会十分严重。
综上所述,出现驱动端锁紧螺母松动,水端密封圈烧毁的原因是高压辊磨机曾有一段时间出现严重辊偏,锁紧螺母多次与端盖发生碰撞和摩擦,最终导致一系列问题。
4 结论
(1)凹山选矿厂高压辊磨机锁紧螺母松动和密封圈烧毁的原因是挤压辊出现了严重辊偏。因此,毎次调整变频电机转速时,都必须调整电机和水端的液压缸压力,否则容易发生辊偏。
(2)应密切关注辊偏,并对造成原因进行分析。设定辊偏报警,当辊偏较大时,电控系统应报警。当辊偏超过10 mm时需要进行纠偏处理。
(3)应持续观察动辊驱动端轴承座的出油状况、轴承温度,同时在加油泵出口处安装压力表,若进油压力异常,要尽快查找原因,避免损坏轴承和油泵。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21 05:43:12
建材发展导向(2021年6期)2021-06-09 05:56:48
水泥技术(2020年3期)2020-06-06 09:39:14
金属加工(热加工)(2020年12期)2020-02-06 05:59:24
农产品加工(2019年22期)2019-12-04 08:07:44
上海建材(2019年3期)2019-09-18 01:50:50
机械工程师(2014年9期)2014-04-16 07:49:19
河南科技(2014年24期)2014-02-27 14:19:43
