
转子式压缩机焊接放电的分析与研究
2021-09-13 03:17:44黄才笋付道明蔡伟达
日用电器 2021年8期
黄才笋 付道明 蔡伟达
(珠海格力电器股份有限公司 珠海 519070)
前言
转子式压缩机异响是压缩机主要的质量问题之一,对空调器运行的可靠性有较大的影响。对压缩机异响的质量案例进行研究分析,发现泵体点焊的焊接放电[1]是压缩机异响的根本原因。本文主要阐述对压缩机焊接放电的机理分析,研究压缩机防止焊接放电的优化方案。
1 故障分析
1.1 故障现象
对转子式压缩机异响的故障品进行解剖分析,发现曲轴等零部件出现熔接点的现象(见图1)。

图1 焊接放电熔接点
1.2 原因分析
对曲轴故障点进行显微镜50 倍和200 倍放大(见图 2、图3),发现曲轴故障点存在熔化划痕,推断为焊接放电导致曲轴出现熔接点。
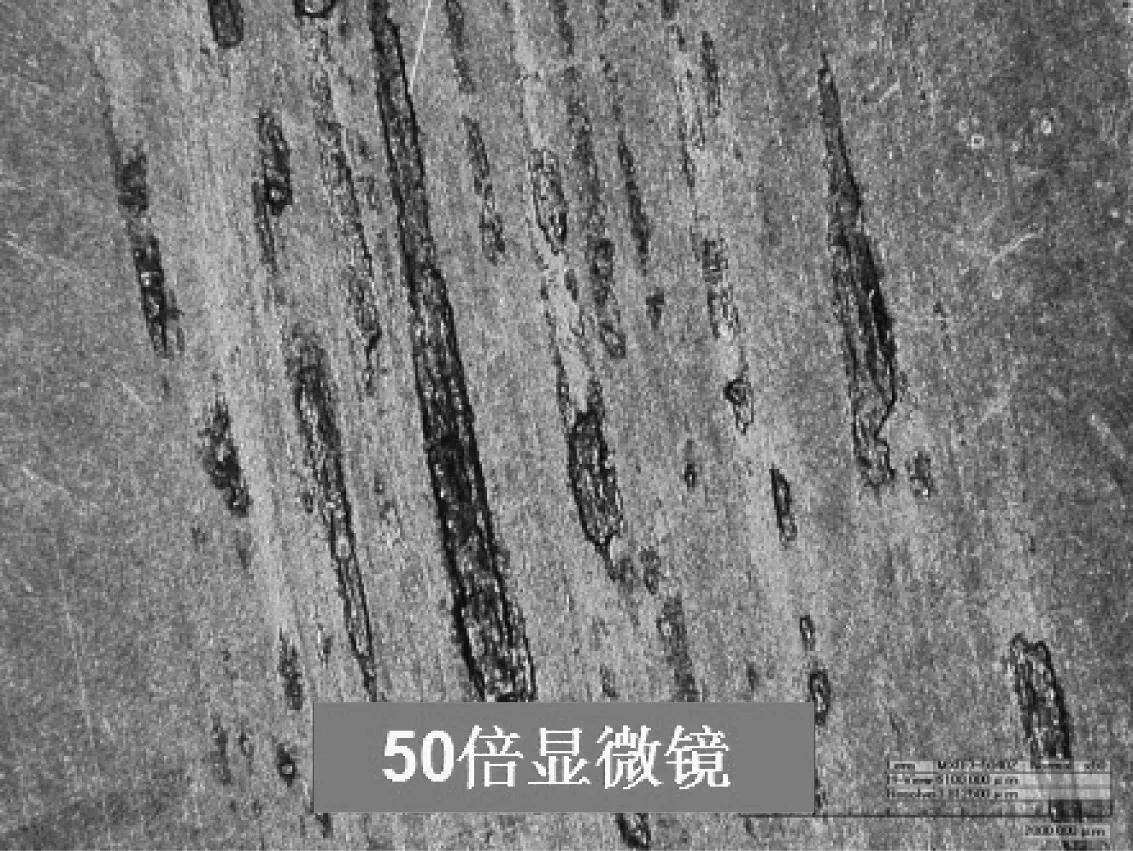
图2 熔接点50 倍放大图
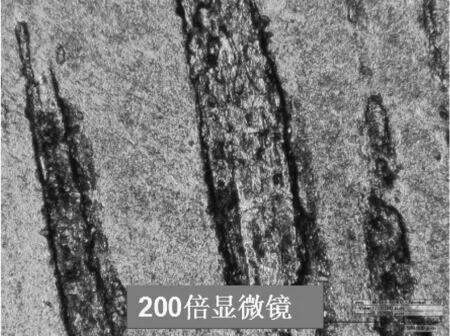
图3 熔接点200 倍放大图
滚动转子式压缩机的泵体装配在壳体时需进行三/六点焊,点焊过程会因为某种原因产生质量缺陷[2-4],其中当三/六点焊接因绝缘不良或电流回路不畅等原因造成零部件之间产生电弧,电弧使得零部件产生融化从而粘连,导致零部件出现熔接点的现象[5-7]。
2 焊接放电原理
转子压缩机在三/六点焊接引弧时,泵体内部部件间存在电位差,在一定条件下部件间隙中空气被电离,产生电火花,部件间形成熔接点(见图 1),压缩机运转时部件磨合有熔点产生噪音。
焊接回路的电流需顺畅才能正常焊接,其顺畅程度由上缸盖与壳体、衬管与壳体座圈连接管及接地夹具的接触电阻决定,一般为(4 ~10)mΩ。压缩机内部零部件间的阻值一般为6 mΩ 以上,正常焊接状态下不会形成焊接放电回路。当正常焊接回路中零部件接触发生故障(如夹具堆积焊接飞溅物等),接触电阻则会增大道1 Ω 以上,形成焊接放电回路,造成焊接放电。见图 4、图5。

