生产现场数字化转型探索实践
2021-09-14 23:30:30马红涛余治国杨军中国航发西航
航空动力 2021年4期
■ 马红涛 余治国 杨军 / 中国航发西航
近年来,为提升核心制造能力,中国航发(AECC)开始大力发展运营管理体系(AEOS)的建设,形成了初具规模的信息化应用基础环境。但对标世界一流航空发动机企业,信息化建设依然存在应用范围覆盖不全、普及力度不够等问题,而聚焦一线操作者的数字化实践,则是解决上述问题的有效途径之一。
随着现代信息技术在企业管理中应用的逐步深入,数字化成为创新企业管理模式的主流方向之一。中国航发西航大修中心结合中国航发运营管理体系(AEOS)的推进,将信息化融入到了管理生态环境中。但由于信息系统多是为部门及管理者提供支撑,产品数字化、工艺数字化、生产准备数字化仅处在探索和局部应用阶段,数字化应用的关键对象——生产现场操作者——普遍缺乏先进的工具和手段来传递和采集生产数据,对核心制造能力与管理水平的提高带来较大制约。自2016年起,随着中国航发AEOS建设的推进,通过“三步僵化”“五步优化”“一步固化”的管理三步曲,中国航发西航大修中心从基础建设、现场改进、工艺提升等方面进行细化完善,取得了一定实践效果,特别是2019年以数字化应用“最后一公里”试点建设为契机,开展数字化转型探索实践,初步打通了一条贯穿信息系统到生产操作者的数字化桥梁。
数字化转型总体框架
中国航发西航大修中心的发动机修理数字化应用“最后一公里”实践,是围绕从订单到交付(OTD)的生产制造全流程梳理形成的标准化管理体系,对生产组织方式进行精益化改造,并以此为基础,连接技术、生产、服务和管理一线的数字化转型,打通一条贯穿信息系统到生产过程最前端操作者的数字化桥梁,解决了一线操作者信息化手段缺乏、标准化工程数据不足等问题。这种将标准化体系、精益生产管理与数字化管控充分融合,服务于生产一线的运行管理模式,是提高企业柔性生产效率、提升企业竞争力最直接的手段。在数字化应用“最后一公里”实践过程中,以建设目标为引领,统筹考虑数据收集、数据应用、过程管理等业务域内容,兼顾操作者、管理者、顾客关系管理,提出了“1234”总体建设框架体系,指导后续建设工作的开展与实施。

图1 数字化“最后一公里”总体框架
数字化生产线的特点分析
通过西航大修中心的数字化转型的前期实践探索,数字化转型生产线应具有以下几个主要特点。
作业数据直达工位
航空发动机由于其结构的复杂性和零件的多样性,目前普遍采取集体作业的人工装配方式。工位作为航空发动机作业的最小单元, 需要精准的获取包含作业计划、装配指令、物料齐套等数据。通过在工位配置一体机,并开发门户界面,保证操作者能够在单界面上获取所有的生产作业信息,消除操作者在作业等待和信息查询等过程中的时间浪费。
工检文件多卡合一
发动机装配时,需要大量的工艺文件和质量记录指导现场作业。传统的工艺文件和质量记录表单均为纸质文件,无法实现现场的快速查询和作业数据的及时、准确记录,不利于后期质量数据的追溯和统计分析工作。通过体系建设和工艺载体优化,将班产计划、工艺规程、质量控制卡等多卡合一,并依托信息化平台,实现作业现场的无纸化办公。作业数据的电子化管理,既能提高现场的技术状态管控,又为后期的质量追溯和统计分析提供了保障,同时还能有效降低一线操作者的作业采集负担。
制检一体与数字化采集
