
汽车覆盖件顶盖冲压工艺方案标准化研究
2021-09-14 00:27:36杨玉贵胡建全
模具制造 2021年7期
杨玉贵,丁 哲,胡建全
(四川成飞集成科技股份有限公司,四川成都610091)
1 引言
汽车车身内外重要大覆盖件一般有17个:侧围翼子板4个,前门内外板4个,后门内外板4个,发动机盖内外板2个,行李箱盖内外板2个,顶盖1个。在这17个制件中,11个外板件属于特别重要的制件,其重点关注的方面为外观精度,但要完全达到理想的外观精度却难度极大。外板件在整车上外露可视,表面上有任何微小的缺陷都会在涂漆后引起光线的漫反射而有损外形的美观,因此外覆盖件表面不允许出现纹波、起皱、凹陷等破坏表面质量的缺陷[1]。由于尺寸精度对整车焊装精度有很大影响,因此6个内板制件对尺寸的精度要求极高。典型的轿车覆盖件装配示意图如图1所示。

图1 典型轿车覆盖件装配示意图
2 顶盖冲压方案标准化设计研究
2.1 顶盖制件的分类
(1)按汽车顶盖大小区分。
顶盖尺寸的差别,对修边工序废料排布有重要影响,根据顶盖长度,可区分为小型顶盖、中型顶盖和大型顶盖。
(2)按车型区分。
顶盖一般可区分为三厢(轿车)顶盖、两厢(SUV)车顶盖、7座(面包车)顶盖,由于两厢和三厢车型不同,装配方式差别很大,工艺方案基本不具有移植性(或称复制),模具结构没有可比性。
(3)按有无天窗型式分,可分为无天窗顶盖、带天窗顶盖、全景天窗顶盖,如图2所示。

图2 无天窗、带天窗、全景天窗顶盖示意图
(4)按顶盖与其它匹配制件的匹配方式区分。
在天窗部位,由于与天窗加强板滚压方式不同,不同的车型顶盖的翻边方式、匹配方式也存在很大的差异,典型的顶盖匹配方式如图3所示。
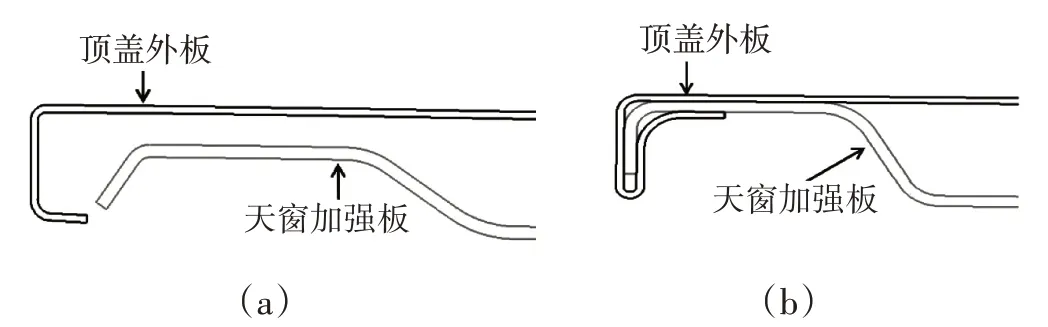
图3 典型的顶盖匹配示意图
天窗部位有无侧翻要求,对前顶盖修边工艺排布、哪一序开始翻边有很大影响,如图4所示。

图4 顶盖前侧修边翻边示意图
2.2 顶盖冲压方案标准化分类
影响顶盖方案设计的因素有很多,制定冲压方案应尽可能有利于提升冲压件的品质、保证冲压时的稳定性、降低模具的维修难度、降低制造成本,且方案尽可能实现标准化,常见的影响冲压方案的因素如图5所示。

图5 影响冲压方案标准化设计的关键因素
顶盖的特征区别为三厢天窗顶盖、两厢天窗顶盖以及左右侧是否存在侧整形3种类型,根据最可能的组合方式又可分为4种类型:①两厢无侧整形天窗顶盖;②两厢有侧整形天窗顶盖;③三厢无侧整形天窗顶盖;④三厢有侧整形天窗顶盖。
3 影响冲压设计的重要子要素标准化分析
目前,许多用户新建冲压线压机台数只规划了4台,为了推行冲压方案的标准化,要求顶盖都按照4工序数进行冲压工艺方案设计。
3.1 两厢车顶盖尾部掀背门匹配区域的成形方式及标准化
两厢车顶盖与三厢车顶盖的差别主要在顶盖后侧与掀背门搭接区域是否需要采取二次成形工艺方法,该特征对顶盖的冲压工艺方案设计有着决定性影响。目前两厢车顶盖后侧区域二次成形的方式有两种:OP20四周压料成形或OP30部分压料(或不压料)成形。
第一种成形方式:OP20周圈压料侧成形,如图6所示。