图4 正常焊接回路

图5 焊接放电回路
焊接放电在有一定间隙的两部件之间由于存在电位差而使间隙中的空气电离产生电火花释放能量,在部件的表面形成熔接点,产生缺陷。产生焊接放电的3 个重要条件:
1)焊接部件之间存在间隙;
2)焊接部件之间存在电位差;
3)间隙中的气体能够被电离。
本文以六点焊接为例,对以上3 个方面的焊接放电条件进行研究分析。
2.1 焊接放电—间隙分析
焊接部件之间存在间隙是焊接放电的必要因素,转子式压缩机的核心部件泵体组件由上/下缸盖、汽缸、曲轴、滚子、叶片和转子等组成。其中上/下缸盖同汽缸由螺栓连接,保证连接处无间隙。转子和曲轴是过盈配合连接保证没间隙。曲轴由于受自身重力作用,与下缸盖平面紧密接触无间隙。
由于泵体是压缩机的核心部分,所以组成泵体的各个部件的自身加工精度和装配精度都要求相当高,达到μ 级。当有焊接放电在部件间发生时,在部件表面产成微小的熔接点,也足以对压缩机的整机的性能甚至于正常运转产生重大影响的。压缩机生产因焊接放电造成不良,经过解体发现:泵体内发生焊接放电的部位与表1中所列出存在间隙的6 种情况相一致,应证了焊接部件间存在间隙是焊接放电发生的必要条件。
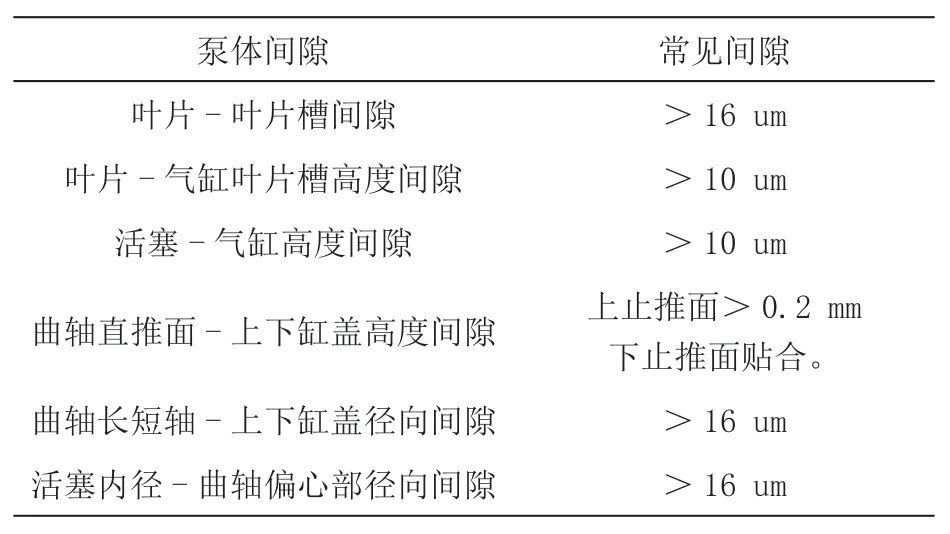
表1 泵体间隙距离统计表
2.2 电离电压分析
六点焊接使压缩机的泵体在壳体中固定。焊接电流约(200 ~300)A;焊接电压为(18 ~30)V。从表2得知,空气中各种粒子的电离电压在(11 ~16)V 之间,而六点焊接的电压则要大于空气中各种粒子的电离电压,所以在小间隙处的空气具备被电离的条件。