航空发动机的装配过程涉及大量参数需要采集记录,如高度、质量、配合间隙、跳动量、拧紧力矩、平整度等。传统的手工测量难免会存在人为因素引起的误差,即便是二检、三检也难以保证航空发动机的高精度要求。通过推广使用数字化检测工具和设备,不仅能够有效提高测量的准确性,同时采集数据直接被系统记录,降低了人为因素的影响,提高了数据采集的质量。同时,发动机装配往往需要设置检验人员对装配过程进行监控。检验工作或多或少会占用操作者的有效工作时间,同时也缺乏有效的手段保证检验人员的全程参与。探索制检一体的作业模式,利用高清摄像头和图像对比技术,对装配过程中的漏装、错装、装配不到位等进行监控,实现装配和检验工作的同步进行,及时预警,提高作业质量和效率。
精准配送与信息化管理
传统的配送方式为按台配送,一次性为现场配置了单台发动机装配所需的所有零件、工具和辅材等资源,物料的堆放侵占了作业现场的有效生产面积。通过生产计划的精准下发与配送计划的自动生成,实现物料到现场的精准配送,作业现场只存放当班的物料资源,有效地改善现场的作业环境。同时要实现物料的精准配送,必须先实现物料资源的信息化管理,利用数字化立体库,结合物料清单,实现零件的自动配套,并采用条形码识别技术,实现零件的快速周转。
问题快反和保障机制
要实现作业现场的高效运转,必须保证现场生产过程中出现的技术、质量、缺件等问题能够在第一时间内被解决。传统的人工传递方式无法保证问题反馈的准确性和及时性,通过安灯系统和物理地址识别技术,让操作者能够在工位上直接发起问题,业务部门也能够即时获取出现问题的台份、部件、工位、计划等信息,以便能够针对问题快速解决。
人机工程和助力装配
良好的人机工程设计能够降低作业人员的劳动强度,提升装配效率和质量。多自由度装配平台,助力翻转、搬运设备,可升降装配架,通过自动化设备的应用,保证操作者在工作时能够保持健康、舒适的姿态。
数字化转型场景分析和需求分析
实现数字化转型,首先需对生产现场进行场景分析,并确定数字化转型的建设内容和改善点。
基于精益装配线描绘业务全景
围绕生产准备、生产计划、技术质量和过程控制等4条主线,力求真实再现操作者在日常生产过程中的动作和节拍,然后通过信息化手段的应用,改善操作者的信息传递效率和数据采集效率,通过优化作业流程和作业环境,提高现场作业效率,形成最终的场景框架。
分析子流程输入、输出,明确建设内容及改善点
以OTD流程组梳理为基础,利用供应者、输入、流程、输出和客户(SIPOC)组织系统分析法,关注各子流程输入、输出,从“开工前、作业过程、质量控制、完工”4个阶段梳理操作者每日工作内容,按照作业顺序将操作者关注的内容直接推送至工位,提升操作者过程能力。
操作者开工前需求包括生产计划、物料、生产保障。其建设重点为:一是通过排产实现作业计划的编制、下发以及班产任务的可视化推送,使操作者在工位直接获取当日生产任务;二是通过流程与库存的衔接,实现物料齐套性检查的自动化、数字化管理;三是利用二维码和条码技术实现零组件的快速周转交接;四是基于班产任务实现工装辅材的主动配送;五是建立点检表管理,可使用平板电脑进行移动点检,并以图像、视频形式对检查结果进行记录。
操作者作业过程需求包括进度反馈、数据采集、问题快反。其建设重点为:一是基于操作者标准作业指导卡建立发动机分解、故障检查、修理、装配过程的数字化管理,实现计划执行的实时监控、反馈;二是作业表单电子化和数字化检测工具、手段的集成应用,提高操作者作业数据采集的效率和准确性;三是开发安灯系统,成立快反团队,实现现场问题的快速暴露与解决。
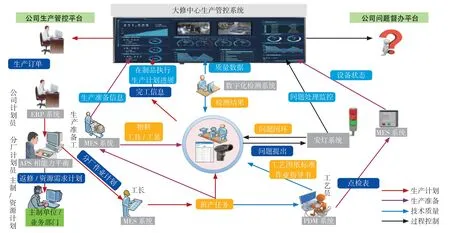
图2 数字化“最后一公里”应用场景
操作者质量控制需求包括可视化引导、质量警示、不合格品审理。其建设重点为:一是通过制造执行管理系统(MES)、产品数据管理(PDM)系统的集成应用,实现工艺规程推送,操作者在工位可直接查看规程文件;二是具备以图像、视频为媒介的装配引导功能,以及更直观的展示装配关系;三是工检一体,通过图像识别技术和数字化检测系统,自动检测作业数据是否合格,作业流程是否规范,警示操作者;四是通过故障提交功能,实现不合格品的在线提交、审理和闭环。