图6 OP20周圈压料成形
第二种成形方式:OP30部分压料侧成形,如图7所示。
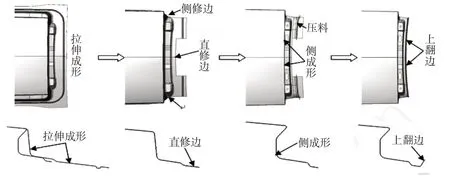
图7 OP30部分压料侧成形
3.2 天窗部位修边、翻边方案设计标准化
天窗出废料方式有:整片下出料、一序加废料刀下出料、两工序切断下出料、加整形收料后吸盘吸取出料。为了标准化工艺,建议采用OP20冲完整大孔整片下出料方式,OP30直翻边完成的工艺方案。这样,在天窗顶盖的天窗OP20/OP30可实现标准化修边、翻边工艺方法,如图8所示。

图8 天窗废料处理方法
因此,天窗部位的标准工艺流程为:OP10拉伸→OP20天窗冲孔→OP30天窗翻边→OP40天窗侧翻。
3.3 前部侧修边斜楔角度的标准化
前侧的修边角度一般在90°+(16°~24°),如果不能垂直修边的情况下,采用斜楔修边。为了推行标准化设计,建议将前侧斜楔修边方向统一为70°方向,如图9所示。

图9 前部侧修边角度标准化
3.4 顶盖左右侧侧翻工艺方法
在两厢顶盖左右侧需要侧翻的时候,由于受4工序排布影响,尾部的成形只能采用OP20先修边,OP30局部压料成形方式进行,对应的工序分布如图10所示。

图10 顶盖左右侧翻工艺
3.5 侧成形斜楔角度标准化
一般情况下统一为按50°设计,便于滑块座相关部件加工,如图11所示。

图11 侧成形斜楔角度标准化示意图
3.6 顶盖制件的定位
如果顶盖顶面四周R过小,需要过拉处理;后工序整形定位不稳定时,需要考虑预留定位缺口,常见三厢顶盖和两厢顶盖定位缺口设置方法如图12所示。

图12 顶盖定位设计
4 顶盖冲压方案标准化设计
根据常见顶盖的冲压工作内容,对各工序进行组合,顶盖冲压工艺方案标准化设计可以按照下述4种进行:
(1)三厢车左右无侧整形顶盖的冲压方案标准化设计如表1所示。

表1 三厢车左右无侧整形顶盖的冲压方案标准化
(2)三厢车天窗顶盖(左右有侧整形)冲压方案标准化设计如表2所示。
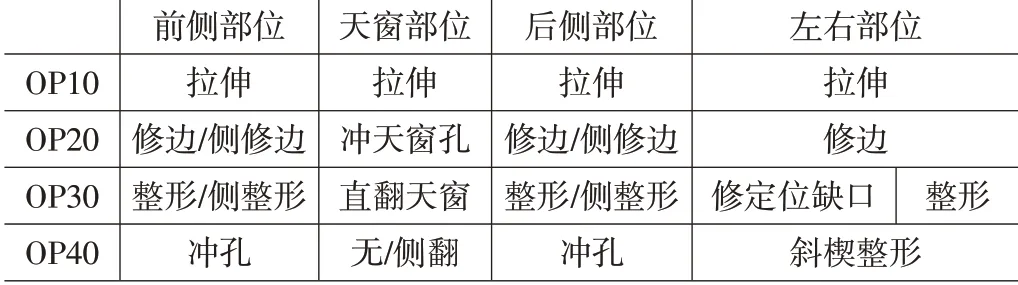
表2 三厢车天窗顶盖(左右有侧整形)冲压方案标准化
(3)两厢车天窗顶盖(左右无侧整形)冲压方案标准化设计如表3所示。

表3 两厢车天窗顶盖(左右无侧整形)冲压方案标准化
(4)两厢车天窗顶盖(左右有侧整形)冲压方案标准化设计如表4所示。

表4 两厢车天窗顶盖(左右有侧整形)冲压方案标准化
以上顶盖规划为4工序的常规冲压方案标准化排布方式,当制件存在特殊造型、工序数为5工序时,不能使用上述标准化排布;当制件工艺状态更好,也有可能采用更简略化的3工序冲压工艺方案。
5 结束语
顶盖作为17个汽车车身重要覆盖件中结构最规范、形状最固定的制件,虽然存在多种形式及个体特征,但进行分类后,主要是4类形式。如果工序数约定为4工序,顶盖可以采用标准化冲压工艺流程。工艺排布标准化以后,就可以将成熟的典型结构移植或改造到新项目的顶盖上,以降低结构设计时间。
猜你喜欢
橡胶科技(2021年7期)2021-07-20 01:23:06
模具制造(2021年3期)2021-05-03 13:37:22
模具制造(2019年7期)2019-09-25 07:29:56
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2018年12期)2018-12-23 02:41:16
科技创新导报(2017年34期)2018-06-05 10:17:28
环球市场(2017年21期)2017-09-10 07:22:44
制造技术与机床(2017年12期)2017-02-02 07:04:38
焊接(2016年1期)2016-02-27 12:54:45
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56