表2 气体粒子电离电压一览
2.3 焊接回路分析
焊接可分为3 个阶段:起弧、焊接、守弧。壳体上有6 个直径孔,焊接时6 把焊枪对准这6 个孔焊接,焊丝熔解并在6 个孔中堆积,使上缸盖和壳体连接,从而在壳体中固定泵体。
焊接时,首先汽缸将预装完成的泵体和壳体顶升,通过接地上夹具压住壳体上端面,完成焊接定位。焊接起弧是发生在泵体的上缸盖,此时由于上缸盖同壳体间存在间隙,所以起弧时的电流要从正极(焊枪)流经泵体的内部各部件到达负极(接地上夹具)完成回路;起弧完成后,熔解的焊丝使上缸盖同壳体连接,所以焊接和守弧电流不经过泵体内部,直接通过壳体完成回路。由于焊接放电发生在泵体内部,而焊接和守弧时电流不经过泵体内部,所以可以得出结论:焊接放电只发生在起弧阶段,见图6。

图6 焊接电流回路
从电位差上分析,接地上夹具—壳体—定子—间隙规—转子—曲轴,这些部件两两之间紧密配合,不存在间隙。由于上夹具接地,所以从电位上整体可以被看作一个负极;同理,焊枪—上缸盖—汽缸—下缸盖,由于焊枪同焊接电源的正极相连接,从电位上整体可以被看作正极。在正负极之间的这些泵体部件又具备了焊接放电的另一个必要条件——电位差。
六点焊接的起弧采用的是接触引弧,因此在起弧的瞬间产生相当大的短路电流,这部分电流如果不能顺畅的到达负极完成回路,就很容易在存在电位差的小间隙处得到释放,产生放电现象。
3 复现试验
针对本文因焊接放电产生压缩机的异响,对焊接放电问题进行排查:
1)自动打点焊接设备一侧焊枪晃动,未完全固定造成打点状态不合格,导致焊接放电;
2)焊接飞溅物堆积夹具增大电阻,造成焊接回路不顺畅,导致焊接放电。
为了找准焊接放电的根本原因,对以上两个原因点进行复现试验,试验结果表 3。结果表明,焊枪未固定和夹具堆积焊接异物均会造成焊接放电。

表3 焊接放电复现试验
4 结论
经上诉的理论分析产生焊接放电的3 个重要条件为焊接部件之间存在间隙、焊接部件之间存在电位差以及间隙中的气体能够被电离。经过复现试验发现自动打点焊接设备焊枪晃动和焊接飞溅物堆积夹具增大电阻均会导致焊接放电,针对压缩机泵体焊接放电,本文提出以下改善方案:
1)夹具设备、焊枪的绝缘定期检查;
2)增大接地夹具的接触面积,提高与工件的接触和导电率;
3)夹具改用包裹式绝缘木,改善焊接飞溅物堆积夹具导致焊接放电;
4)固定焊枪,定期检查焊枪状态。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12 02:12:38
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
机械工程师(2018年10期)2018-10-13 02:09:32
制造业自动化(2018年9期)2018-10-11 09:15:40
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
橡胶工业(2018年8期)2018-02-17 15:44:18
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
工业设计(2016年6期)2016-04-17 06:42:53
焊接(2016年6期)2016-02-27 13:04:57