操作者完工需求包括工时结算、统计报表。其建设重点为:一是基于定额数据的应用,自动进行工时核算,实时反馈工时完成情况;二是对操作工班产任务状态监控、计划完成率和生产周期进行统计分析。

图3 3P模拟效果
数字化转型流程设计
根据数字化总体框架和数字化生产线的特点并针对上述需求,对数字化转型进行流程设计。
聚焦一个中心
数字化应用“最后一公里”的建设始终围绕一线操作者,通过对操作者需求进行分析,明确改进内容,并借助流程优化、人员配备和信息化技术,使操作者在工位上,直接获取生产计划、物料、工艺文件、数控程序、问题快反等的生产资源和生产保障。
完善两大基础
为确保生产运行流程清晰、通畅、无断点,围绕“管理基础”“信息化环境”,查找打通“最后一公里”的堵点、难点、问题点。在管理基础方面,编制实施细则114份、管理制度73份、可视化指导手册、工艺规程547份,有效保证了产品的质量和生产的顺利运行。在信息化方面依托生产管控系统进行系统集成,实现MES、企业资源计划(ERP)系统、PDM系统和数字化检测系统数据的连通,实现现场作业的全流程数字化管理。同时通过在工位配置一体机、扫码枪、电子看板等基础设备,完善信息化硬件环境。
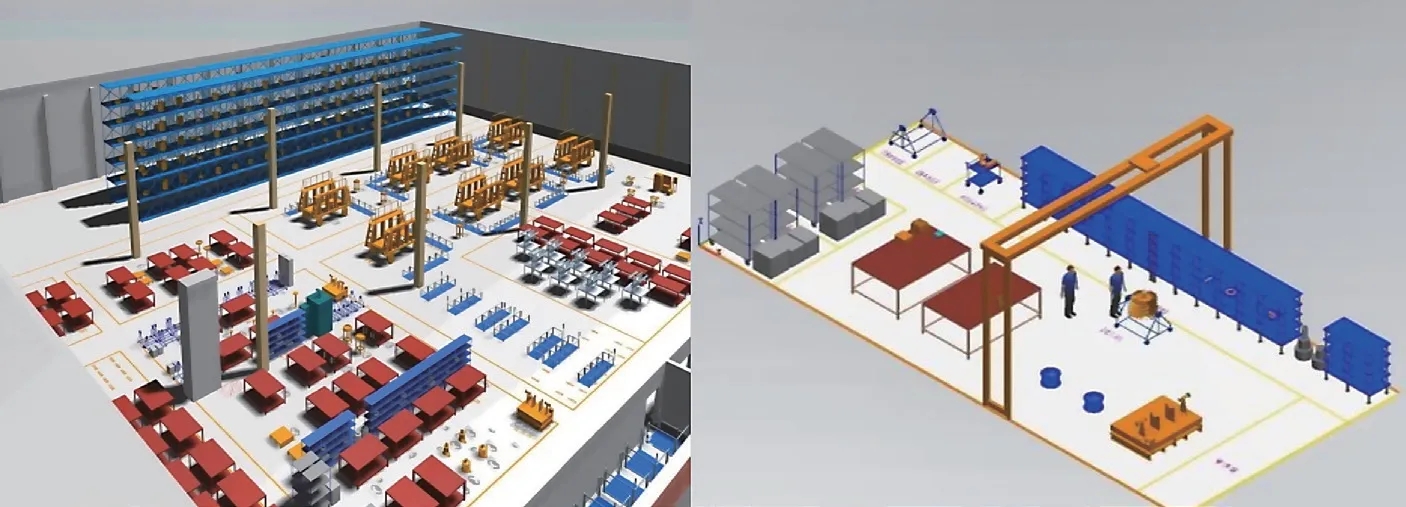
图4 生产线仿真
优化三条流程
一是开展价值流分析,促进加工流改善。使用甘特图、面条图和价值流程图等工具,开展生产布局流程分析优化,对各个单元体部件的资源情况进行改进,通过在纸面讨论分析,提出改进意见,包括工作台间隔距离、人员工位站位等,识别过程中存在的“爆炸点”,为后续精益生产线改进提供依据。
二是工艺布局模拟,确定物流优化路径。着眼系统整体高效运行,以厂房搬迁为契机,开展“沙盘模拟、3P模拟和生产线仿真”,优化“物流、信息流、加工流”。
三是构建网络架构,明确信息流流转。大修中心在技术管理、质量管理、生产管理和成本管理等方面运用信息化手段对业务流程和作业数据进行管理。系统建设依托公司现有信息化管理平台,通过系统集成和功能开发,形成完整的发动机维修信息化管理平台,实现作业数据共享,提高公司整体信息化水平。
数字化转型系统构建
数字化转型系统的构建的关键在于打通4个方面的“最后一公里”。
一是打通生产计划“最后一公里”。应用MES系统和高级计划与排程系统(APS),以及从ERP中获取的生产订单信息,依据发动机工厂日历、设备日历、设备负荷、排产规则、人员出勤等资源信息,生成工区可执行的作业及工序计划;工段长再将计划细化至班产任务,方便操作者通过工人门户进行接收、操作与完工上报。为了便于操作者对生产计划、工艺流程和质量要求的全面掌握,设计时采用以工艺流程为载体的计划管理、质量管理和定额管理,实现生产计划、工艺要求、质量控制卡、定额工时四卡合一。操作者在作业采集时,系统能够自动抓取生产进度,即时反馈至管理部门,并能通过不同的色标展示出现场作业的状态,如正常执行为绿色,超期执行为黄色,出现问题停工为红色等。此外,为保证班产计划的准确性和可执行性,以订单计划为依据,结合发动机齐套性检查功能,自动生成零件需求计划、成附件需求计划等,拉动现场资源配套,保证生产任务能够按计划开展。
二是打通工艺管理“最后一公里”。集成PDM系统,实现工艺规程的直接调用。开展工艺标准化、精益化改进并结合操作者加工需求,实施工艺规程结构化改善,实现工艺文件编制、审批等流程的线上管理。与此同时,利用产品或工艺的基本相似性和衍生相似性,对加工工艺进行设计、优化,并将工艺规程转换成以图片、动画为媒介的可视化工艺,指导现场作业。操作者通过工位一体机可直接接收、查阅工艺文件。为保证操作者能够按工艺要求进行作业,同时也为消除检验提交的过程等待,开发工检一体的数字化单元建设。通过图像识别技术和数字化检测系统,操作者在装配过程中,系统能够根据工艺预设的检验计划和标准示图,自动判断流程是否正确、装配是否到位、数据是否合格等,并通过不同的指示灯警示操作者。
三是打通生产保障“最后一公里”。班产计划生成后,生产管控系统根据作业内容调用PDM中相关工序的零件、工具、辅材信息,生成工位配送计划,并于开工前一日推送至配送部门;配送部门则结合自身的齐套性检查功能,快速核对缺料信息,并通过新品领用、零件串换、优选优配等功能,实现快速集配,保证配送计划顺利执行。操作者通过工人门户确认配送信息,并于完工后报工回收工装器具;同时通过二维码技术高效获取零件状态与位置信息,通过车间的详细制造数据和过程系统(MDC)实时获取工区设备状态信息。此外为保障生产作业过程中数据录入的准确性,采用数字化检测工具快速采集现场作业数据。

图5 多元信息驱动智能化自抗扰控制模式
四是打通过程控制“最后一公里”。应用安灯系统,操作者可实时上报突发的停工问题,拉动多功能团队快速解决问题。开发故障提交功能,实现不合格品的在线提交、审理和闭环。
在实现上述现场作业的数字化管理的基础上,大修中心开展了发动机维修数据的统计分析工作。从质量(Q)、成本(C)、交付期(D)指标入手,对发动机的一次试车合格率、废品波动、班产计划完成率、返修件、在制品、现场问题等数据进行统计分析,实现作业数据的有效利用。
数字化转型效果
数字化应用“最后一公里”建设后,相关业务流程得到了进一步的优化。为固化管理要求,重新梳理IT管理要素,建立基于信息化系统使用的IT管理流程,制定IT管理细则38份,固化生产实践过程中各项管理要求,指导员工日常工作开展,规范员工行为习惯。
经过体系建设、系统性改善,大修中心对生产流程进行了优化,建立了操作标准,实施了工艺精益化,“节拍和标准作业”已经明晰;同时,在减少附带作业时间方面,改进了计划下达方式、缩短了物料准备、工具准备、辅材准备时间,改变了检验检测方法和问题处理方式,细化了能力平衡,将发动机装配周期由过去的150天左右,缩短到68~86天,一次试车合格率提升3%。在物料配套方面,全面细化了物料需求计划,开展了工具和辅材配送,齐套率有效改善。通过内抓潜能、外抓配套,体系建设的实践带来了产能提升30%的良好成效,任务交付趋向均衡。
结束语
未来航空发动机装配专业的发展方向,一定是朝着脉动式生产、柔性装配、智能制造的方向发展。后续西航大修中心的数字化转型工作,将围绕数字化工艺/工厂规划、数字化运营管控、数字化生产、数字化装配/检测/物流技术、数字化服务和数字化装备6个方面继续开展,建立涵盖生产运营全过程的发动机维修数字化管控平台。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
今日农业(2021年10期)2021-07-28 06:28:12
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
无线互联科技(2018年20期)2018-12-27 11:36:00
劳动保护(2018年5期)2018-06-05 02:12:10
温州医科大学学报(2016年9期)2016-10-31 07:47:26
国际医学放射学杂志(2016年4期)2016-08-22 10:56:54
办公自动化(2016年18期)2016-08-20 12:50:24
杭州(2015年9期)2015-12-21 02:51:49